2.Станок по п. 1, отличающийся тем, что блоки формообразующих перемещений выполнены в виде люльки, стола и шпинделя изделия, а блоки наладочных перемещений - в виде размещенного в люльке эксцентрикового барабана, установленной на столе с возможностью прямолинейного и кругового перемещения бабки изделия и гипоидной головки, несущей щпиндель изделия.
3.Станок по пп. 1 и 2, отличающийся тем, что устройство подключения цепи: эксцентриковый барабан-люлька выполнено в виде закрепленного на барабане зубчатого венца, размещенного с возможностью взаимодействия с зубчатым колесом внутреннего зацепления, смонтированного концент- рично люльке, и двух элементов фиксации, расположенных с возможностью поочередной фиксации колеса относительно станины и барабана относительно люльки.
4.Станок по пп. 1 и 2, отличающийся тем, что устройство подключения цепи: гипоидная головка - шпиндель изделия выполнено в виде пары винт-гайка, геометрическая ось которой расположена в направлении наладочного перемещения головки дифференциала, с одним валом которого связан винт, а другой вал соединен с приводом.
1
Изобретение относится к металлообрабатывающим станкам и может быть использовано при изготовлении конических и гипоидных колес с криволинейными зубьями.
Цель изобретения - снижение стоимости изготовления станка за счет исключения специальных программных приводов наладочных перемещений инструмента и изделия и повыщение точности за счет автоматического управления наладочными перемещениями в связи с перемещениями формообразующими.
