:54) РАБОЧАЯ igiETb .СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть стана пилигримовой прокатки | 1980 |
|
SU1174108A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| Трехвалковая клеть винтовой прокатки | 1979 |
|
SU780913A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ. | 2013 |
|
RU2532214C1 |
| Рабочая клеть прокатного стана | 1990 |
|
SU1776209A3 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1971 |
|
SU476933A1 |
| Рабочая клеть косовалкового стана | 1975 |
|
SU519234A1 |
| НАЖИМНОЕ УСТРОЙСТВО РАБОЧЕЙ КЛЕТИ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2012 |
|
RU2508172C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2000 |
|
RU2212964C2 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2002 |
|
RU2220795C1 |
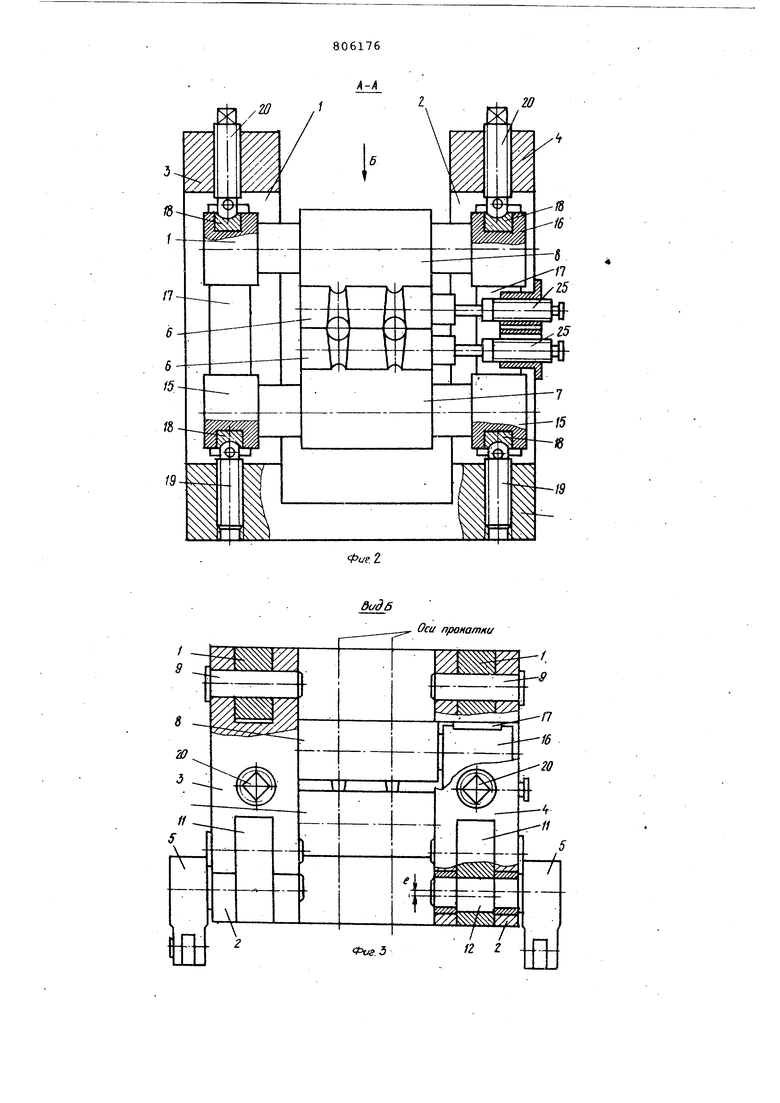
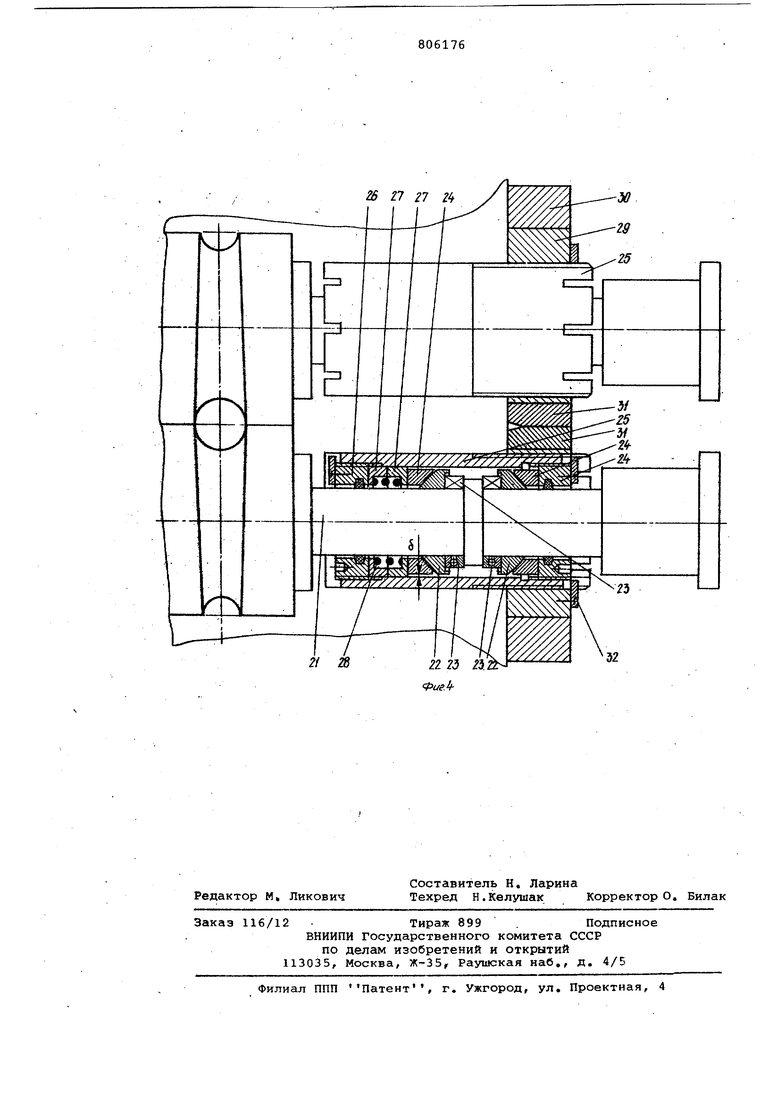
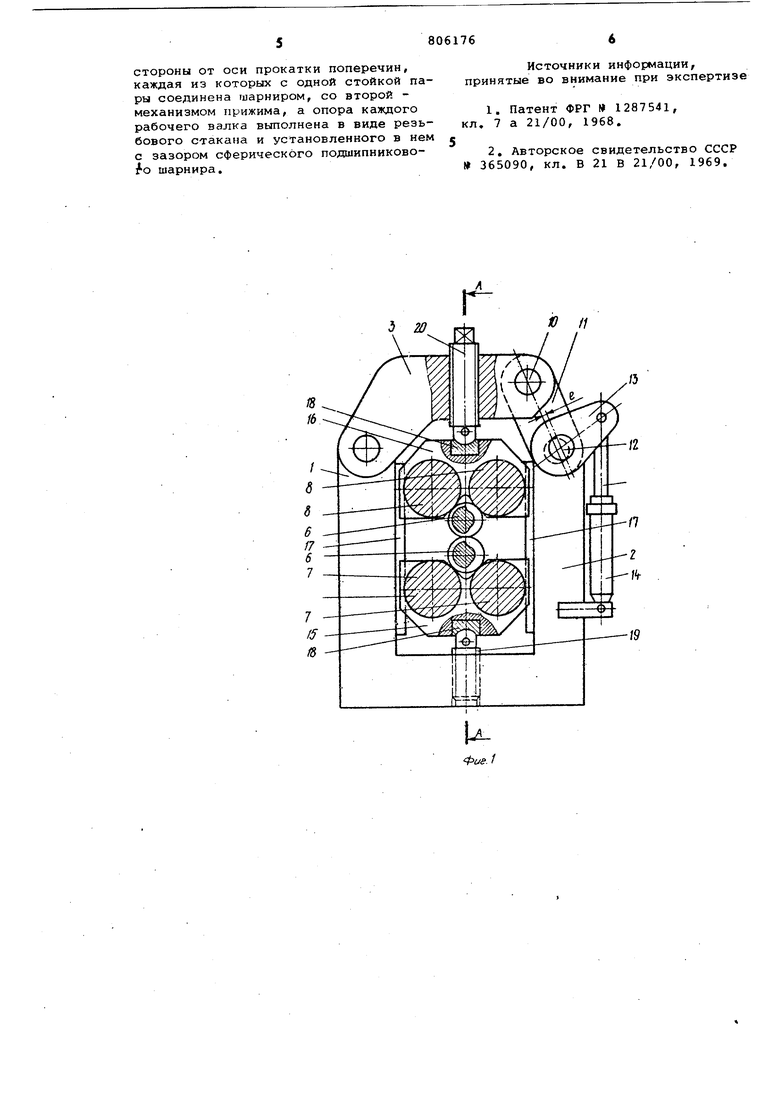
Изобретение относится к обработке металлов давлением и касается совершенствования конструкции клетей станов холодной прокатки труб. Известна клеть стана холодной про катки труб, содержащая станину со стойками попарно соединенными сверху стяжками, рабочие валки с опорами, соединенными с предварительньм напря жением стяжными болтами 1. В этой клети из-за отсутствия опорных вьлков невозможна прокатка особотонкостенных труб и труб из труднодеформируемых материалов, так как прокатка особотонкостенных труб предох1ределяет применение валков малого диаметра, а подшипниковые опоры их не могут выдержать возникающих при этом усилий. Наиболее близкой к предлагаемой является клеть стана холодной прокатки, содержащая станину со стойками, рабочие и опорные валки, крышку шарнирно соединенную со станиной с помощью осей, и клиновые механизмы установки крышки по высоте, которые могут использоваться и как механизм предварительного напряжения. В этой клети усилия прокатки воспринимаются опорными валкс1ми, а наличие клиновых механизмов позволяет предварительно напрягать систему: