/ f J
ПП
А
/ /// //////
J&
f
пхпхп
(Л
ИХ
т
fib
///////-/ттл т
щ
1чЭ Ю
V
СО 4
Фш. Изобретение относится к электрохимической обработке изделий, а имен но, к устройствам для электрохимичес кого травления длинномерных металлических изделий, и может быть использовано в радиохимической промьшленности, машиностроении и др. Известно устройство для электрохи мической обработки поверхностей металлических изделий, содержащее камеру с электролитом, пару роликов движущих изделие, и пару роликов, че рез которые подается ток к изделию 1}. Однако в местах подвода тока к из делию посредством катящего контакта между роликами и изделием возможно искрение и подгорание изделия в зон контакта вплоть до образования дуги, что приводит либо к снижению качества обработки поверхности изделия, ли бо к сквозному прожогу изделия. При этом изделие приходит в негодность, неизбежное лри обработке изделий постоянным током наводороживание повер ностного слоя металла, что приводит к ухудшению качества обработки поверхности изделия и к так называемой водородной хрупкости. Кроме того, локальная плотность тока на удаленном от контакта участк обрабатываемого изделия может оказаться такой величины, при которой невоз эжна обработка изделия, т.е. изделие из устройства будет выходить необработанным, С другой стороны, увеличение средней плотности тока ограничено тем, что на ближнем к контакту участке обрабатываемого изделия плотность тока может оказаться слишком высокой, 4TOv как известно, приведет к браку обрабатываемого изделия. В лучшем случае изделие будет выходить из устройства неравномерно и некачественно обработанным.Наиболее близким по технической сущности к предлагаемому является устройство для электрохимической обработки поверхности металлических из дв/«йА, содержащее ванну для раствора м«й|р вляющие электроды, смещенные от чоемтельло друг друга на расстояние, болыиее половины суммы их поперечных Сечений, причем часть электродов, об ращенная к верхней поверхности полосы , имеет полукруглое выпуклое поперечное сечение, а количество пар электродов представляет собой нечетное число. При таком расположении и исполнении электродов обнаружено более равномерное распределение локальных токов по всей поверхности обрабатываемого изделия, что позволяет повысить качество обработки изделий. Равномерное распределение локальных токов по всей поверхности изделия позволяет, в свою очередь , повысить их плотность до оптимальной и тем самым интенсифицировать процесс обработки изделий С 23. Однако необходимость контактных устройств для обеспечения контактной стыковки одного изделия с другим при непрерывной обработке изделий мерной длины и появление по этой причине необработанных поверхностей на участках стыка контактных устройств, соединяющих одно изделие с другим изделием, приводит к снижению качеств а их обработки. Кроме того, в известном устройстве не исключено также неизбежное при обработке изделий постоянным током наводороживание поверхностного слоя изделия. Хотя за счет выравнивания распределения локальных токов и по всей поверхности обрабатываемого изделия в данном устройстве процесс наводороживания значительно уменьшается, он все-таки приводит к некоторому ухудшению качества поверхности обрабатываемого изделия и к так называемой водородной хрупкости. Существенным недостатком устройства является то, что изделие, поверхность которого обрабатывается в среднем анодном цилиндре (камере), проходя через крайний катодный цилиндр (камеру), вторично загрязняется до определенной степени, при этом ухудшается качество поверхности обрабатываемого изделия, т.е. вся предыдущая обработка поверхности сводится на нет на последнем участке устройства. Целью изобретения является повышение качества обработки. Эта щель достигается тем, что в устройстве для электрохимического травления длинномерных изделий, содержащем ванну для раствора, направляющие и электроды, электроды выполнены в виде многофазной электрома - нитной системы, охватывающей ванну. Под действием бегущего электромагнитного поля создаваемого электромагнитной системой, охватывающей изделие, в изделии наводится электродвижущая сила синусоидальной формы; под действием разницы потенциалов той части изделия j которая находится в данный момент под действием ее положительной волны и заземленной камеры, в электролите протекает ток, обеспечивающий процесс обработки всей поверхности изделия.
Поскольку обрабатываемое изделие всегда находится под действием положительной полуволны синусоиды электродвижущей силы, бегущей с достаточно больиюй скоростью, то, очевидно, что процесс обработки всей поверхности изделия идет равномерно в продолжение всего прохождения изделия через камеру с электролитом.