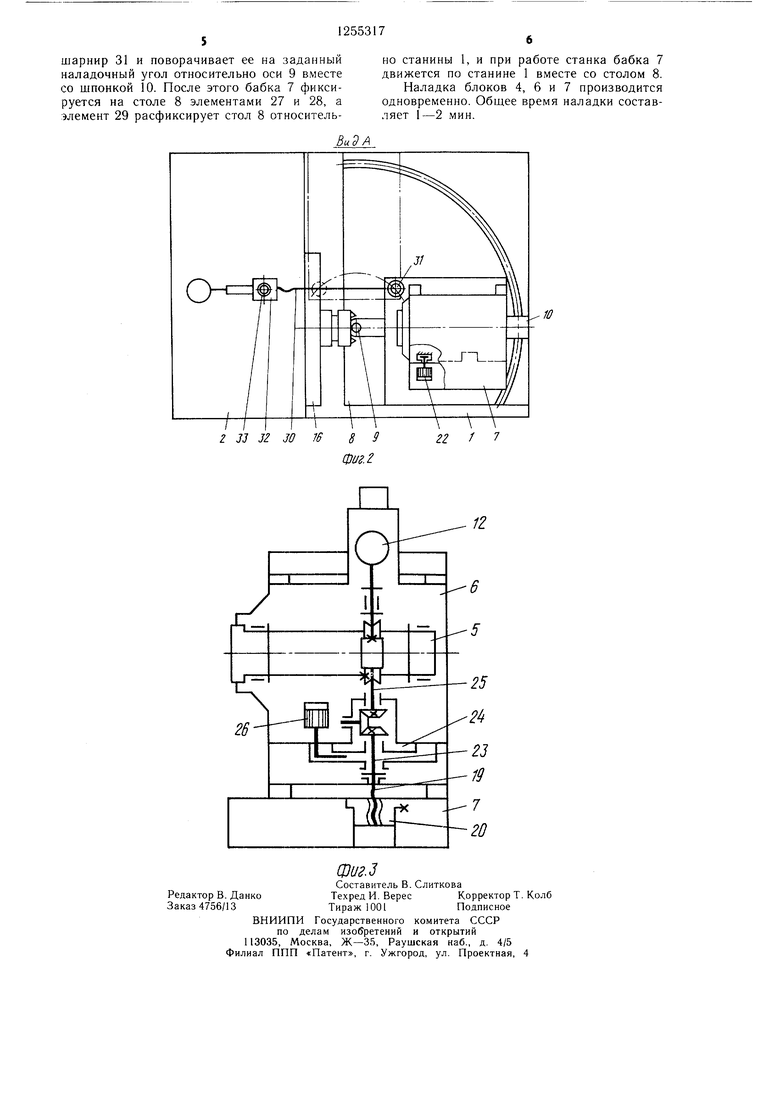
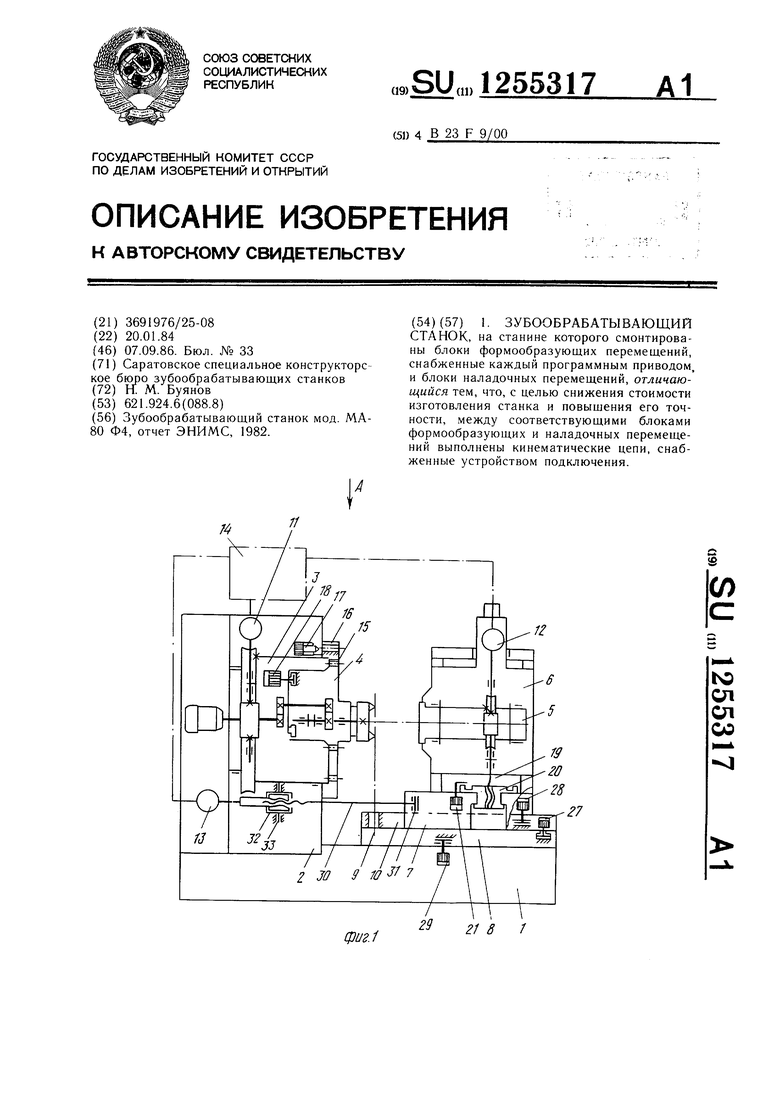
На фиг. 1 изображена кинематическая блок-схема станка, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - кинематическая блок-схема бабки изделия.
На станине 1 (фиг. 1) зубообрабатыва- ющего станка установлена стойка 2, несущая люльку 3 с эксцентриковым барабаном 4. Шпиндель 5 размещен в гипоидной головке 6, которая имеет возможность прямолинейного перемещения по вертикальным направляющим бабки 7 изделия. Последняя смонтирована на столе 8 с возможностью перемещения вокруг оси 9 и вдоль щпонки 10. Стол 8 имеет возможность перемещения по станине 1 и в направлении оси люльки 3. Элементы 3, 5 и 8 являются блоками форпри этом корпус дифференциала смонтирован с возможностью вращения и фиксации от проворота при наладочном перемещении головки, причем гайка закреплена неподвижно.
5.Станок по пп. 1 и 2, отличающийся тем, что устройство подключения цепи: гипоидная головка - щпиндель изделия выполнено в виде пары винт-гайка, геометрическая ось которой расположена в направлении наладочного перемещения головки, при этом винт постоянно связан с приводом формообразующего перемещения, а гайка смонтирована с возможностью свободного вращения относительно своей оси и снабжена дополнительно элементом фиксации от проворота, размещенным с возможностью воздействия на гайку при наладочном перемещении головки.
