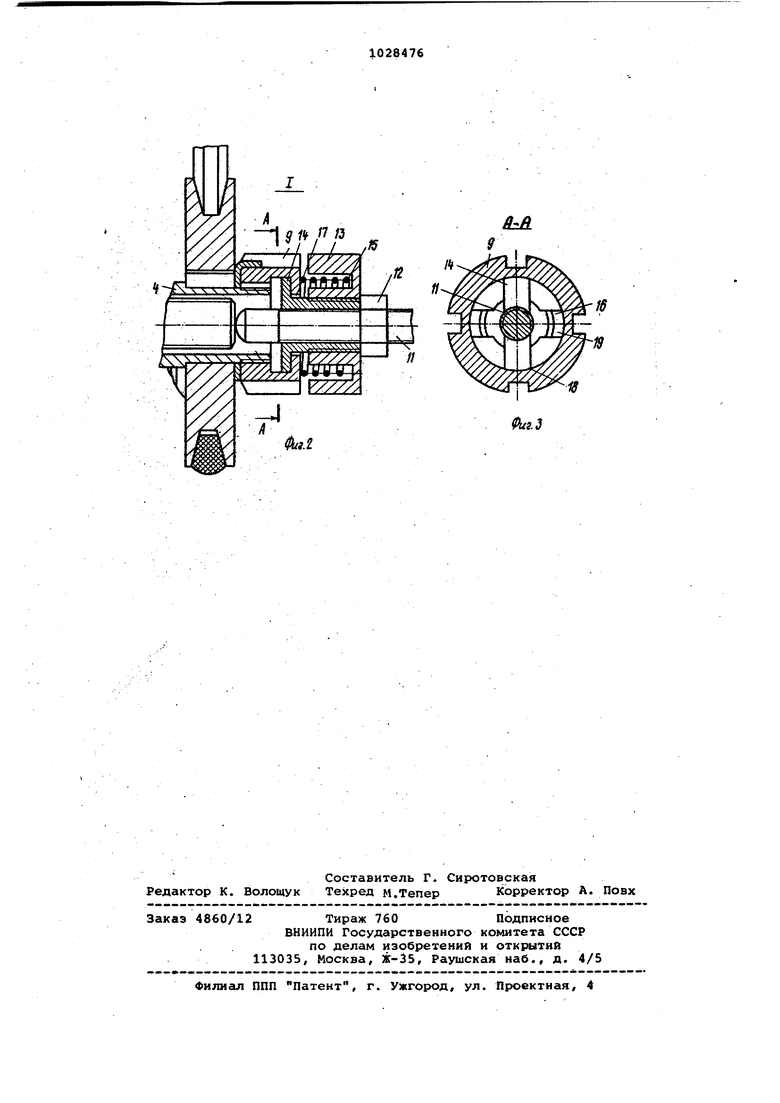
Изобретение относится к обработк металлов резанием, вчастнсюти, касается силовых головок к агрегатным станкам. Известна силовая головка, в корп се которой размещены пиноль со шпинделем, установленным с возможностью взаимодействия с приводом вращения посредством шлицевой втулк и упор для регулирования ускоренног хода пиноли ClJК недостаткам известного устройства относится наличие ускоренных ходов пиноли, на которые затрачивается определенное время, что приводит к значительной потере производи тельности, быстрому износу пиноли и следовательно,к снижению надежности головки. Цель изобретения - повышение про изводительности и увеличение надежносТи головки. Эта цель достигается тем, что в силовой головке, в корпусе которой размещены пиноль со шпинделем, установленным с врзможностью взаимодействия с приводом вращения посредством шлицевой втулки, и упор дл регулирования ускоренного хоЛа пино ли, последний закреплен посредством введенной в головку гайки с на шлицевой втулке и выполнен в видё винта, установленного с возможно стью контактирования со шпинделем, охватывающей винт фигурной втулки, снабженной хвостовиками для взаимодействия с гайкой через ее пазы, установленного с возможностью взаимодействия с фигурной втулкой маховика и размещеачой между последним и гайкой пружиной. На фиг. 1 представлена головка, разрез; на фиг. 2 - узел I на фиг. на фиг. 3 - сечение А-А на фиг.2. Силовая головка состоит из корпуса 1 , в котором установлена с возможностью перемещения пиноль 2 со встроенным в нее шпинделем 3, соединенным через шлицевую втулку 4, шкив 5, ремень 6 и шкив 7 с приводом 8. На втулке 4 закреплен с помощью гайки 9 быстросъемный упор 10, состоящий из винта 11, контргайки 12, маxoBHj(a 13 с внутренней резьбой под фигурную втулку 14 и пружины 15. В 9 имеется отверстие с пазами 16 и 17 под втулку 14, которая снабжена хростовиками 18 и 19. Хвостовикй 19 выполнены небольшими для исключения поворота упора 10 дри вращении шпинделя 3, а хвостовики 18 рабочие) - для исключения осевого перемещения упора 10. Головка работает следующим образом. Перед работой устанавливают сверло в Шпиндель 3 головки, закрепленной на станине агрегатного станка (не показан. Сверло подводится к обрабатываемой и закрепленной в кондукторе (не показан) детали вращением винта 11, который перемещает шпиндель 3 с пинолью вперед. При подводе сверла к детали винт 11 контрится гайкой 12. Сверло находится в кондукторе.. При включении привода 8 вращение от него через шкивы 5 и 7 и клиновой ремень 6 передается на шлицевую втулку 4 и далее на шпиндель 3 и сверло. Вместе с6 втулкой 4 вращается гайка 9 и упор 10. Во время подачи масла от насоса станка ( не показан) в корпус 1 пииоль 2 перемещается вперед до упора пиноли 2 в корпус 1 головки (или в упор, закрепленный на корпусе головкц. При этом срабатывает реле давления системы управления (не показана, которое дает команду на быстрый отвод пиноли до упора 10. Просверленная деталь снимается со станка, затем 391крепляется новая, и последовательность обработки повторяется, т.