Изобретение относится к обработке металлов резанием и может быть использовано при обработке тел вращения в УСЛОВИЯХ попутнбго точения.
Известен способ снятия припуска при обработке тел- вращения в условиях попутного точерия, при котором снятие припуска осуществляют блоком резцов, смещенных друг относительно друга на величину осевой подачи |3.
Недостатком известного способа являе-Г-ся невысокие производительность и качество обработанной поверхности. Этот недостаток обусловлен тем, что резцы устанавливаются в блоке на данной глубине и поэтому обработанная поверхность формируется несколькими резцами.
Цель изобретения - повышение производительности и качества обработанной поверхности.
Для достижения поставленной цели черновые резцы вводят в контакт с изделием с прогрессирующими глубиной и шириной резания, а обработанную поверхность формируют чистовым резцом.
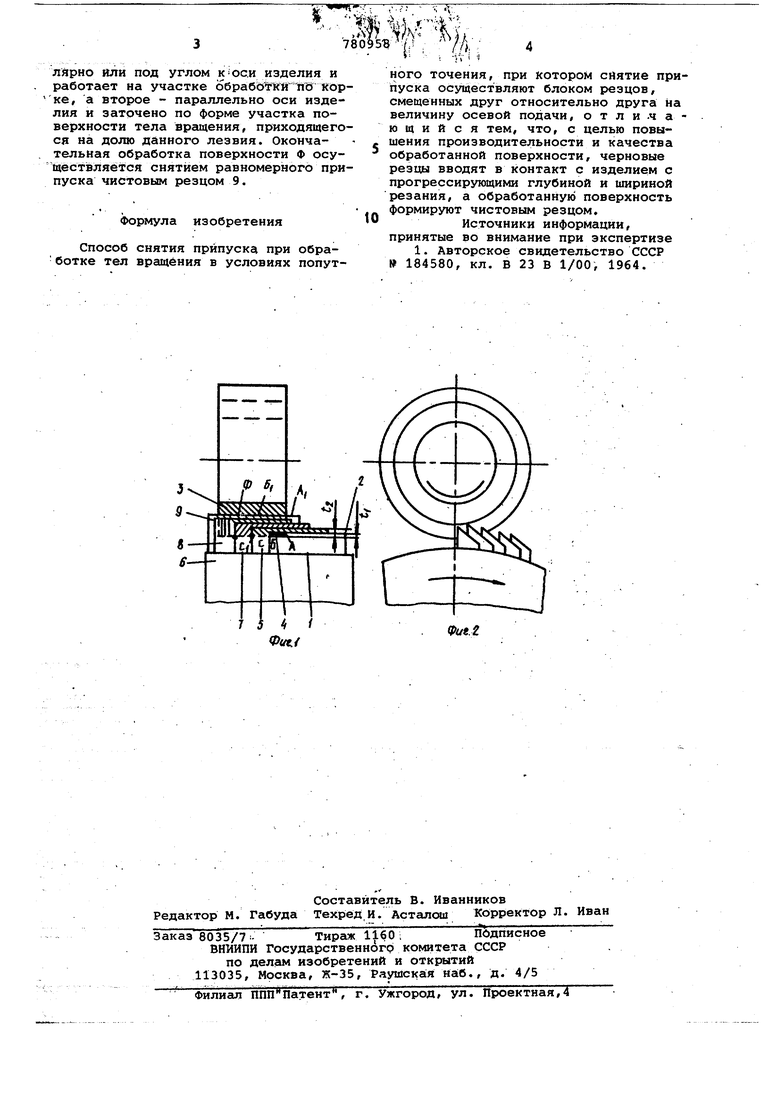
На фиг. 1 показана схема снятия припуска .описываемым способ.ом на фиг. 2 - то же(вид сбоку).
В начале процесса резания, согласно предложенному способу, первый ре-зец 1 своей режущей кромкой 2 вступает в контакт с обрабатываемой заготовкой 3 и углубляется на глубину t, снимая припуск 4.
В конце резания резец 1 занимает положение АБС. Резец 5, смещенный по 10 ширине резцовой головки 6 на величину осевой подачи Soc, вступает в контакт с обрабатываемой деталью на участке обработки по коркес шириной резания, равной ширине резания резца 15 1 г и углубляется в него на глубину tn ,превышающую t .В конце резания резец 5 занимает положение А Б С .
Последующие резцы 7 и 8, смещенные один относительно другого по ширине, установлены на глубину, превы20шаняцую глубину резания предыдущих . резцов так, что последний левый черновой резец 8, вступает в контакт с обрабатываемой деталью 3 на участке обработки по. KOpkS с Ъдинаковой с
25 предыдущими резцами шириной.