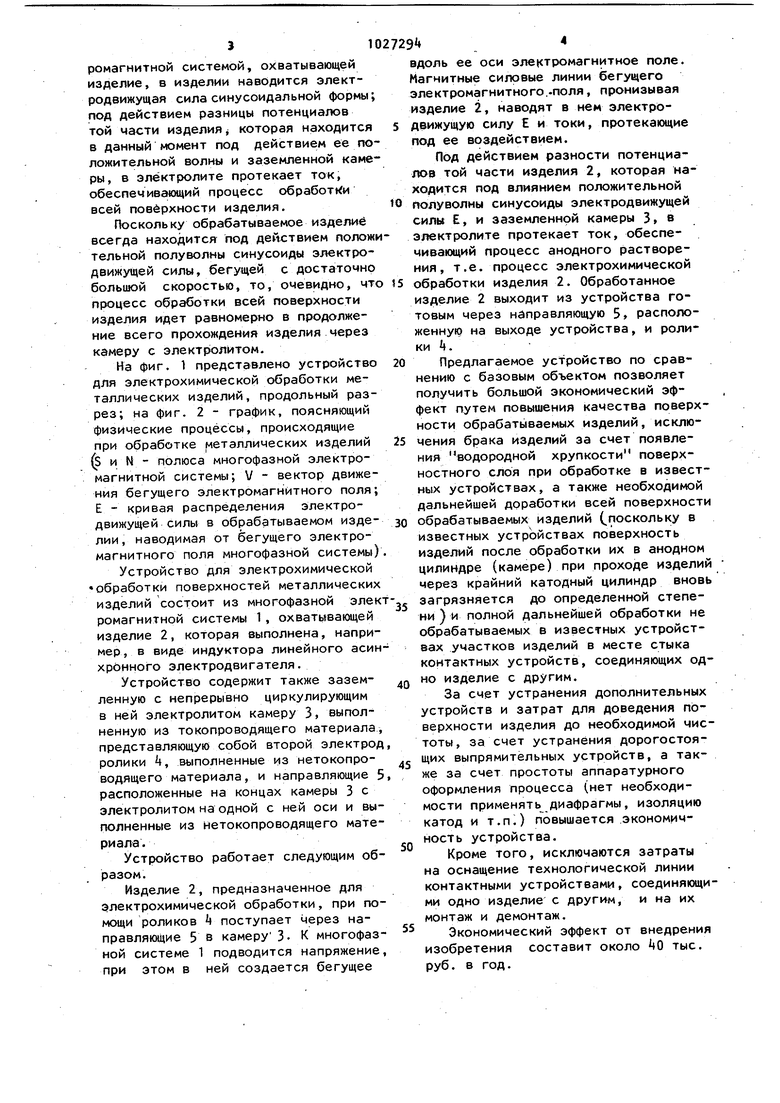
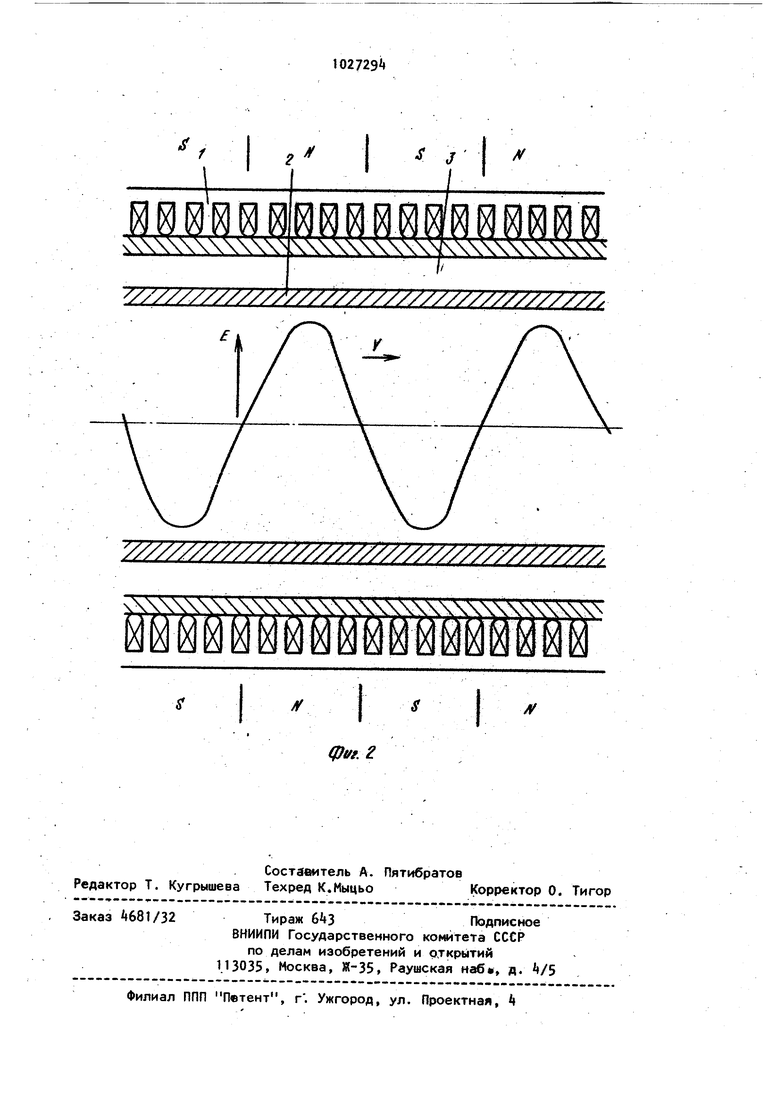
На фиг. 1 представлено устройство для электрохимической обработки металлических изделий, продольный разрез; на фиг. 2 - график, поясняющий физические процессы, происходящие при обработке металлических изделий ф и N - полюса многофазной электромагнитной системы; V - вектор движения бегущего электромагнитного поля; Е - кривая распределения электродвижущей силы в обрабатываемом издеЛИИ, наводимая от бегущего электромагнитного поля многофазной системы) Устройство для электрохимической «обработки поверхностей металлических изделий состоит из многофазной элек ромагнитной системы 1 , охватьшакмцей изделие 2, которая выполнена, например, в виде индуктора линейного асин хронного электродвигателя. Устройство содержит также заземленную с непрерывно циркулирующим в ней электролитом камеру 3, выполненную из токопроводящего материала, представляющую собой второй электрод ролики k, выполненные из нетокопроводящего материала, и направляющие 5 расположенные на концах камеры 3 с электролитом на одной с ней оси и выполненные из нетокопроводящего материала. Устройство работает следующим образом. Изделие 2, предназначенное для электрохимической обработки, при помощи роликов поступает через направляющие 5 в камеру 3. К многофазной системе 1 подводится напряжение, при этом в ней создается бегущее
вдоль ее оси электромагнитное поле. Магнитные силовые линии бегущего электромагнитного..поля, пронизывая изделие 2, наводят в нем электродвижущую силу Е и токи, протекающие под ее воздействием.
Под действием разности потенциапов той части изделия 2, которая находится под влиянием положительной полуволны синусоиды электродвижущей силы Е, и заземленной камеры 3 в электролите протекает ток, обеспечивающий процесс анодного растворения, т.е. процесс электрохимической обработки изделия 2. Обработанное изделие 2 выходит из устройства готовым через направляющую 5, расположенную на выходе устройства, и ролики i.
