Ьд
00 4дь 1C
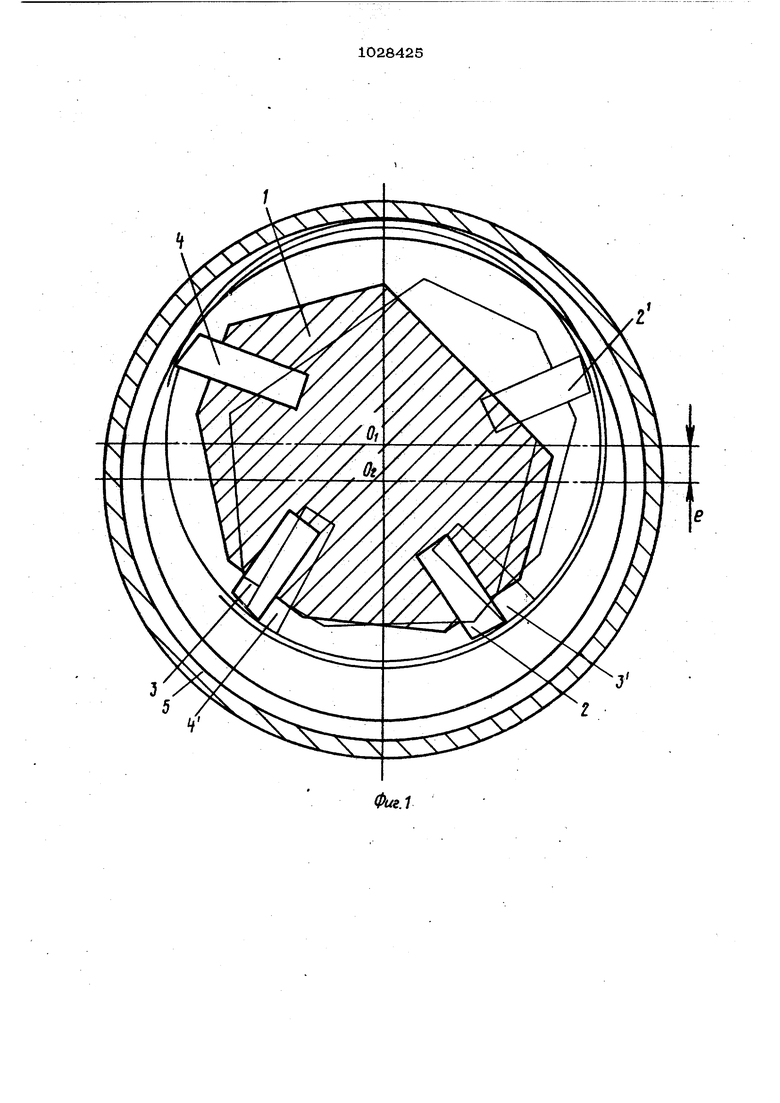
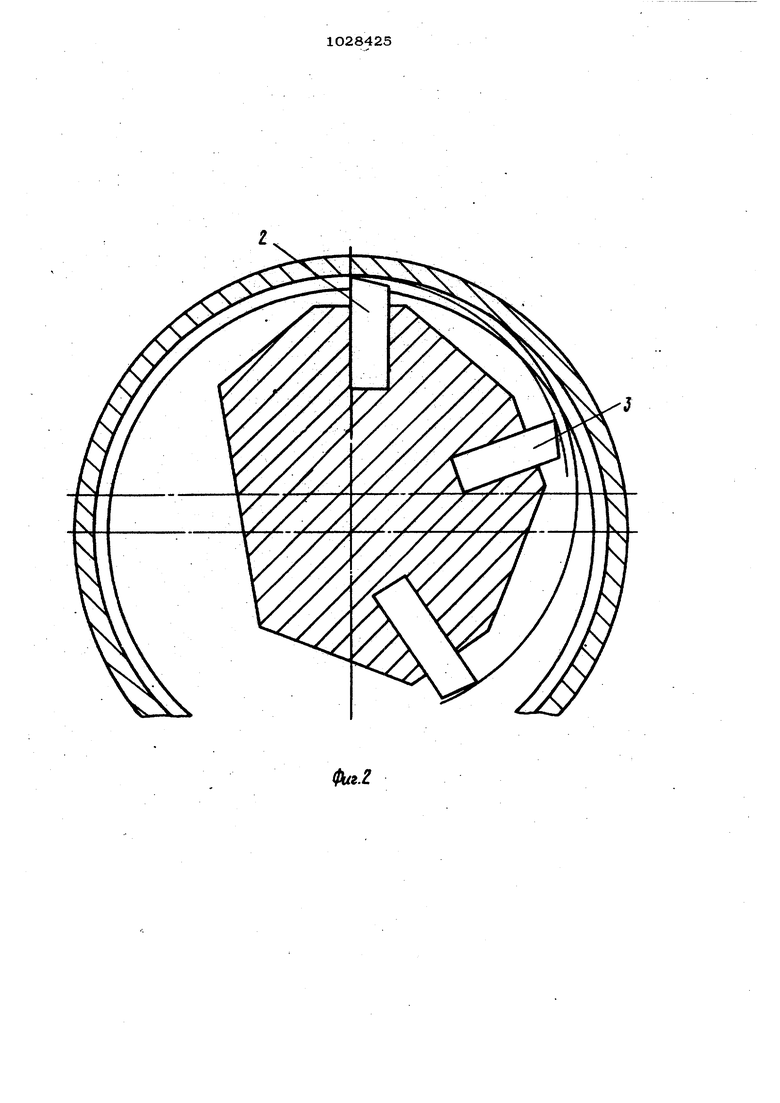
01 Изобретение относится к обработке металлов резанием и может найти приме нение при обработке фасонных поверхностей большого периметра с большим припуском. Известен способ обработки фасонных поверхностей согласно которому используют несколько резцов, со смещением друг относительно друга, установленных в одном блоке. Резцам при этом сообищется только тангенциальное движение подачи 13 Недостатком известного способа stBляётся его относительно низкая производительность, обусловленная тем, что обработку последним чистовым резцом выполняют по Есему периметру резанияЕ, что вызывает увеличение сил резания, приводит к снижению точности обработки и появлению вибраций. Цель изобретения - повышение производительности обработки за счет улучшения условий резания и совмещения времени выхода последнего чернового резца с работой чистового резца. Для достижения указанной цели обработку черновыми резцами осуществляют только круговой тангенциальной поддчей и начинают ее резцом, наиболее удаленным от чистового резца, а чистово яу резцу одновременно с вращением сооб щают осевое перемещение, причем обработку чистовым .резцом начинают в мо-мент прекращения резания последним чер новым резцом. На фиг. 1 показана схема точения внутренних поверхностей согласно предлагаемому способу (начало и конец хода на фиг. 2 - схема снятия прируска первым черновым резцом; на фиг. 3 - схема снятия припуска вторьп черновым резцом; на фиг. 4 - схема работы чисто вого резца. Оправке 1 вместе с