рабочие валки опорные валки - станина - крышка клети, что позволяет разгрузить опоры рабочих валков от усилий прокатки, применять рабочие валки требуемого диаметра 2. Однако эта конструкция имеет существенный недостаток - регулировка по высоте положения крышки с помощью двух раздельно-установленных клиновых механизмов, что значительно затрудняет процесс регулировки и не позволяет точно устанавливать усилие зажатия рабочих валкой, а это, в свою очередь, приво.цит к снижению точности прокатываемых труб, особенно из труднодеформируемых материалов. Целью изобретения является повышение точности прокатываемых труб из труднодефоЕмируемых материалов путем равномерного эажатия рабочих валков,-1 Указанная цель достигается тем, что, в известной клети, содержащей станину, имеющую по паре стоек с каждой боковой стороны и крышку, механизм прижима крыики, опорные валки, рабочие валки с опорами, крышка выполнена из двух расположенных по обе стороны от оси прокатки поперечин, каждая из которых с одной стойкой па ры соединена шарниром, со второй механизмом прижима, а опора каждого рабочего валка выполнена в виде резьбового стакана и установленного в нем с зазором сферического подыипн овЪго шарнира. Указанное выше выполнение крышки позволяет равномерно и быстро зажать рабочие валки с требуемым усилием, а такое выполнение опоры каждого рабочего валка исключает влияние погрешностей вертикальной настройки рабочих валков-на точность прокатываемых труб и позволяет осутдествлять плавну осевую настройку рабочих валков. На фиг. 1 представлена клеть для двухниточного варианта стана, общий вид; на фиг. 2 - разрез А-Л на фиг.1 на фиг. 3 - вид Б на фиг. 2; на фиг.. 4 - подшипниковая опора рабочих валков, разрез. Клеть стана холодной прокатки тру содержит станину, имеющую стойки 1 и 2 попарно расположенные с каждой боковой стороны, крышку, состоящую из двух поперечин 3 и 4 и механизмы 5 прижима крышек, рабочие валки 6, пару нижних опорных валков 7 и пару верхних