Предлагаемый способ может быть осуществлен черновыми резцами, снабженными двумя рех ущими лезвиями, но из. которых расположено перпендикулярно или под углом изделия и работает на участке обрабЬткгй п6 кор ке, а второе - параллельно оси изделия и заточено по форме участка поверхности тела вращения, приходящего ся на долю данного лезвия. Окончательная обработка поверхности Ф осущёстзвляётся снятием равномерного при пуска чистовым резцом 9. Формула изобретения Способ снятия припуска при обработке тел вращения в условиях попутЙ . lf Ц/,, ного точения, при котором снятие прийуска осуществляют блоком резцов, смещенных друг относительно друга на величину осевой подачи, о т л и -ч а ю щ и и с я тем, что, с целью повышения производительности и качества обработанной поверхности, черновые резцы вводят в контакт с изделием с прогрессирующими глубиной и шириной резания, а обработанную поверхность формируют чистовым резцом. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 184580, кл. В 23 В 1/00, 1964.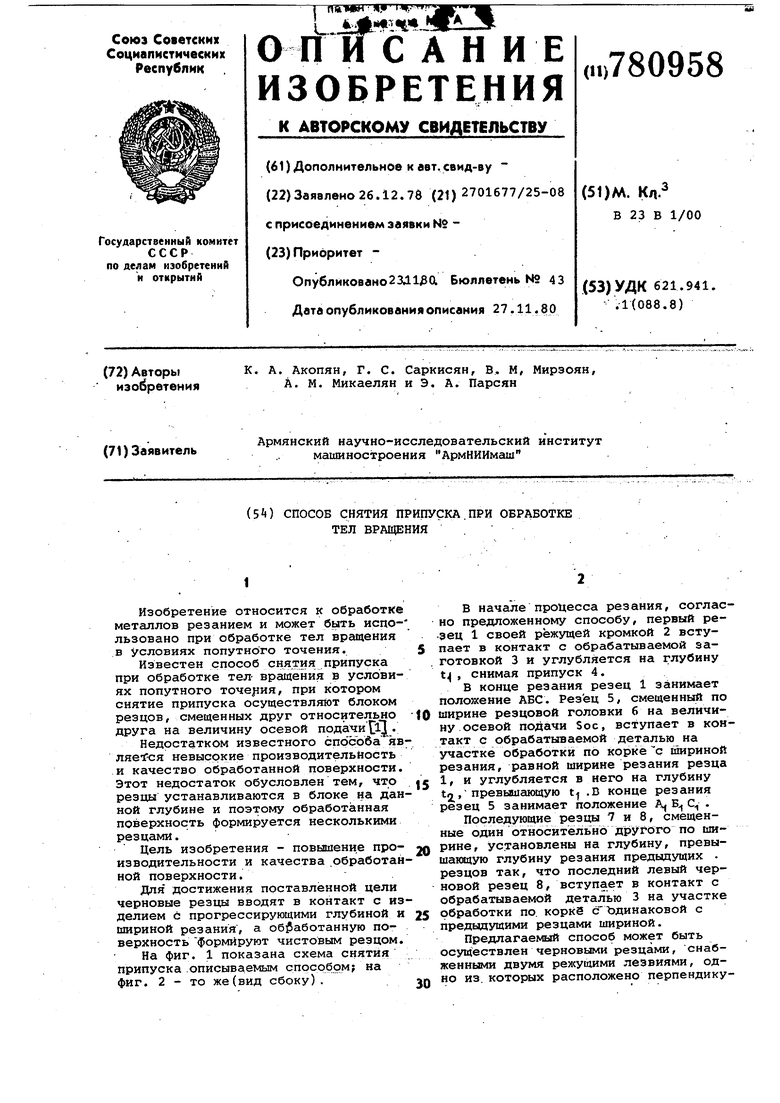
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩАЯ МНОГОГРАННАЯ ПЛАСТИНА | 2012 |
|
RU2482939C1 |
| Устройство для токарной обработки наружной поверхности осесимметричной детали | 2021 |
|
RU2765554C1 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| СПОСОБ СНЯТИЯ ПРИПУСКА ПРИ ОБРАБОТКЕ ТЕЛ ВРАЩЕНИЯ | 1966 |
|
SU184580A1 |
| Расточная головка | 1979 |
|
SU1049195A2 |
| Способ тангенциального точения тел вращения | 1984 |
|
SU1225695A1 |
| Способ тангенциального точения торцевых поверхностей тел вращения | 1983 |
|
SU1166897A1 |
| СУППОРТНЫЙ ТОКАРНЫЙ РЕЗЕЦ | 2000 |
|
RU2172669C1 |
| РУЧНОЙ РУБАНОК | 2003 |
|
RU2248878C1 |
| СПОСОБ ОБРАБОТКИ ФАСОННОЙ ВОЛНИСТОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ СТРОГАНИЕМ | 2010 |
|
RU2456130C2 |