закрепленными в ней реалами 2, 3, 4, из которых последний резец - расточной, а предщест- вукидие - фасонные, придают вращательное движение относительно центра О (фиг. 1) и одновременно изделию 5 - вращательное движение относительно центра 0 . Благодаря наличию эксцентриситета ( е ) происходит врезание резцов, при SITOM круговое движение резцов определяет подачу, а круговое движение изделия - скорость резания. Резание резцом 2 (наиболее удаленным от чистового резца 4) происходит nepUiiM и заканчивается в точке его максимального смещения, т. е. максимального уда/юния поверхности резания от оси вращения изделия О , рри этом резец 2 снимает первую часть припуска (фиг. 2). Дальнейшее движение резца 2 происходит без резания. Резание резцом 3 происходит по окончании резания резца 2 и также заканчива ется в точке его максимального смещения. При этом резец 3 снимает вторую часть припуска (фиг. 3). Дальнейшее движение резца 3 также происходит без резания. По окончании резания резца 3 оправке 1 придают дополнительное продольное .перемещение вдоль оси вращения. Резание резцом. 4 происходит в течение всего периода нахождения его в пределах контура изделия 5. При этом перемещение резцй 3 в пределах контура изделия 5 происходит в объеме припуска, снятого резцом 2 (фиг. 2). Изменяя закон продольного перемещения резца 4, можно получить любую гладкую профильную поверхность. Предлагаемый способ позволяет уменьшить силы рюзания при обработке чисто- вым резцом и тем самым уменьшить вероятность появления вибрации при обра-ботке фасонных поверхностей большого периметра.
