Изобретение относится к обработк металлов давлением и. может быть использовано для резки труб, получаем на станах холодной прокатки. Известно устройство для резки труб, содержащее отрезной инструмен механизм поперечного и продольного перемещений отрезного инструмента и привод fl Д. . Недостатком известного устройств является то, что в станах прокатки труб данное устройство устанавливае ся отдельным агрегатом, что удлиняе рабочую линию стана. Кроме того,рез ка труб на данном устройстве осущест ляется без -подпор.а изнутри, что сни жает качество резки. Наиболее близким к предлагаемому является устройство для резки труб к стану холодной прокатки, содержащее станину, корпус, оправку, ножи, установленные в корпусе и образующие в сомкнутом положении ручей, совпадающий с сечением оправки, и узел сведения ножей 2. Однако такое устройство недостаточно надежно в работе из-за низкой стойкости ножей. Целью изобретения является повышение надежности работы устройства для резки труб, . Указанная цель достигается тем, что устройство для резки труб к ста.ну холодной прокатки, содержащее станину, корпус, оправку, ножи, уста новленные в корпусе и образующие в сомкнутом положении ручей, совпадающий с «сечением оправки,, и узел сведейия ножей, снабжено подвижным упором, установленным в станине посредством поперечных относительно оси прокатки направляющих с возможностью взаимодействия с торцом корпуса, а ножи снабжены подпружиненными держав ками с клиновой поверхностью, установленными подвижно радиально в кор пусе, при этом узел сведения ножей выполнен в виде установленной на клети стана рамки со смонтированными в ней с возможностью взаимодействия с клиновыми поверхностями державок ножей копирами. Каждый нож может быть зафиксирован в соответствующей ему державке посредством предохранительного срезного кольца. На чертеже изображен общий вид устройства для резки труб в разрезе Устройство содержит корпус 1, державки 2, размещенные во внутренних радиальных направляющих корпуса 1,ножи 3, смонтированные в державках и образующие в сомкнутом положении ручей, проф.иль которого соответствует внутреннему профилю полого проката, пружины 4, размещенные между державками 2, предохрани.тельное устройство в виде срезных колец 5, устанавливаемых между державками и ножами, в корпусе 1 выполнено отверстие 6 для прохода проката 7 , расположенное соосно ручью.Узел сведения ножей 3 выполнен в виде рамки 8 с закрепленными на ней копирами 9, установленной на стойках прокатной клети 10. Профилированные поверхности копиров обращены к наружным наклонньил поверхностям державок 2, сужающаяся часть которых обращена к клети. Для совмещения процессов прокатки и резки труб, частью устройства является оправка 11 стана. На стойке 12 закреплены направляющие 13 для перемещения корпуса I вдоль проката 7. Между торцовой поверхностью корпуса 1 и гайкой 14, размещенной в направляющей 13, установлена цружина 15. Со стороны прокатной клети 10 в направляющей 13 устанавливается резьбовая втулка 16, которая стоим торцом упирается в уступ 17 корпуса 1. В направляющих 18 стойки 12 размещено запирающее устройство в виде упора 19, соединенного шарнирно со штоком пневмоцилиндра 20, закрепленного на стойке 12. Устройство работает следующим образом. Разрезаемый прокат 7 проходит через отверстие 6 в корпусе 1 и между ножами 3. При прокатке труб без порезки клеть 10, перемещаясь вдоль проката 7, осуществляет деформацию проката профилёобразующими калибрами, причем в конце хода вперед клеть 10 своими копирами 9 наезжает на державки 2 и перемещает корпус 1 вдоль проката 7 в направляющих 13, так как жесткость пружин 4 выше жесткости пружины 15. При обратном ходе клети 10 пружина 15 возвращает корпус 1 в исходное положение, -По сигналу на обрезку трубы срабатывает пневмоцилиндр 20 и перемещает упор 19 в направляющих 18 стойки 12, который запирает корпус 1- относительно направляющих 13. В этом случае в конце хода прокатной клети 10 вперед копиры 9 своими профилированными поверхностями наезжают на наклонные торцовые поверхности державок 2 и перемещают их совместно с ножами 3 радиально к оси проката, осуществляя разделение трубы. Величина радиального сближения ножей 3 регулируется резьбовой втулкой 16, которая определяет положение корпуса 1 относительно клети 10, причем ножи 3 должны охватывать поперечное сечение оправки. После окончания процесса разделения трубы пружины 4 возвращают державки 2 с ножами 3 в исходное положение, а пневмоцилиндр 20 отводит упор 19 в нерабочее положение и процесс прокатки продолжается при разведенных ножах 3, образующих зазор с прокатанной трубой.
