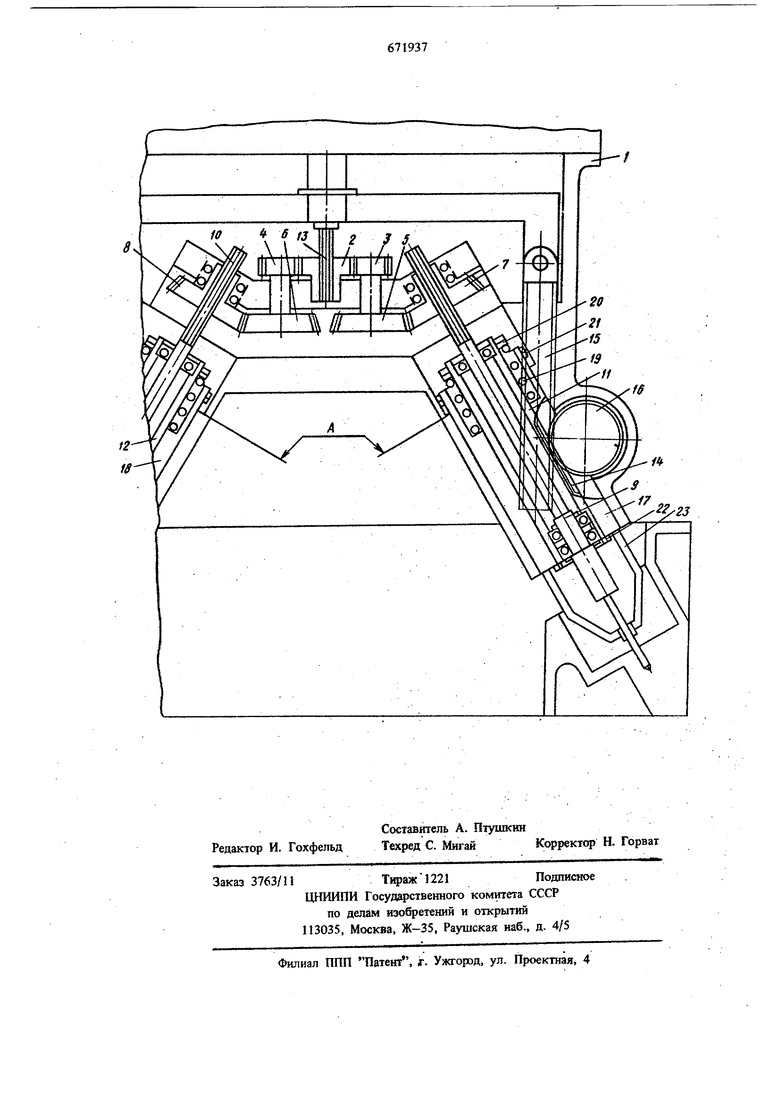
Изобретение относится к станкостроению, а именно к головкам агрегатных, сверлильных станков, для обработки разнонаправле1шых oi-v, верстий с глубоким подн трением в корпусных и кольцевых деталях. Известна головка для обработки разнонаправленных отверстия, состоящая из корпуса и инструментальных шпинделей, смонтированных р пинолях, с направлением инструментов по кондукторам, жестко закрепленным на корпусе головки. Инструментальные шпиндели приводятся во вращение от общего шпинделя через кинематические цепи и оснащены реечным механизмом для возвратно-поступательного движения по неподвижным направляющим скалкам головка является наиболее близкой к изобретению по технической сущности и достигаемому результату. Недостатком ее является невозмож1юсть обра ботки разнонаправленных отверстий, расположенных н труднодоступных местах, преимущестяенно в глубоких выемках и поднутрениях кор пусных ;км;)лей, когда конфигурация деталей не позволяет подводить конщктор к обрабатываемому отверстию без дополнительного перемещения головки в радиальном направлении, что не обеспечивает точности по диаметру и направле,нию в связи с уводом сверла. Дополнительный же подвод головки к зоне обработки увеличивает время и удлиняет цикл технологической операции. Целью изобретения является ycKopemie процесса обработки разнонаправленных отверстий в труднодоступных местах, преимущественно, в глубоких выемках и поднутрениях корггусных и кольцевых деталей. Это достигается тем, что предлагаемая головка снабжена дололнительными пинолями, установленными с возможностью перемещения, каждая из которых несет основную пиноль со птинделем и кондуктор и у1торами, одш1 из которых закреплен на основной линоли, а др)той -- на дополнительной. На чертеже показана схема описыппем й головки. В корпусе 1 размещены ведущее зубчатое колесо 2, зубчатые колеса 3-8 кинематической цепи вращения инструментальных шпинделей 9, 10, вмонтированных в основные пиноли И, 12 от ишинделя 13 станка. Пиноли 11, 12 оснащень ыа своих образуюцщх рейками 14, валикомрейкой 15 и круглой рейкой 16 и установлены в дополките/я иых пинолях 17, 18, вэшмосвязаяных с основными гашолямй 11, 12 посредством пружины 19, выставленной между регули руеншми гайкама 20, навернутыми на к(ЖЩ| гашолей 11, 12, и впутренйей тх цовой пов хностью дополнительных гошоней 17. 18. При этом на последних установлен ограничитель хода в виде регулируемых гаек 21, а на пинолях 11. 12 устш овлей унор 22. Кондукторы 23 ззкревяввы ш пинолях 17, 18. Головка работает следующшй образом. Вращательное движение шпинделем 9, 10 передается от ышинделя 13 через зубчатые колеса 2-8. Корпус 1 в течение всего цикла обработки остается неподвижным, а оси инстрз ентаШ)Иых шпинделей 9, 10 оказываются соосными осям обрабатываемых отверстий. Продольное даижейие в направлении подачи пиноли 11, 12 вместе со шпинделями 9, 10 получают через реечш 1Й механизм, состоящий из реек 14, 15, 16. Одновременно с шшолямн И, 12 перемещаются допотоительные пиноли 17, 18, так как 1фужина 19 стремится разжаться и. упираясь в гайки 20, давит в торцовую поверхность пинолей 17, 18, перемешан их до тех пор пока гайки 21 не упрутся в поверхность А кор
