to
to
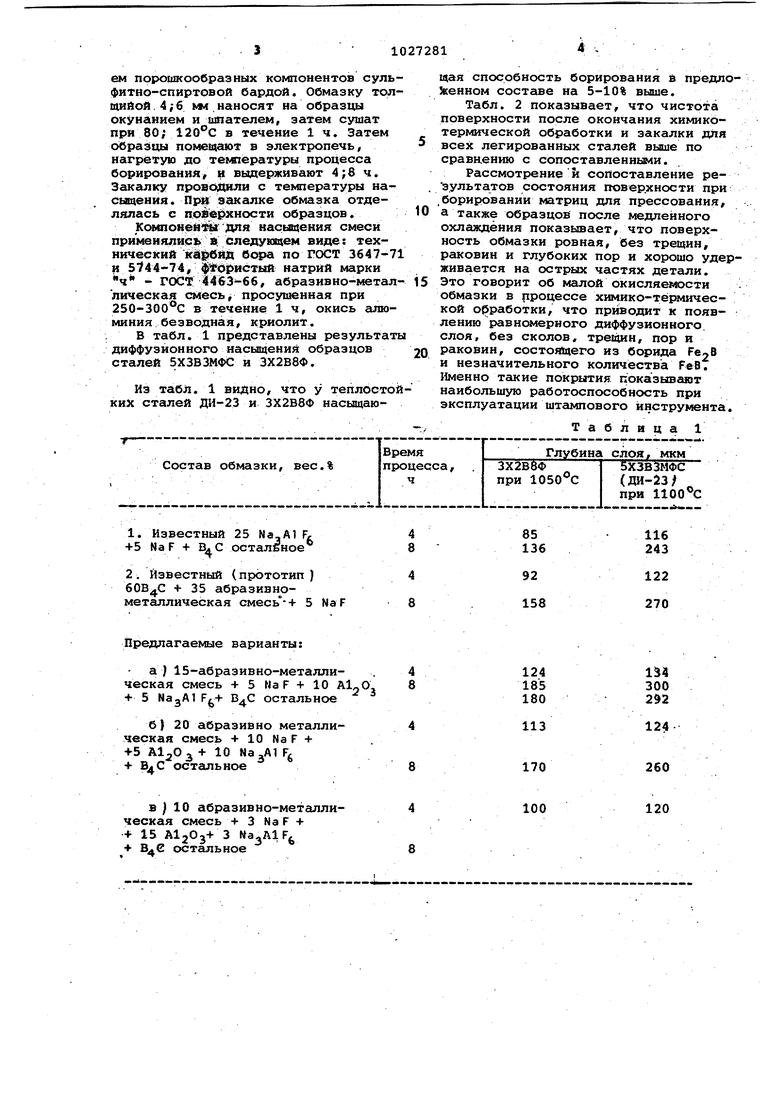
оо Изобретение относится к металлур гии, в частности к химико-термической обработке, и может быть применено в качестве насыщающей среды . для диффузионного насьоцения стальныос изделий, преимущественно из еп стойких Сталей, с целью повьааения качества поверхностных слоев. Известен состав для борирования стальных деталей, содержаний, вес.% криолит 25-30, фтористый натрий 3-5, карбид бора остальное {13. В качестве связующего применяетс 25%-ный раствор клея БФг4 в ацетоне Введение в состав фтористого йат рия уменьшает опасность оплавления обмазки и способствует увеличению скорости борирования. Недостатком указанного состава я ляется недостаточная прочность и стекание обмазки с вертикальных и острых частей изделия при 10501100 С и длительных вьодерхоках, а та же налипание обмазки на изделиях. Это П1эиводит к получению неравномер ного слоя и увеличению трудоемкости по очистке упрочняемой поверхности. Наиболее близким к предлагаеж му по технической сущности и достигаем му эффекту является состав для бори рования, содержащий следувадие компо ненты, вес.%: карбид бора 45-60, абразивно-металлическую смесь натрий фтористый 3-10 2 J Данный состав позволяет проводит процесс термодиффузионного насыщеми в обычной печной окислительной среде без защитной обмазки при длительных выдержках. Входящая в состав абразив но-металлическая смесь (отходы шлифовально-заточного прбизводстваУ имеет размер фракции менее 0,2 мл,. что исключает ее предварительный размол перед смешиванием. Обмазка замешивается на гидролизованном этил силикате. Недостатком указанного состава является плохая адгезия и прилипаемость обмазки при нанесении, а также налипание частиц обмазки на изделие после процесса химико-термической обработки и последукяцей закапки. Кроме того, общим недостатком для обоих составов является трудность хранения (быстрое высыхание ), высокая стоимость обмазок, токсичность, низкая культура производства при использовании в качестве связующего обмазок гидролизованного этилсиликата, клея 5Ф и ацетона. Целью изобретения является повышение насыщающей способности состава и класса чистоты обрабатываемой поверхности. Цель достигается тем, что состав включающий карбид бора, фтористый натрий и абразивно-металлическую смесь, дополнительно содержит криолит и окись алюминия при следующем соотношении компонентов, вес.