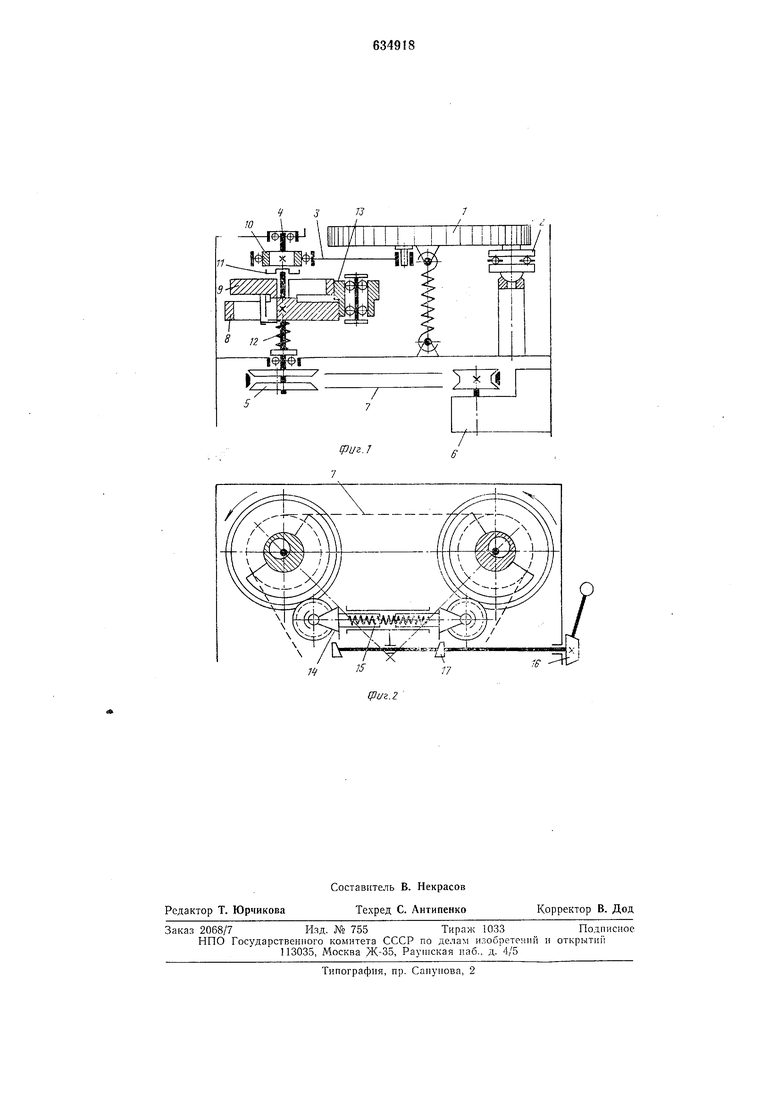
Прптир 1 плоскодоводочиого станка, установленный- на трех шариковых онорах 2, связан двумя взанмно нернендикулярными шатунами 3 с эксцентриковыми валами 4. На одном из валов закреплен вариатор скорости 5, а на другом - нерегулируемый шкив, охваченные с ведущим шкивом привода 6 обш,ей клиноременной передачей 7. На эксцентриковых валах установлены противовесы 8 и 9, выполненные в виде взаимно подвижных цилиндрических колес, внутри которых сделаны односторонние выборки. Нижний противовес 8 закреплен на валу, и его центр тяжести направлен в сторону, противоположную эксцентриситету шейки вала 4. Так же расположен верхний ftpoтивовес 9 по отношению к эксцентриковой втулке 10, с которой он связан плавающей муфтой 11. Нри повороте противовесов 8 и9 один относительно другого изменяется суммарный эксцентриситет шатунной шейки и соответственно этому изменяются угловое положение общего центра тяжести противовесов и его расстояние от оси вала. Этим достигается сохранение балансировки станка при изменении амплитуд колебаний притира. В свободном состоянии противовесы с помощью пружины 12 повернуты так, что их центры тяжести совмешены, а шатунная шейка имеет максимальный эксцентриситет.
Устройство снабжено двумя ступенчатыми фрикционными роликами 13, которые свободно установлены ца подшипниках в стойках 14. Пружиной 15 ролики могут вводиться в контакт с противовесами эксцентриковых валов. Для включения роликов предусмотрена рукоятка 16, при ее повороте кулачки 17 воздействуют на стойки 14, сближая или освобождая их.
Доводка деталей на станке производится большую часть времени с максимальными
амплитудами колебаний притира, при этом ролики отведены от противовесов. После снятия основного припуска и формирования требуемой плоскостности включаются в работу фрикционные ролики 13. Вследствие того, что противовесы 8 и 9 имеют различные диаметры, меньший из них, контактируя с большей ступенью ролика, увеличивает свою угловую скорость. В реззльтате противовесы поворачиваются один относительно другого и изменяют эксцентриситет шатунных шеек на валах 4, плавно уменьшая амплитуды колебаний притира. Уменьшение амплитуд от максимума до нуля происходит за относительное смещение противовесов в полоборота. Исходя из этого и учитывая требуемое время затухания амплитуд, выбирается разница диаметров противовесов и ступеней роликов.
Изобретение существенно повышает качество доведенных поверхностей благодаря образованию микрорельефа, оптимального в эксплуатационном отношении. Это позволяет, например, улучшить уплотняющие свойства и увеличить износостойкость сопряжений, что особенно важно для золотниковых пар прецизионной гидроаппаратуры.
Формула изобретения
Плоскодоводочный станок по пп. 1 и 3 авт. св. № 308858, отличающийся тем, что, с целью повышения качества обработки путем регулирования амплитуд колебаний притира в процессе доводки, станок снабжен стойками и размещенными в них фрикционными ступенчатыми роликами, установленными с возможностью взаимодействия с введенными в станок противовесами, выполненными в виде цилиндрических колес разного диаметра.
4J7J
да
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛОСКОДОВОДОЧНЫЙ СТАНОК | 1971 |
|
SU308858A1 |
| Станок Некрасова для доводки концевых мер | 1981 |
|
SU1034882A1 |
| Плоскодоводочный станок | 1981 |
|
SU990481A2 |
| Устройство для доводки параллельных торцов | 1984 |
|
SU1192950A1 |
| Устройство для доводки плоских поверхностей | 1982 |
|
SU1027017A2 |
| Станок для доводки плоскостей | 1989 |
|
SU1685693A1 |
| Устройство для двусторонней доводки деталей | 1990 |
|
SU1756123A1 |
| УСТРОЙСТВО ДЛЯ ДОВОДКИ ПЛОСКОСТЕЙ | 1993 |
|
RU2042494C1 |
| Устройство для доводки плоских поверхностей | 1972 |
|
SU512042A1 |
| МНОГОМЕСТНЫЙ СТАНОК ДЛЯ ПЛОСКОПАРАЛЛЕЛЬНОЙ ДОВОДКИ | 1994 |
|
RU2071905C1 |