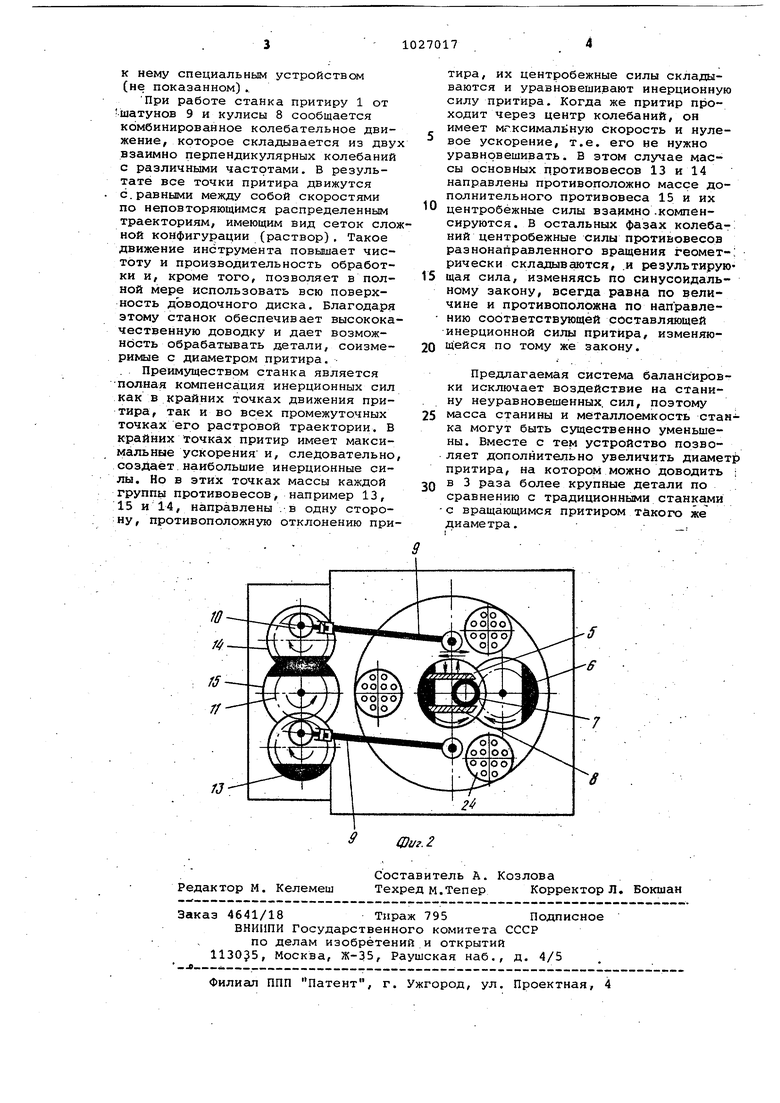
Изобретение относится к абразивной обработке и может быть использовано для доводки плоскостей круп габаритных деталей. По основному авт. св. № 512042, известноустройство для доводки плоских поверхностей сообщающее при тиру комбинированное колебательное движение от эксцентриковых валов с помощью двух параллельных шатунов и продольно расположенной по отношению к ним кулисы. Устройство обес печивает равенство скоростей всех точек притира и неповторяемость их распределенных траекторий, а конструкция привода позволяет при срав нительно небольших размерах станка обрабатывать на нем крупногабаритные детали Г Недостатком устройства является неполная сбалансированность движущихся частей. Предусмотренные в нем вращающиеся маховики-противовесы могут сбалансировать поступательно движущийся притир лишь в амплитуд ных фазах его колебаний, когда он изменяет направление движения на противоположное. Однако во всех дру гих фазах колебаний, особенно когда притир проходит вблизи централького положения и -массы противовесов располагаются под прямым угле к направлению его движения, противове сы сами создают нескомпенсированные инерционные силы,, раскачивающие станину. Цель изобретения - повышение качества обработки за счёт улучшения балансировки движущихся частей устройства. , Для достижения цели устройство для доводки плоских поверхностей притиром, перемещаемым с помощью двух установленных параллельно и связанных между собой шатунов от эксцентриковых валов и продольно расположенной по отношению к шатунам кулисой, снабжено дополнительными противовесами, один из которых закреплен на промежуточном валу, связанном равнозубцовой передачей с кривошипными валами шатунов, а другой - на отдельном валу, аналогично связанном с кулисным валом, причем в среднем положении притира массы дополнительных противовесов направлены в стороны, противополож.йые массам соответствующих основных противовесов. Такая система балансировки при условии равенства статических момен тов масс каждой группы про.