(5) СОСТАВ ДЛЯ БОРИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав для борирования стальных изделий | 1983 |
|
SU1084337A1 |
| Состав для борирования стальных деталей | 1978 |
|
SU775171A1 |
| Состав для борирования стальных изделий | 1981 |
|
SU1027281A1 |
| Способ бороалитирования стальной поверхности | 2018 |
|
RU2691431C1 |
| Способ скоростного борирования стальной детали | 2016 |
|
RU2622502C1 |
| Состав для борирования стальных изделий | 1982 |
|
SU1071661A1 |
| Способ борирования стальных изделий | 1988 |
|
SU1527318A1 |
| Состав обмазки для боровольфрамирования стальных деталей | 1978 |
|
SU722998A1 |
| Состав для борирования стальных изделий | 1981 |
|
SU1164313A1 |
| СОСТАВ ОБМАЗКИ ДЛЯ БОРОВАНАДИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ | 2014 |
|
RU2558710C1 |
1
Изобретение относится к области металлургии, а именно, к химико-термической обработке металлов и сплавов, в частности, к составам длл диффузионного борирования, и может быть использовано в машиностроительной, металлургической и приборостроительной промышленности.
«
Известен состав для борирования . о стальных деталей, содержаи1ий 70 карбида бора и 30% криолита ТД.
Борирование в известном составе про водят при температуре 90б°С в течение ч, при этом формируются диффузион- 15 ,ные слои глубиной О,11 мм.
Недостатком этого известного состава является то, что он не позволяет проводиvb борирование в окислительной среде без защитной оснастки, 20 так как в этом случае происходит оплавление поверхности детали. Кроме того, насыщающая способность состава невелика.
Наиболее близким к предлагаемому составу по технической сущности является состав для борированил стальных деталей, содержащий криолит, фтористый натрий и карбид бора при следующих соотношениях ингредиентов, вес.:
Криолит25-30
Фтористый натрий
Карбид бора Остальное 2.
Этот состав применяется для борирования в пастах в условиях печного нагрева без защитной оснастки. В качестве связующего в известном составе используют 25%-ный раствор клея БФ-4 в ацетоне.
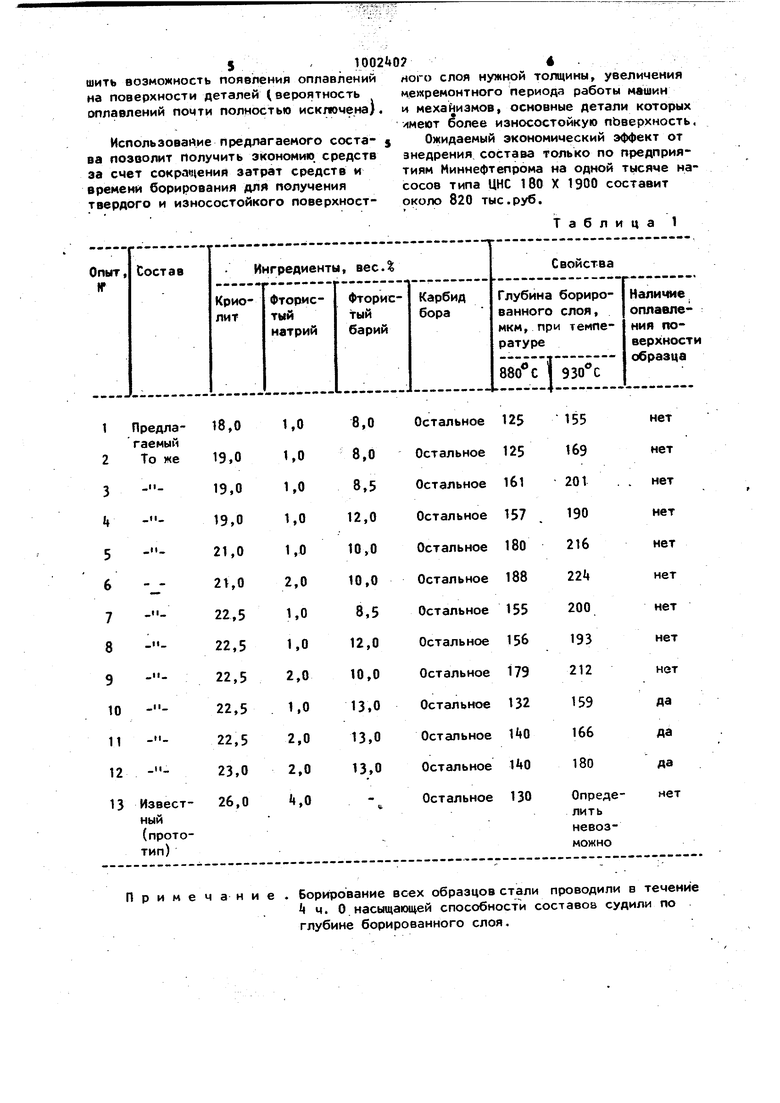
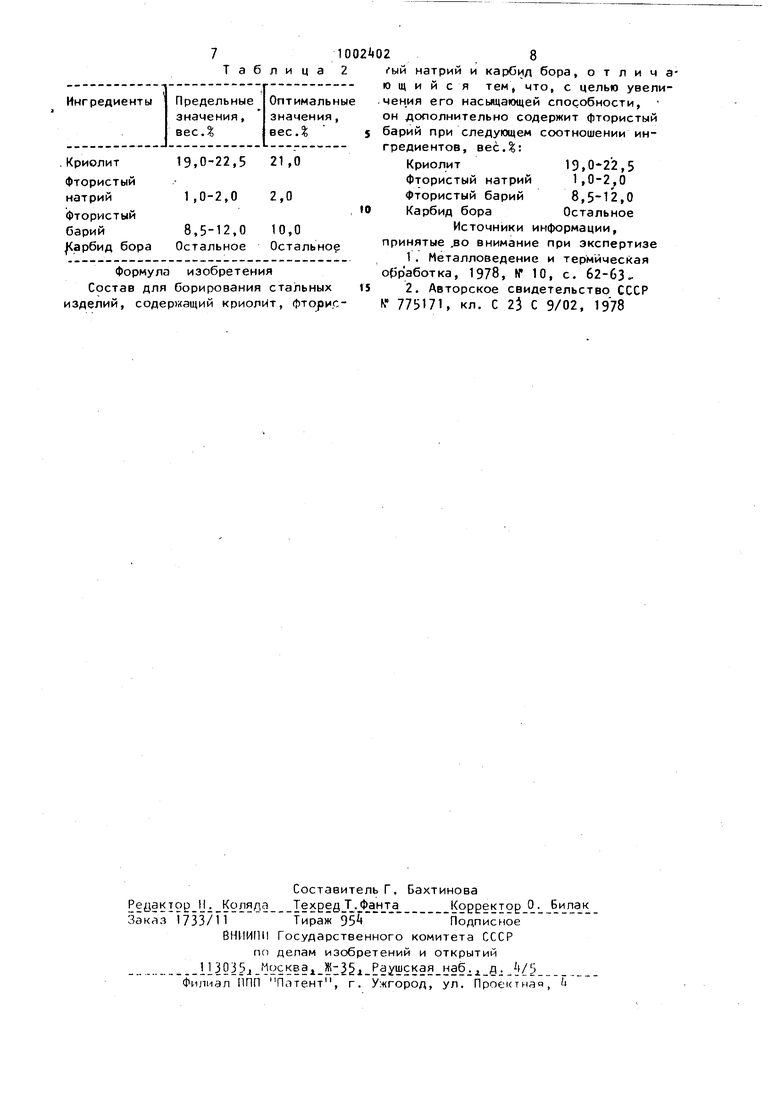
Однако насьйцающая способности указанного известного состава недостаточна. Так, например, при бориропании в этом составе стали 40Х при в течение k ч образуется диффузионный слой глубиной лишь 0,13 мм. А при более высокой температуре борирование известным составом вообще невозможно, так как в этих у:;ловиях увели310чивается жидкотекучесть обмазки и во никают оплавления на поверхности деталей , Целью изобретения является увеяич ние насыщающей способности состава, а такие уменьшение вероятности оплав лений на поверхности деталей. . Поставленная цель достигается тем что состав для борирования стальных : деталей, содержащий криолит , фтористый натрий и карбид бора, дополнительно содержит фтористый барий при следующих соотношениях ингредиентов, вес.