6.Станок по пп. 1 и 2, отличающийся тем, что устройство г одключения цепи: стол-бабка изделия выполнено в виде тяги, шарнирно закрепленной на бабке изделия одним концом, а другим концо.м размещена с возможностью взаимодействия с приводом стола, корпус которого шарнирно связан со станиной, и элементов фиксации, предназначенных для фиксации бабки относительно стола и стола относительно станины.
мообразующих перемещений, а элементы 4, 6 и 7 - блоками наладочных перемещений. Блоки 3, 5 и 8 имеют программные приводы 11, 12 и 13 соответственно, управляемые от программного устройства 14 и соединенные с блоками 4, 6 и 7 через соответствующие устройства подключения, т. е. выполнены кинематические связи, включающие указанные устройства подключения, .между соответственно эксцентриковым барабаном 4 и люлькой 3, гипоидной головкой 6 и шпинделем 5 изделия, столом 8 и бабкой 7 изделия.
Устройство подключения барабана 4 к приводу 11 люльки 3 содержит закрепленный на барабане 4 зубчатый венец 15, зацепленный с внутренним зубом колеса 16, сво бодно смонтированного на стойке 2 эксцентрично люльке 3, элемент 17 фиксации колеса 16 относительно стойки 2 и элемент 18 фиксации барабана 4 относительно люльки 3.
Устройство подключения гипоидной головки 6 к приводу 12 шпинделя 5 изделия предлагается в двух вариантах исполнения, схемы которых показаны на фиг. 1 и 3. На фиг. 1 это устройство выполнено в виде кинематической пары винт-гайка, геометрическая ось которой расположена в направлении наладочного перемещения головки 6. Винт 19 постоянно связан с приводом 12, а гайка 20 смонтирована в бабке 7 с возможностью свободного вращения относительно своей оси. Предусмотрены элемент 21 фиксации гайки 20 перед наладочным перемещением головки 6 и элемент 22 (фиг. 2) фиксации головки 6 относительно бабки 7 после наладки.
По второму варианту исполнения (фиг. 3) гайка 20 закреплена в бабке 7 изделия, а винт 19 кинематически связан с валом 23 дифференциала. Корпус 24 дифференциала смонтирован в бабке 7, а второй вал 25 кинематически соединен с приводом 12. Элемент 26 предусмотрен для фиксации корпуса 24 дифференциала относительно бабки 7 перед наладкой головки 6.
Устройство подключения бабки 7 изделия к программному приводу 13 формообразующего перемещения стола 8 (фиг. 1 и 2) содержит элементы 27 и 28 фиксации бабки 7 относительно стола 8 и направляющей щпонки 10, а также элемент 29 фиксации стола относительно станины 1. Тяга 30 закреплена на бабке 7 с по.мощью щар- нира 31, а корпус 32 редуктора привода стола 8 смонтирован на станине 1 с помощью шарнира 33.
Автоматическая наладка эксцентрикового барабана 4 осуществляется следующим образом.
По команде программного устройства 14 элемент 17 фиксирует зубчатое колесо 16 от проворота относительно инструментальной стойки 2, а элемент 18 расфиксирует барабан 4 относительно люльки 3. Затем привод 11 начинает вращать люльку 3. Поскольку барабан 4 связан с зубчатым колесом 16, зафиксированным от проворота относительно неподвижной части станка, при вращении люльки 3 происходит вращение барабана 4 вокруг своей оси. Угол а поворота люльки 3 пропорционален углу ai поворота барабана 4 и определяется по формуле
21
а «1- - J Za
где zi - число зубьев зубчатого венца 15; 22 - число зубьев зубчатого колеса 16.
Таким образом, программируя угол а поворота люльки 3 при наладке, программируется наладочный угол а, поворота барабана 4. По окончании наладочного поворота барабан 4 фиксируется относительно люльки 3 элементом 18, а зубчатое колесо 16 расфиксируется элементом 17 относительно стойки 2 и во время работы станка вращается вместе с люлькой 3.