тивовесов моменту массы притира обеспечивает полную сбалансированность движущих.ся частей станка во всех фазах ко.лебанйй притира. На фиг. 1 изображена кинематичес кая схема предлагаемого устройства. разрез; на фиг. 2 - то же, вид сверху. Устройство содержит дисковый притир 1, в центре которого расположен центральный кулисный вал 2. Дополнительный вал 3 связан с валом 2 посредством пары одинаковых шестерен 4, сцепленных между соб.ой таким образом, чтобы в среднем положении притира (показанном на чертеже) центры тяжести укрепленных на валах противовесов 5 и 6 были направлены по оси станка в противоположные стороны. При этом центр кривошипного ролика 7, взаимодействующего с кулисой 8, и центр тяжести основного противовеса 5 смещены в диаметрально противоположные стороны относительно оси вала 2. С притиром 1 соединены два параллельных шатуна 9, связанные с одинаково расположенными на идентичных валах двумя кривошипами 10. Кривошипные (эксцентриковые) валы связаны одинаковыми шестернями 11 с вертикальным промежуточным валом 12 так, что центры тяжести закрепленных на валах противовесов 13 и 14 направлены в противоположную сторону по отношению к смещению массы дополнительного противовеса 15, установленного на промежуточном валу 12. Величина дебаланса неуравновешенной массы характеризуется статическим моментом, представляющим собой произведение массы на координату ее центра тяжести относительно оси вращения (или центра колебания). Для обеспечения полной балансировки рассмотренная система противовесов рассчитывается так, чтобы дополнительные противовесы б и 15 имели статические моменты масс, равные по величине моментам масс соответствующих основных противовесов. 5, 13 и 14, а суммарные.моменты кинематически связанных противовесов 5 и 6 и другой группы 13, 15 и 14 были равны максимальному моменту массы притира 1 и жестко связанных с ним частей. Привод устройства включает электродвигатель 16, клиноременную передачу 17, вал 18 со шкивами по концам, вариаторньпа ремень 19, охватывающий шкивы 20 и 21, и нажимной ролик 22, связанный с рукояткой 23. За счет раздвижного