%: Абразивно-металлическая смесь 12-20 Фтористый натрий3-10 Окись алюминия 5-15 Криолит3-10 Карбид бора Остальное Обмазка замешивается на сульфитно-сгйиртовой барде; что приводит к улучшению технологичности нанесения . состава на поверхность. Введение в состав обмазки окиси aJШ линия способствует созданию более прочного каркаса и увеличивает жаростойкость обмазки, сохраняющейся при высокой температуре и длительной выдержке. Кроме того, контакт дисперсных тугоплавких частиц А1-О, с поверхностью детали снижает налипание. Увеличение количества А120з в смеси против указанного уменьшается скорость борирования, а уменьшение ПРИВО1ДИТ к появлению налипания обмазки. Наличие криолита в обмазке увеличивает активность насыщающей смеси вначале за счет образования жидкой фазы, а затем за счет получения активной газовой среды по реакции f( 3tia F + и образования сети мелких разветвленных пор. Алюминий, отлагающийся на поверхности изделия, частично диффундирует,внутрь, а большей частью окисляется с образованием тонкой окиси AijOj,препятствующей налипанию часТиц обмазки.. Прюнышение количества криолита против указанного уменьшает прочность обмазки и способствует ее стенанию при повышенных температурах. Применение Б качестве связующего обмя ки сульфитно-спиртовой барды способствует хорошей смачиваемости и прилипаемости обмазки при нанесений на изделие. Являясь отходами бумгикно-целлюлозного производства, сульфитно-спиртовая барда дешева, нетоксична, обмазка на ее основе не имеет трудностей приготовления и хранения. Предлагаемый состав позволяет ПРОВОДИТЬ процесс борирования в обычной печной окислительной среде при повышенных температурах (1000ОО С ) и длительных выдержках. Обьзчно процесс химик о-термической обработки совмещается с нагревом под термическую обработку. П р и м е р. Проводят термодйффузионное насыщение из смеси предложенного состава в обмазках на образцах 0 12 и s 40 мм при 1050 и 1100 С. Обмазку готовят смешиванием порошкообразных компонентов сульфитно-спиртовой бардой. Обмазку толщийой 4;б мм.наносят на образцы окунанием и шпателем, затем сушат при 80; 120°С в течение 1ч. Затем образцы помещают в электропечь, нагретую до тe вlёpaтypы процесса борирования, и выдерживают 4;8 ч. Закалку прово Дили с текшературы насшцения. ПрН закалке обмазка отделялась с прйвй хности образцов.
Компон ейФЫ для насьацения смеси применяли а; следующем виде: технический бочра по ГОСТ 3647-71 И 5 44-74,| $ д1{ йстый натрий марки ч - ГОСТ 4463-66, абразивно-металлическая смесь, просушенная при 250-300°С в течение 1 ч, окись гшюминия безводная, криолит.
В табл. 1 представлены результаты диффузионного насыщения образцов сталей 5ХЗВЗМФС и ЗХ2В8Ф.
Из табл. 1 видно, что у теплостойких сталей ДИ-23 и ЗХ2В8Ф насыщающая способность борирования в предло енном составе на 5-10% выше.