% Криолит19,0-22,5 Фтс истый натрий 1,0-2,0 Фтористый барий8,5-12,0 Карбид бора Остальное Благодаря тому, что в состав дополнительно введен фтористый барий, в бориругощей обмазке при температуре образуется больше жидкой фазы, чем у известного состава и при ЭТОМ весь фтористый барий находится в расплаве. Это приводит к увеличению смещения электродных потенциалов между карбидом бора и сталью, а по мере образования боридного слоя смещение электродных потенциалов происходит между карбидом бора и боридами железа Увеличение разности потенциалов обуславливает рост скорости окислительНо-восстановительных реакций, а еледовательно, и концентрации атомов бора, на поверхности стали, что усКоряет процесс ее диффузионного насыщения Пример. Для получения предлагаемого состава были использованы следующие вещества: карбид бора, ТУ 2-ОЗб-705 77 (порошок черного цвета), фтористый натрий, ГОСТ 63() (порошок белого цвета), фтористый барий, ГОСТ 7168-7S (белый порошок), криолит, ГОСТ 10561-73 (белый порошок) . Борирование предлагаемым составом производят на образцах из стали марки iiOX. Для этого сначала каждое вещество просеивают через сито с ячейками 0,25 мм. Затем эти вещества взвешивают на технических весах и все вещес ва перемешивают в нужных соотношениях для получения.исследуемого состава. Потом отдельно готовят связующий раст вор, представляющий собой 25%-ный раствор клея БФ- в ацетоне. Непосредственно перед нанесением состава на поверхность детали этот состав смешивают со связующим раство2ром до консистенции густой сметаны, а далее полученный состав с помощью шпателя наносят слоем толщиной 35ММ на поверхность стальных образцов, размеры которых были 6 х 12 х 22 мм. Затем производят сушку обмазки, для чего обмазанные образцы стали выдерживают в сушильном шкафу в течение 30 мин при температуре +8ос. Обмазанные и высушенные образцы qafiee укладывают на жаростойкую подставку и помещают в муфельную печь, нагретую до температуры борирования 880С или 930 С и выдерживают в ней it ч. Затем производят изотермическую закалку образцов, для чего образцы достают из печи и помещают на 15 мин в ванну с расплавленным свинцом, температура которой составляет . После этого производят отмывку обмазки, находящейся на поверхности образца. Для этого образцы помещают в кипящую воду на мин до полного отставания обмазки от поверхности образца. Данные о содерх(ании насыщающей способности составов приведены в табл. 1. Предельные и оптимальные значения ингредиентов предлагаемого состава приведены в табл.