Автоматическая наладка гипоидной головки 6 по первому варианту производится следующим образом.,
По команде программного устройства 14 элемент 22 расфиксирует головку 6 относительно бабки 7, а элемент 21 фиксирует гайку 20 от проворота. Затем включается привод 12 и начинает вращать одновременно шпиндель 5 изделия и винт 19. Последний воздействует на головку 6 и перемещает ее по направляющим. Угол а поворота шпинделя 5 пропорционален величине Н наладочного перемещения головки 6 и определяется по формуле
360-Я-/
,
где Н - величина наладочного перемещения
головки 6, / - шаг винта 19,
/ - передаточное отношение элементов кинематической цепи, соединяющей винт 19 со шпинделем 5 изделия.
Таким образом, программируя угол а поворота шпинделя 5 при наладке программируется величина Н наладочного перемещения головки 6. После наладки элемент 22 фиксирует положение головки 6 на бабке 7, а элемент 21 - гайку 20 относительно бабки 7, давая ей возможность свободно вращаться с винтом 19 во время обработки изделия.
Автоматическая наладка гипоидной головки 6 по второму варианту исполнения устройства подключения производится следующим образом.
По команде устройства 14 элемент 22 расфиксирует головку 6 относительно бабки 7, а элемент 26 фиксирует корпус 24 дифференциала от проворота. Затем привод 12 начинает вращать одновременно шпиндель 5 изделия и винт 19, который, воздействуя на головку 6, перемещает ее вдоль направляющих. Угол а2 поворота шпинделя 5 в зависимости от величины Н наладочного перемещения головки 6 определеяется по той же формуле, что и в первом варианте. После наладки элемент 22 фиксирует положение головки 6 на бабке 7, а элемент 26 расфиксирует корпус 24 дифференциала, давая ему возможность свободно вращаться в своих опорах при работе станка.
Автоматическая наладка осевого и углового положений бабки 7 производится из положения элементов станка, показанного на фиг. 1 и 2, при котором оси шпинделя 5 и люльки 3 параллельны одна другой. По команде программного устройства 14 элемент 29 фиксирует стол 8 относительно станины 1, а элемент 27 - направляющую щпонку 10 относительно стола 8. Затем привод 13 воздействует на тягу 30, которая через щарнир 31 перемещает бабку 7 изделия вдоль направляющей шпонки на заданную величину. После этого элемент 28 фиксирует бабку 7 относительно шпонки 10, а элемент 27 расфиксирует шпонку 10 относительно стола 8. Привод 13 воздействует на тягу 30, которая в свою очередь воздействует на бабку 7 через
шарнир 31 и поворачивает ее на заданный наладочный угол относительно оси 9 вместе со шпонкой 10. После этого бабка 7 фиксируется на столе 8 элементами 27 и 28, а элемент 29 расфиксирует стол 8 относительно станины 1, и при работе станка бабка 7 движется по станине 1 вместе со столом 8. Наладка блоков 4, 6 и 7 производится одновременно. Общее время наладки составляет 1-2 мин.
Ви9/
2 JJ Л JO 16 8 9
фиг. г
фиг.З
Составитель В. Слиткова
Редактор В. ДанкоТехред И. ВересКорректор Т. Колб
Заказ 4756/13Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки конических и гипоидных зубчатых колес | 1982 |
|
SU1028448A1 |
| Станок для чистовой обработки конических зубчатых колес | 1980 |
|
SU906652A1 |
| Полуавтомат для заточки червячных фрез | 1988 |
|
SU1565655A1 |
| ЗУБОРЕЗНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ КОЛЕС | 1966 |
|
SU222853A1 |
| СУППОРТЫ ЗУБОФРЕЗЕРНОГО СТАНКА ДЛЯ НАРЕЗАНИЯ ПРЯМОЗУБЫХ КОНИЧЕСКИХ КОЛЕС | 1967 |
|
SU206286A1 |
| Контрольно-обкатной станок для конических и гипоидных зубчатых колес | 1985 |
|
SU1288000A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| Устройство для поворота и фиксации бабки изделия | 1982 |
|
SU1047669A1 |
| Зубообрабатывающий станок | 1986 |
|
SU1733204A1 |
| Зубообрабатывающий станок | 1974 |
|
SU724287A1 |
| Зубообрабатывающий станок мод | |||
| Капельная масленка с постоянным уровнем масла | 0 |
|
SU80A1 |