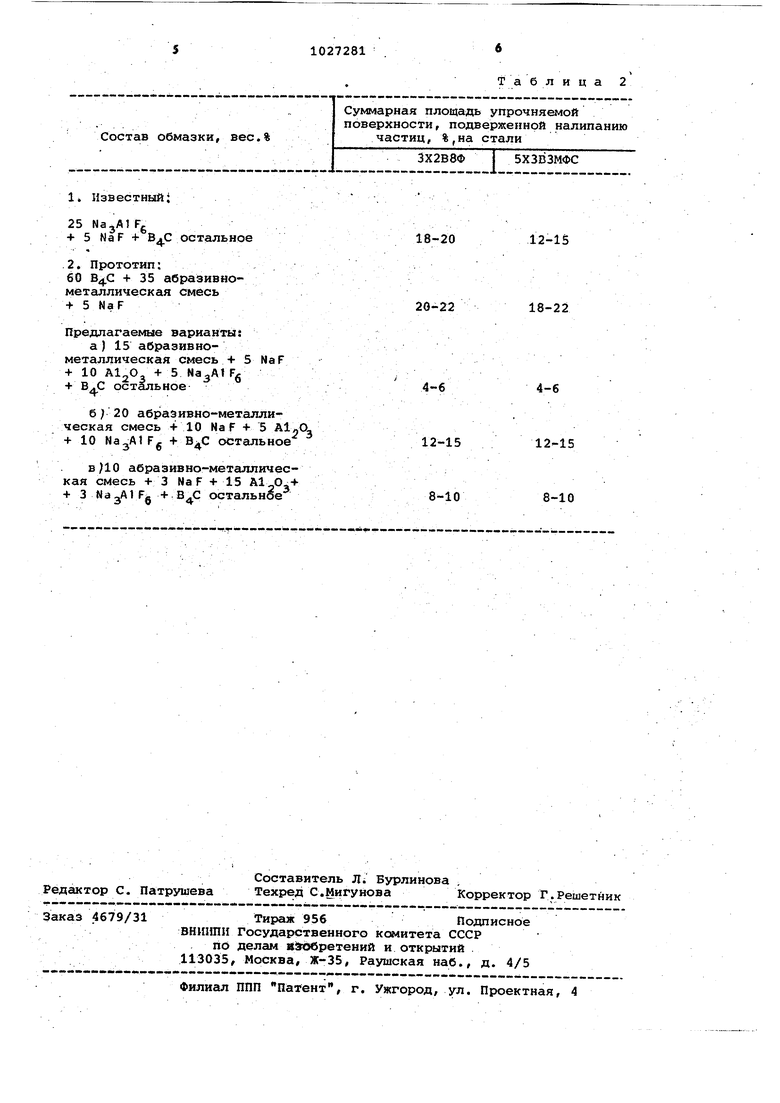
Табл. 2 показывает, что чистота поверхности после окончания химикотермической обработки и закалки для всех легированных сталей выше по сравнению с сопоставленньвли.
Рассмотрение и сопоставление результатов состояния поверхности при ,борировании матриц для прессования, а также образцов после медленного охлаждения показывает, что поверхность обмазки ровная, без трещин, раковин и глубоких пор и хорошо удеживается на острых частях детали. Это говорит об малой окисляемости обмазки в гтроцессе химико-термической обработки, что пргаодит к появлению равномерного диффузионного, слоя, без сколов, трещин, пор и раковин, состоя цего из борида и незначительного количества FeB. Именно такие покрытия показывают наибольшую работоспособность при эксплуатации штампового инструмента
Т а б л и ц а 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав для борирования стальных изделий | 1989 |
|
SU1715884A1 |
| Состав для диффузионного борирования металлических изделий | 1980 |
|
SU943321A1 |
| Состав для борирования стальных деталей | 1978 |
|
SU775171A1 |
| Состав для борирования стальных изделий | 1982 |
|
SU1106848A1 |
| Состав для борирования стальных деталей | 1978 |
|
SU711165A1 |
| Состав для борирования стальных деталей | 1981 |
|
SU1035091A1 |
| Состав для борирования в обмазках | 1989 |
|
SU1673637A1 |
| Состав для борирования стальных деталей | 1981 |
|
SU986959A1 |
| Состав для борирования стальных изделий | 1981 |
|
SU1002402A1 |
| Состав для борирования стальных деталей | 1977 |
|
SU668975A1 |
СОСТАВ ДЛЯ БОРИРОВАН11Я СТАЛЬНЫХ ИЗДЕЛИЙ, преимущественно из теплостойких сталей, включающий карбид бора, фтористый натрий и абразивно-металлическую смесь, о тл и ч а 20 щ и и с я тем, что, с целью повьяиения насыщающей способности состава и класса чистоты обра батываемой поверхности, он дополнительно содержит окись алюминия и криолит при следующем соотношении компонентов, вес.%: Абразивно-металлическая смесь 12-20 Фтористый натрий3-10 Окись алюминия 5-15 Криолит3-10 Карбид бора Остальное
Предлагаемые варианты:
а ) 15-абразивно-металли- . ческая смесь + 5 На F + 10 , + 5 остальное
б) 20 абразивно металлическая смесь + 10 Na F + +5 А1.2Оз+ 10 Na,A1F + ВдС остальное
в ) 10 абразивно-металлическая смесь + 3 NaF + f 15 AljOj 3 f Б..С остальное
85 136
116 243
92 158
122 270
134 300 292
124
260
170
120
100
25 Na jAI Fg
+ 5 NaF -f остальное
- 2.Прототип:
60 B4.C + 35 абразивнометаллическая смесь + 5 NaF
Предлагаемые варианты:
а)15 абразивнометаллическая смесь + 5 NaF + 10 + 5 Fg
+ ВфС остальное
б)20 абразивно-металлическая смесь +10 Naf + 5 Aio + 10 Na.jA1Fg + остальное
в ДО абразивно-металлическая смесь + 3 NaF +15 А1 О- + + 3 Fg остальное
Таблица 2
12-15
18-20
20-22
18-22
4-6
4-6
12-15
12-15
8-10
8-10
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Состав для борирования стальных деталей | 1978 |
|
SU775171A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР 755891j кл; е 23 С 9/04, 1978. | |||