31,028440
По сравнению с базовьо объектом, повысить надежность работы устройств качестве которого принят прототип, ва для резки труб из-за увеличения использование изобретения позволяет стойкости ножей.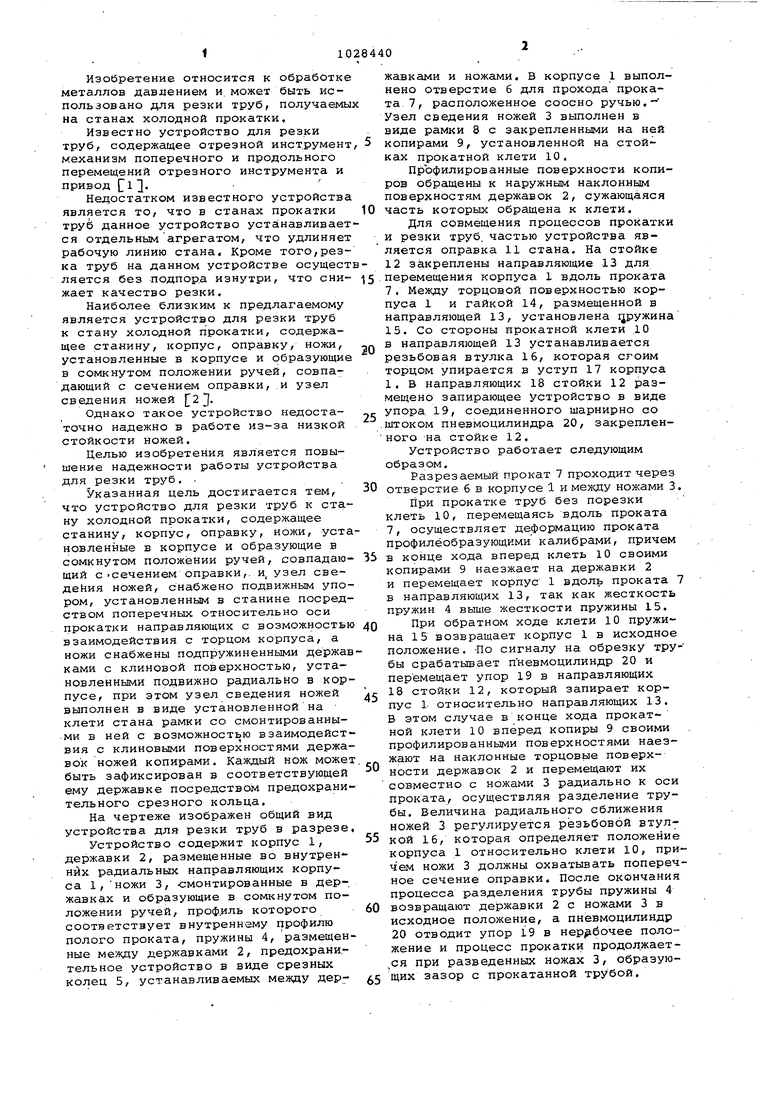
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки труб в линии стана холодной прокатки | 1990 |
|
SU1731472A1 |
| Устройство для резки труб | 1980 |
|
SU979036A1 |
| Устройство для резки проката | 1976 |
|
SU647066A1 |
| Ножницы для резки проката | 1982 |
|
SU1082570A1 |
| Клеть стана пилигримовой про-КАТКи ТРуб | 1979 |
|
SU816587A1 |
| Станок для обрезки выпрессовок автопокрышек | 1980 |
|
SU903199A1 |
| НОЖНИЦЫ С РЫЧАЖНЫМ МЕХАНИЗМОМ РЕЗАНИЯ | 1990 |
|
RU2057621C1 |
| Автоматический двухклетьевой трубопрокатный стан | 1960 |
|
SU132176A1 |
| Рабочая клеть стана холоднойпРОКАТКи ТРуб | 1977 |
|
SU806176A1 |
| Рабочая клеть стана холодной прокатки труб | 1983 |
|
SU1148660A1 |
1. УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ к стану холодной прокатки,содержащее станину, корпус, оправку, ножи, установленные в корпусе и образующие в сомкнутом положении ручей, совпадающий с сечени л оправки. и узел сведения ножей, отличающееся тем, что, с целью повышения надежности, оно снабжено подвижным упором, установленным в станине посредством поперечных относительно оси прокатки направляюишх с возможностью взаимодействия с торцом корпуса, а ножи снабжены подпружиненными державками с клиновой поверхностью, установленными подвижно радиально в корпусе, при .этом узел сведения выполнен в виде установленной на клети стана рамки со смонтированными в ней с возможностью взаимодействия с клиновыми поверхностями державок ножей копирами, i 2. Устройство по п, 1, о т л ичающеес я тем, что каждый нож (Л зафиксирован в -соответствующей ему державке посредством предохранительного срезного кольца.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Трубные станы | |||
| .Каталог | |||
| ВНИИИНФОРМТЯЖМАШ, 1976, 2 | |||
| Устройство для резки проката | 1976 |
|
SU647066A1 |