4.3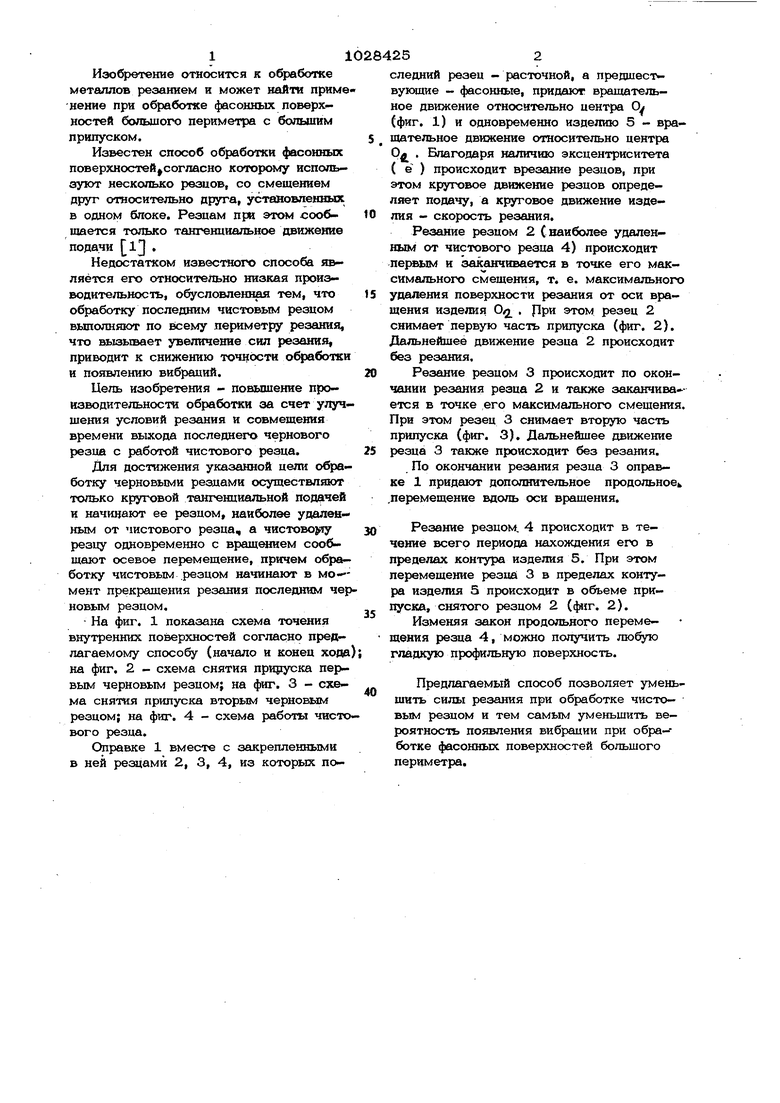
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для токарной обработки наружной поверхности осесимметричной детали | 2021 |
|
RU2765554C1 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| Многорезцовое устройство для токарных станков | 2022 |
|
RU2813295C1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБ НА КОНЦАХ ОБСАДНЫХ ТРУБ И МУФТАХ | 2016 |
|
RU2648589C2 |
| Устройство для токарной обработки наружной поверхности осесимметричной детали | 2022 |
|
RU2804363C1 |
| Станок для обработки изделий многолезвийным инструментом с круговой подачей | 1990 |
|
SU1764827A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| Способ снятия припуска при обработке тел вращения | 1978 |
|
SU780958A1 |
| Способ обработки внутренней фаски | 1985 |
|
SU1271662A1 |
| СПОСОБ ОБРАБОТКИ ПОСАДОЧНЫХ МЕСТ ПОДШИПНИКОВ ВАЛОВ | 2005 |
|
RU2387529C2 |
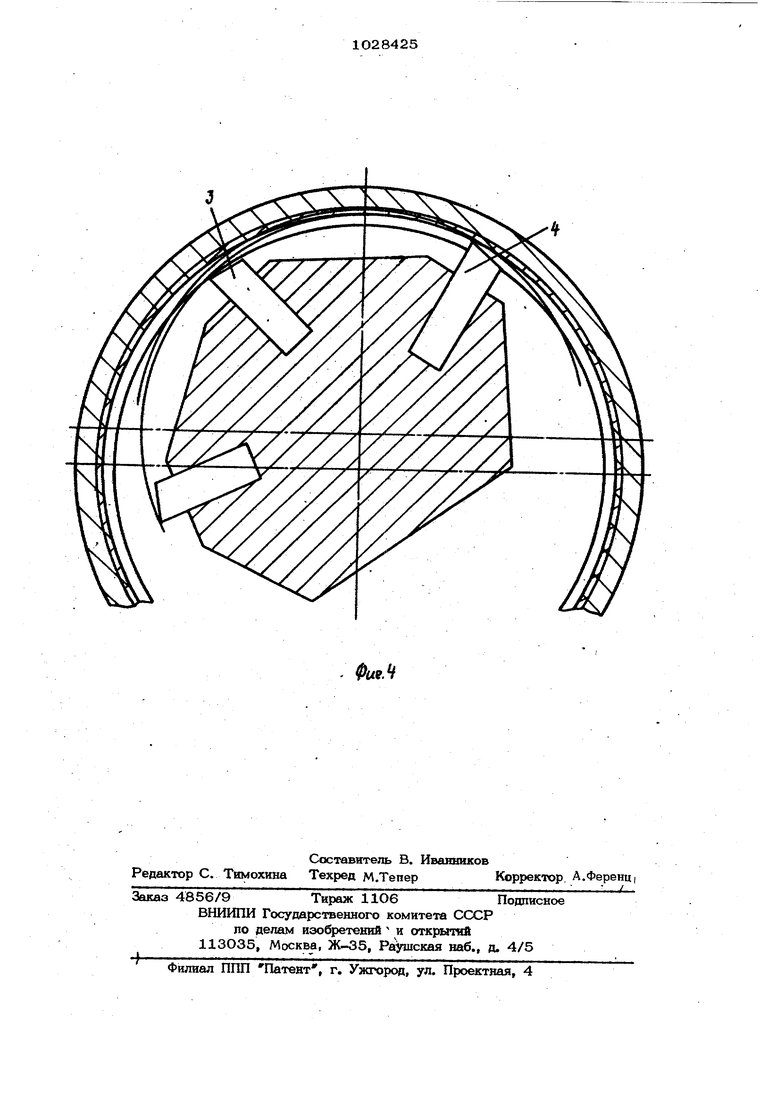
СГЮСОБ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ,П1Я1 кот( съем припуска осуществляется черновыми и чистовыми резцами, установленными со смешением в одной резиовой головке, а самой резцовой головке соо&1ают вое гангеш1иаш ное и осевое движеЕтё по 1,дач о т л и ч а Ю щ и и с я тем, что, с цепью повышения произвЬ дйте1р ности обработки за счет улучшения условий резания и совмешения времени выхода последнего чернового резца с работой чистового резца, обработку черновыми резцами осушествл$аот только с круговой тангенциальной подачей и начинают ее резцом, наиболее удаленным от чистового резца, а чистовому ре:шу одновременно с врашением сообщают осевое переме ,ение, причем обработку чистовым резUOM начинают в момент прекращения ре- зания послешшм черновым резцом.
: 0ue.t
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ермаков Ю | |||
| М | |||
| Технология и станкк та«генцадльного точения | |||
| М., /Машиностроение, 1979, с | |||
| Экономайзер | 0 |
|
SU94A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