шкива 21 можно изменять разность скоростей вращения валов 12 и 2 и с помсадью рукоятки 23 регулировать плотность сетки распределенной траектории. Притир 1 расположён на шариковых опорах 24 и удерживается от поворота параллельными шатунами 9. Обрабатываемые детали устанавливаются на рабочую поверхность притира и прижимаются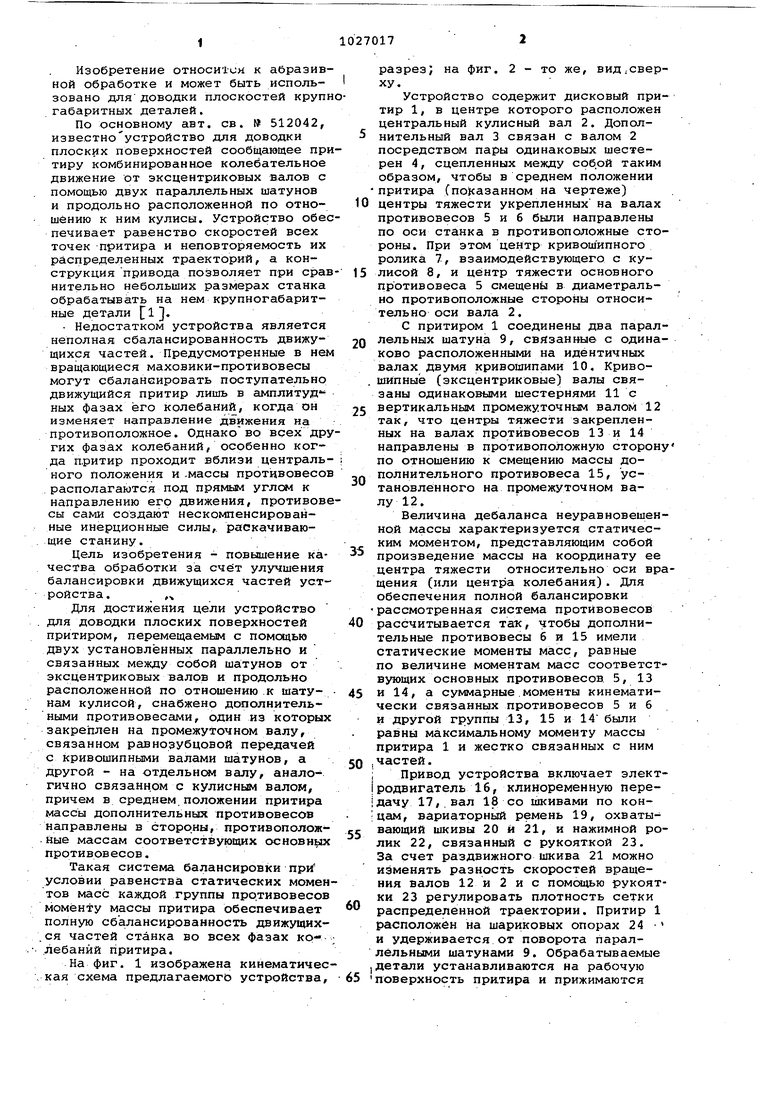
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОМЕСТНЫЙ СТАНОК ДЛЯ ПЛОСКОПАРАЛЛЕЛЬНОЙ ДОВОДКИ | 1994 |
|
RU2071905C1 |
| Плоскодоводочный станок | 1976 |
|
SU634918A2 |
| Устройство для доводки плоских поверхностей | 1972 |
|
SU512042A1 |
| Плоскодоводочный станок | 1981 |
|
SU990481A2 |
| Станок Некрасова для доводки концевых мер | 1981 |
|
SU1034882A1 |
| ЭКСЦЕНТРИКОВЫЙ ШАТУН | 1999 |
|
RU2178106C2 |
| УСТРОЙСТВО ДЛЯ ДОВОДКИ ПЛОСКОСТЕЙ | 1993 |
|
RU2042494C1 |
| Плоскодоводочный станок | 1984 |
|
SU1230806A1 |
| Способ статической балансировки кривошипно-шатунной группы | 2016 |
|
RU2652694C2 |
| УНИВЕРСАЛЬНЫЙ ПРИВОД ДЕРЕВООБРАБАТЫВАЮЩИХ УСТРОЙСТВ | 2005 |
|
RU2278022C1 |
УСТРОЙСТВО ДЛЯ ДОВОДКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ по авт. св. № 512042, отличающееся :тем, что, с целью повышения качества обработки за счет улучшения ба:лансйровки движущихся частей, устройство снабжено дополнительным валом, расположенным параллельно центральному валу и кинематически связанным с ним, и противовесами, один из которых закреплен на npHBojiiHOM вертикальном валу,а другоЛ - на дополнительном валу,причем э сфеднем положении притира массы дополнительных противовесов направлены в стороны, противоположные направлению масс соответствующих основных, противовесов, статические моменты масс дополнительных противовесов равны по величине моментгим масс соответствующих ОСНОВНЕЛХ противовесов, а суммарные моменты каждой группы противовесов равны моменту массы притира и примыкающих к нему частей. ШЩ i у I I I
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для доводки плоских поверхностей | 1972 |
|
SU512042A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