-2. Указанные выше значения ингредиентов являются граничными, так как их изменения в меньшую и большую стороны не позволяют достичь поставленной цели, а именно: состав, содержащий 19,0% криолита, 1% фтористого натрия, В% фтористого бария и остальное карбид бора (см. табл. 1 j опыт 2) обладает невысокой насыщающей способностью, которая позволяет производить борирование на глубину. ли|иь 125 мкм при и на 169 мкм при , а состав, содержащий 22,5 криолита, 1 фтористого натрия, 13 фтористого бария и остальное - карбид бора. (см. табл. 1, опыт 10) вызывает оплавление на поверхности образца, т.е. борирование получается некачественным. Технико-экономические преимущества предлагаемого состава для борирования стальных деталей по сравнению с прототипом следующие: насыщающая способность предлагаемого сост ава в 1,5 раза выше; предлагаемый состав позволяет увеличить температуру борирования до 930С, что еще больше (до 1,7 раза) увеличивает насыщающую способность этого состава; применение предлагаемого состава позволяет умень51002UO 4 .
шить возможность появления оплавлений ного слоя нужной толщины, увеличения на поверхности деталей (вероятность ме хремонтного периода работы машин оплавлений почти полностью исключена), и мехайиэмов, основные детали которых
Использовайие предлагаемого соста- 5 Ожидаемый экономический эффект от ва позволит получить экономию, средств внедрения, состава только по предприяза счет сокрао енин затрат средств к тиям Миннефтепрома на одной тысяче навремени борирования для получения сосов типа ЦНС ТВО X 1900 составит твердого и износостойкого поверхност- около 820 тыс.руб. Примечание .
хмеют более износостойкую пЬверхность,
Таблица БорИрование всех образцов стали проводили в течение ч. О.насыщаюи ей способности составов судили по глубине борированного слоя. Таблиц Формула изобретения Состав для борирования сталь изделий, содержащий криолит, фт (ый натрий и карбид бора, отличающийся тем, что, с целью увеличен ия его насыщающей способности, он дополнительно содержит фтористый барий при следующем соотношении ингредиентов, весД: Криолит19,,5 Фтористый натрий 1,0-2,0 Фтористый барий 8,,0 Карбид бора Остальное Источники информации, принятые ,во внимание при экспертизе 1 . Металловедение и термйческая обработка, 1978, № 10, с. 62-63 2. Авторское свидетельство СССР N 775171, кл. С 25 С 9/02, 1978