пуса 1. В этом положении кондукторы 23 будут зашшать исходное положение к моменту обработки отверстий. Пиноли 11, 12, 1феодолевая усилие пружшсы 19, гфодолжшот двигаться в направлении подачи, осуществляя обработку . По окончании обработки
и упорами, один из которых закреплен на основной пиноли, а другой - на дополнительной.
Источники шфррмшщи, принятые во внимание при жспертйзе
1. Авторское свидетельство CXXiP N 148705, кл. В 23 В 47/26,1961. вначале отводятся основные пиноли 11, 12с инструментом. В тот момент, когда установленные на них упоры 22 войдут в контакт с пинолями 17, 18, последние начинают перемещаться в обратном направлении. Таким образом, наличие дополнительных подвижных пинолей с закрепленными на них кондукторами позволяет обрабатывать разнонаправленные отверстия в деталях с глубоким поднутрением без дополнителылпс перемещений головки с обеспечением отвода инструмента и кондуктора из зоны поднутрения, что ускоряет проаесс обработки и позволяет при необходимости установить одновременно несколькб головок на одном станке с целью увеличения производительности труда. Формула изобретения Головка к агрегатному станку для обработки отверстий, расположенных под углом с направлением инструмента по кондукторам, включающая корпус с инструментальными шшнделя- . ми, смонтированными в пинолях и приводимыми во вращение от шпинделя сташса через кш1ематические це1Ш, отличающаяся тем, что. с целью ускорения процесса обработки разионаправленных отверстий е глубоким поднутреЛши« на корпусных деталях, она снабжена установленными с возможностью перемещения дополнительными шшолями, каждая из которых несет основную пнволь со шпинделем и кондуктор.

| название | год | авторы | номер документа |
|---|---|---|---|
| Силовая головка | 1980 |
|
SU917959A1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВНУТРЕННИХ ТОРЦОВЫХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2372173C1 |
| Головка, например, к агрегатному станку для обработки отверстий | 1961 |
|
SU148705A1 |
| Устройство для обработки отверстий | 1989 |
|
SU1726158A1 |
| Переносной сверлильный станок | 1983 |
|
SU1151373A1 |
| Устройство для обработки отверстий | 1980 |
|
SU876326A1 |
| Автоматическая линия для механической обработки деталей | 1983 |
|
SU1135604A2 |
| Переносной металлорежущий станок | 1990 |
|
SU1745432A1 |
| Копировально-фрезерная головка | 1986 |
|
SU1355375A1 |
| Устройство для обработки отверстий | 1986 |
|
SU1380873A1 |