Предлагаемое устройство по сравнению с базовым объектом позволяет получить большой экономический эффект путем повышения качества поверхности обрабатьшаемых изделий, исключения брака изделий за счет появления водородной хрупкости поверхностного слоя при обработке в известных устройствах, а также необходимой дальнейшей доработки всей поверхност обрабатываемых изделий (поскольку в известных устройствах поверхность изделий после обработки их в анодном цилиндре (камере) при проходе изделий через крайний катодный цилиндр вновь загрязняется до определенной степени ) и полной дальнейшей обработки не обрабатываемых в известных устройствах участков изделий в месте стыка контактных устройств, соединяющих одно изделие с другим. За счет устранения дополнительных устройств и затрат для доведения поверхности изделия до необходимой чистоты, за счет устранения дорогостоящих выпрямительных устройств, а также за счет простоты аппаратурного оформления процесса (нет необходимости применять диафрагмы, изоляцию катод и т.п.) повышается экономичность устройства. Кроме того, исключаются затраты на оснащение технологической линии контактными устройствами, соединяющими одно изделие с другим, и на их монтаж и демонтаж. Экономический эффект от внедрения изобретения составит около 0 тыс. руб. в год. J I 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения распределения плотности тока на поверхности длинномерного изделия | 1978 |
|
SU787494A1 |
| Агрегат электрохимического травления длинномерных изделий | 1986 |
|
SU1712471A2 |
| Способ электрохимического гидрирования порошка никелида титана | 2020 |
|
RU2748756C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПРОВОЛОКУ ЭЛЕКТРОЛИЗОМ | 2000 |
|
RU2185464C2 |
| Устройство для электрохимической обработки микроленты | 1979 |
|
SU775189A1 |
| Способ химической и электрохимической обработки металлов | 1973 |
|
SU478887A1 |
| Ванна для травления длинномерных изделий | 1981 |
|
SU1032044A1 |
| Ванна для электролитической обработки | 1980 |
|
SU846604A1 |
| Ванна для травления длинномерных изделий | 1985 |
|
SU1266898A1 |
| ЭЛЕКТРОЛИЗЕР И УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПРОВОЛОКИ ОТ СМАЗКИ | 2001 |
|
RU2215604C2 |
УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ТРАВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ, содержащее ванну дляраствора, направляющие и электроды, о т л и ч. а ю щ е е с я тем, что, с целью повышения качества обработки, электроды выполнены в виде многофазной электромагнитной системы, охватывающей ванну.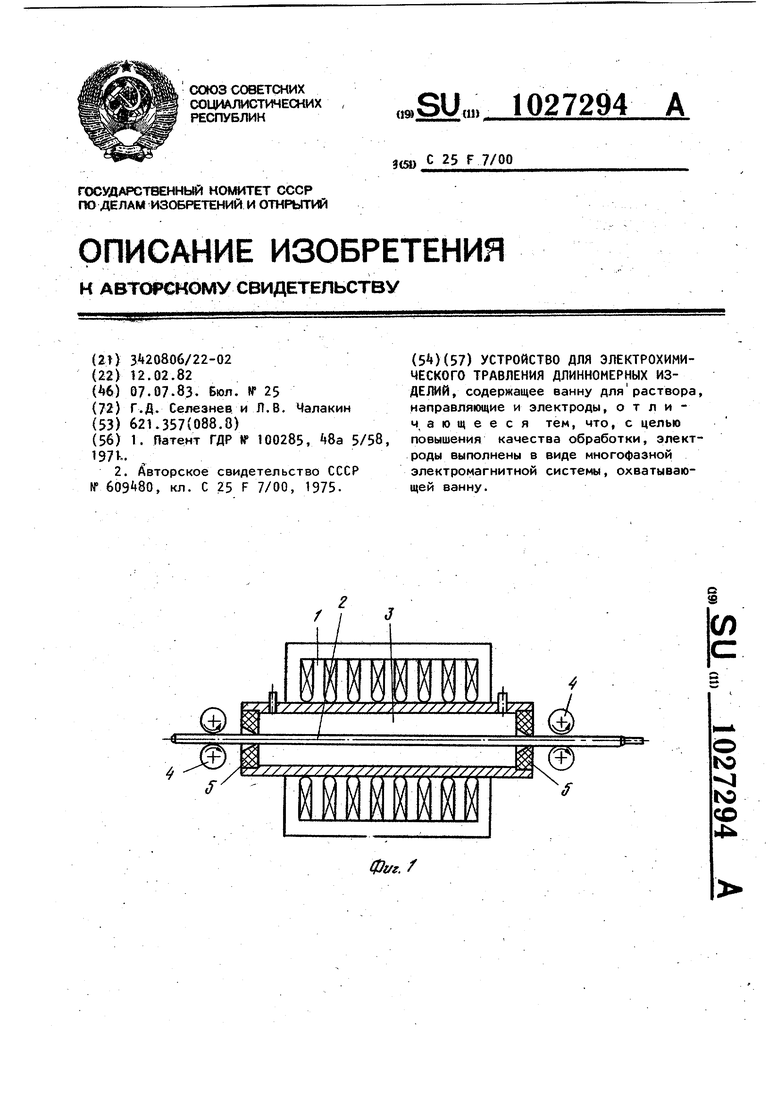
ЖIS
г
ж
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И РЕГУЛИРОВАНИЯ ПЛОТНОСТИ ПУЛЬПЫ, НАПРИМЕР, НА СЛИВЕ КЛАССИФИКАТОРА | 1954 |
|
SU100285A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| /Авторское свидетельство СССР , кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