опорных валков 8. Каждая из расположенных по обе стороны от оси прокатки поперечин с одной стойкой пары соединена шарвшрно с помощью оси 9, а со второй - с помощью оси 10 и механизма прижима, выполненного в виде тяги 11 эксцентрикового вала 12 с эксцентриситетом е , имеющего привод через рьршг 13 от силового ци линдра 14. Нижние опорные валки имеют подшипниковые подушки 15, а верхние - подшипниковые подушки 16. Подшипниковые подушки нижних и верхних опорных валков установлены в направляюищх 17 стоек станины, при чем подушки нижних опорных валков связаны со станиной через датчики 18 давления и винты 19 настройки,.а подушки верхних опорных валков - через датчики давления и нажимные винты 20 установленные в каждой поперечине крышки. Опора каждого рабочего валка выполнена в виде установленного на шей ке 21 валка сферического подшипникового шарнира, состоящего из полусфер 22 с подшипниками 23, опорных втулок 24 и резьбового стакана 25. В расточ ке резьбового стакана с помощью гае 26, распорных втулок 27 с пружиной закреплен сферический шарнир. Между сферическим подшипниковым шарниром и расточкой стакана имеетс зазор 6 , который позволяет исключить влияние погрешностей настройки валков. Резьбовые стакань ввернуты в обо 5Ы 29, установленные в направляющих траверсы 30 через сменные прокладки 31.Стаканы фиксируются от поворота с помощью стопорных планок 32. Настройка клети производится следующим образом. С помощью настроечных винтов 19, посредством перемещения подушек 15с 4)порнкми валками 7 совмещают ось руья калибра рабочих валков с осью прокатки в вертикальной плоскости, перпендикулярной: оси прокатки. Осевая настройка рабочих валков состоит в совмещении осей ручьев калибров верхних и нижних рабочих валков, которая осуществляется поворотом резьбовых стаканов 25 в обоймах 29, после чего резьбовые стаканы фиксируются от проворота с помощью стопорных планок 32. Механизм прижима крышки позволяет обеспечить предварительное напряжение системы: