1
Изобретение относится к устройствам для электрохимической обработки изделий и может быть использовано при электрохимическом травлении, полировании микроленты и других плоских изделий микронных толщин из прецизионных сплавов с биполярным подводом электрического тока.
При электрохимической обработке микроленты из прецизионных сплавов, обладающей большим омическим сопротивлением, качественную обработку можно получить подбором формы электродов, обеспечивающей выравнивание плотности тока по длине изделий.
Известно устройство для электрохимической обработки длинномерных гибких изделий с биполярной подачей тока {1 .
Устройство выполнено в виде двух электрохимических ячеек, разделенных перегородкой, с биполярным подводом тока через плоские электрода.
Устройство обладает следуюиими недостатками: распределение плотности тока по длине изделия неравномерно и как следствие этого,качество обработки поверхности низкое; невысокая производительность процесса.
так как на 60-80% длины рабочей зоны плотность тока ниже оптимальной и эти участки являются нерабочими; значительные утечки тока в перзгородках, так как в этих местах плотность тока в 3-5 раз выше оптимальной; заострение кромок из-за несоответствия высоты электродов шире обрабатываемой ленты.
to
Известно устройство для электрохимической обработки ленты, в котором электрод выполнен конусным, причем угол при вершине конуса можно изменять в зависимости от свойств
15 материала, режима обработки 2.
Однако и данное устройство не позволяет получить высокое качество при обработке микроленты.
20
Целью изобретения является повышение качества обработки и производительности процесса и снижение энергетических потерь за счет выравнивания плотности тока по длине обрабатываемого изделия.
Указанная цель . достигается тем, что электроды устройства выполнены параболическими из упругих металлических пластин, форма которых
определяется механизмом управления по зависимости
j ( г ар())(
-е
асГЪ
где ) - -расстояние от ленты до
поверхности электрода по нормали к изделию, см;
е половины длины электрохимической ячейки, см; D - плотность тока. К/см } Ъ - удельное сопротивление электролита, Ом-см tf р толщина ленты , см; удельное сопротивление метгшла ленты, Ом«см;1
и напряжение на ванне. В;
X расстояние от перегородки до рассматриваемого места на.электроде, см; Ct - ширина ленты, см. Кроме того, нерабочая часть повехности электрода экранирована подвиным экран ом.
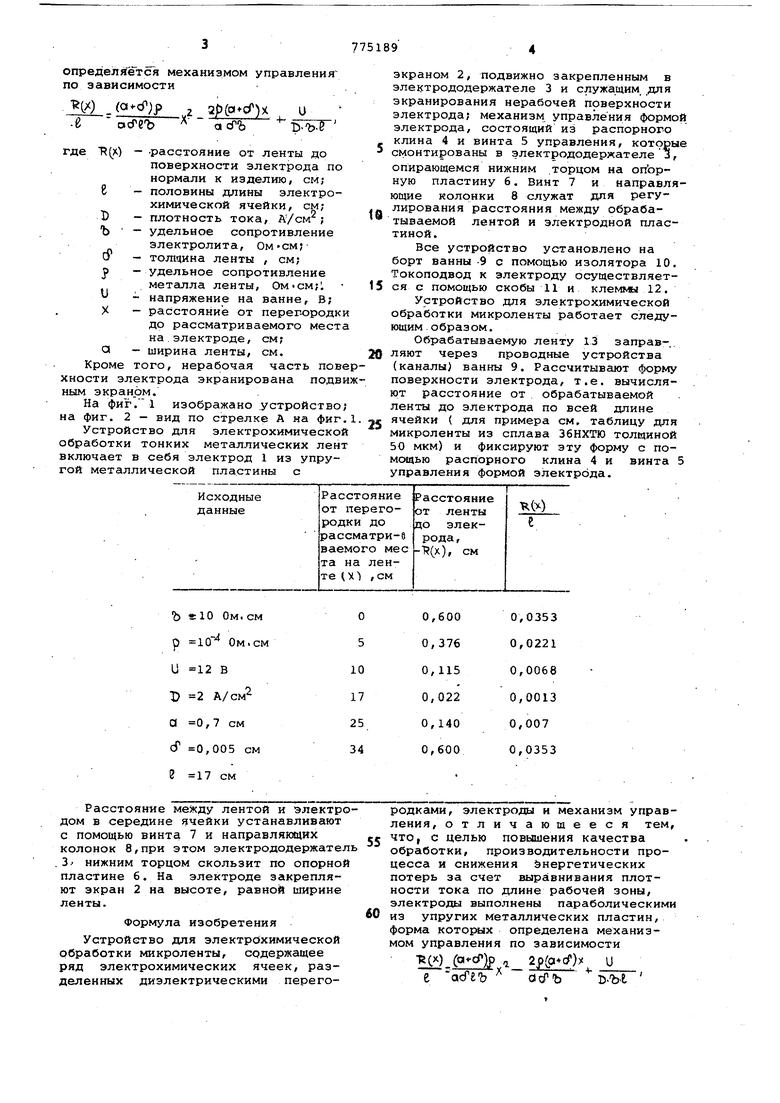
На фиг. 1 изображано .устройство; на фиг. 2 - вид по стрелке А на фиг.