е. пиноль 2 головки при обработке отве рстия перемещается только на величину рабочего хода. При необходимости смены сверла ; привод 8 останавливается, а пиноль 2 подается вперед. Затем при перемещении вдоль оси и вращении маховика 13 Перемещается вдоль оси головки и вращается втулка 14. При этом хвостовик 19 выходит из паза 16 гайки 9, а хвостовик 18 совмещается с этим пазом, хвостовик 19 совмещается с пазом 17 и упор 10 под действием сжатой пружины 15 удаляется. Пиноль отводится в крайнее правое положение, сВерло снимается. После установки нового сверла пиноль 2 перемешается в крайнее левое положение, а упор 10.устанавливается в гайку 9 путем совмещения хвостовика 18 с пазом 16, хвостовика 19 - с пазом 17. Упрр 10 перемешается вручную вдоль оси шпинделя 3, при этом пружина 15 сжимается, затем упор 10 за маховик 13 поворачивается на 90 и под действием пружины 15 хвостовик 19 входит в паз 16 гайки 9, а хвостовик 18 упирается в ее стенку. Упор установлен . Пиноль 2 возвращается в крайнее правое положение до упора 10. Головка готова к работе и настроена на ту же деталь, что и до снятия упора. Таким образом, предложенное техническое решение повышает производительность головки и увеличивает надежность ее работы за счет исключения ускоренных ходов Пиноли при обработке партии деталей, а также трения между вращающимся шпинделем и упором.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОДНОШПИНДЕЛЬНАЯ СИЛОВАЯ ГОЛОВКА | 1995 |
|
RU2086386C1 |
| Силовая головка | 1990 |
|
SU1756030A1 |
| Головка к агрегатному станку | 1977 |
|
SU671937A1 |
| Роторный автомат для сверления | 1975 |
|
SU509350A1 |
| Пневмогидравлический привод осевого перемещения шпинделя силовой головки | 1980 |
|
SU1151415A1 |
| Сверлильная головка с автоматической подачей | 1978 |
|
SU706199A1 |
| Резьбонарезная головка | 1986 |
|
SU1335389A1 |
| Сверлильный станок | 1982 |
|
SU1105283A1 |
| ПЕРЕНОСНАЯ СВЕРЛИЛЬНАЯ ГОЛОВКА | 1990 |
|
SU1792014A1 |
| Устройство для обработки резьбовых отверстий | 1982 |
|
SU1100054A1 |
СИЛОВАЯ ГОЛОВКА, В корпусе которой размещены пиноль со иптивделем, установленным с возможностью взаимодействия с приводом вращения посредством шпяцевоЛ втулки, и ytiop для регулирования ускоренного хода пиноли,отличающаяся тем, что, с целью повышения производительности и увеличения надежности, упор ускоренного хода пиноли закреплен посредством введенной в головку гайки с пазами на шлицевой втулке и выполнен в виде винта, уста новленного с возможностью контактирования со шпинделем, охватывающей винт фигурной втулки, снабженной хвостовиками для взаимодействия с гайкой через ее пазы, установленного с возможностью взаимодействия с фигурной втулкой маховика и размещенной между последним и гайкой пружиной. г± W 00 4 vj о 