рабочие валки - опорные валки - станина клети, которое осуществляется следующим образом. Силовыми цилиндрами 14 через рычаги 13 осуществляется поворот эксцентриковых валов 12. При повороте эксцентриковых валов усилия через тяги 11, поперечины 3 и 4 крышки, нажимные винты 20, подушки 16, верхние опорные валки 8, рабочие валки 6, нижние опорные валки 7, подушки 15, настроечные винты 19 замыкаются на станину. Постоянный контроль величины предварительного напряжения осуществляется с помощью датчиков 18 давления. Прокатка труб в неподвижной клети осуществляется следующим образом. Рабочие валки 6 совершают непрерывное вращение от привода (на фиг, не показан), обжимают находящуюся на оправке заготовку, которая периодически подается в зону деформации. Такая конструкция клети повышенной жесткости позволяет полностью разгрузить подшипники рабочих валков от радиальных усилий прокатки,быстро производить совмещение осей ручьев калиб-ров рабочих валков с осями прокатки, осуществлять равномерное зажатие рабочих валков опорными валками и производить прокатку тонкостенных труб из труднодеформируемых материалов с высокой точностью геометрических размеров. Формула изобретения Рабочая клеть стана холодной про- . катки труб, содержащая станину, имеющую по паре стоек с каждой боковой стороны и крышку, механизм прижима крышки, опорные валки, рабочие валки с опорами, отличающа яс я тем, что, с целью повышения точности прокатываемых труб из труднодеформируемых материалов путем равномерного зажатия рабочих Вс1лков, крыика выполнена из двух расположенных по обе
стороны от оси прокатки поперечин, каждая из которых с одной стойкой пары соединена шарниром, со второй механизмом прижима, а опора каждого рабочего валка выполнена в виде резьбового стакана и установленного в нем с зазором сферического подшипниковоfo шарнира.
Источники информации, принятые во внимание при экспертизе
2,Авторское свидетельство СССР 365090, кл. В 21 В 21/00, 1969.
Ю Ц
5 W
/3
Оси пронатни