Устройство для электрохимической обработки тонких металлических лент включает в себя электрод 1 из упругой металлической пластины с
данные
экраном 2, подвижно закрепленным в элевтрододержателе 3 и служа1цим ,для экранирования нерабочей поверхности электрода; механизм управ}1ёния формой электрода, состоящий из распорного клина 4 и винта 5 управления, которые смонтированы в электрододерхателе, опирающемся нижним торцом на опЬрную пластину 6. Винт 7 и направляющие колонки 8 служат для регулирования расстояния между обрабатываемой лентой и электродной пластиной.
Все устройство установлено на борт ванны -9 с помощью изолятора 10. Токоподвод к электроду осуществляется с помощью скобы 11 и клеммы 12.
Устройство для электрохимической обработки микроленты работает следующим образом.
Обр-абатываемую ленту 13 заправ-.. 0 ляют через проводные устрюйства (каналы) ванны 9. Рассчитывают форму поверхности электрода, т.е. вычисляют расстояние от обрабатываемой ленты до электрода по всей длине ячейки ( для примера см. таблицу для микроленты из сплава ЗбНХТЮ толщиной 50 мкм) и фиксируют эту форму с помсмцью распорного клина 4 и винта 5 управления формой электрода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрохимической обработки микроленты | 1982 |
|
SU1044683A1 |
| Способ электрохимическойОбРАбОТКи МиКРОлЕНТы | 1979 |
|
SU831884A1 |
| Устройство для электрохимической обработки длинномерных изделий | 1982 |
|
SU1016404A1 |
| Устройство для определения рассеивающей способности электролита | 1980 |
|
SU881599A1 |
| Способ определения распределения плотности тока на поверхности длинномерного изделия | 1978 |
|
SU787494A1 |
| Электрод для электрохимической обработки плоских изделий | 1978 |
|
SU729289A1 |
| СПОСОБ БИПОЛЯРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2002 |
|
RU2281838C2 |
| Способ электрохимического полирования внутренних поверхностей металлических трубок и устройство для его реализации | 2022 |
|
RU2785200C1 |
| ЭЛЕКТРОД И СПОСОБЫ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2391748C2 |
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |
Ом. см р Ом. см и 12 В D 2 А/см а 0,7 см cf 0,005 см е 17 см
Расстояние между лентой и электродом в середине ячейки устанавливают с помощью винта 7 и направляющих колонок 8,при этом электрододержатель .3 нижним торцом скользит по опорной пластине 6. На электроде закрепляют экран 2 на высоте, равной ширине ленты.
Формула изобретения
Устройство для электрохимической Обработки микроленты, содержащее ряд электрохимических ячеек, разделенных диэлектрическими перего0,600
0,0353
0,0221 0,376
0,0068 0,115 0,022
0,0013 0,140
0,007
0,0353 0,600
родками, электроды и механизм управления, отличающееся тем, что, с целью повышения качества обработки, производительности процесса и снижения Энергетических потерь за счет выравнивания плотности тока по длине рабочей зоны, электроды выполнены параболическими из упругих металлических пластин, форма которых определена механизмом управления по зависимости К(х)()р )x и
асГг-Ь
dcf Ъ
Ъ-Ы
