(54) РОТОРНЫЙ АВТОМАТ ДЛЯ СВЕРЛЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Роторный автомат | 1989 |
|
SU1691065A1 |
| Ротор для сверления отверстий | 1988 |
|
SU1668103A1 |
| Многошпиндельный автомат для глубокого сверления | 1974 |
|
SU564106A1 |
| Роторный автомат | 1984 |
|
SU1255392A1 |
| Роторный станок | 1976 |
|
SU617242A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Автомат для обработки изделий | 1982 |
|
SU1174233A1 |
| Токарно-револьверный автомат | 1974 |
|
SU663487A1 |
| Насадка для сверления отверстий под заклепки крепления двухушковых самоконтрящихся гаек | 2018 |
|
RU2707760C1 |
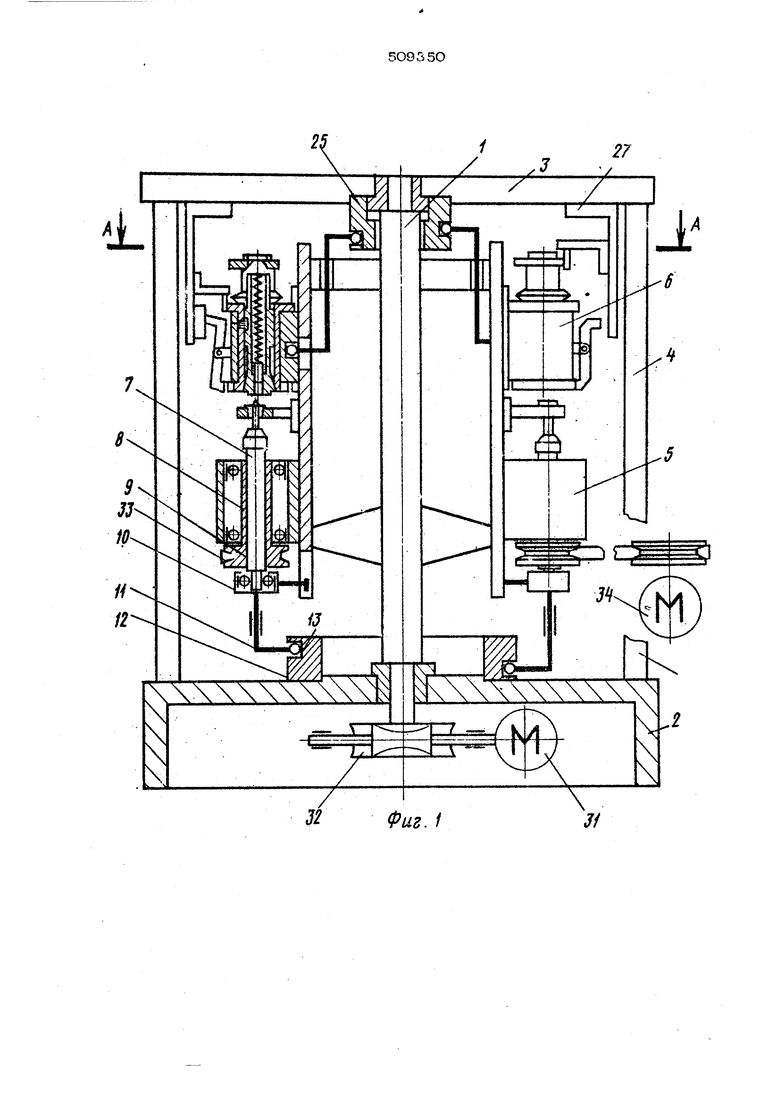
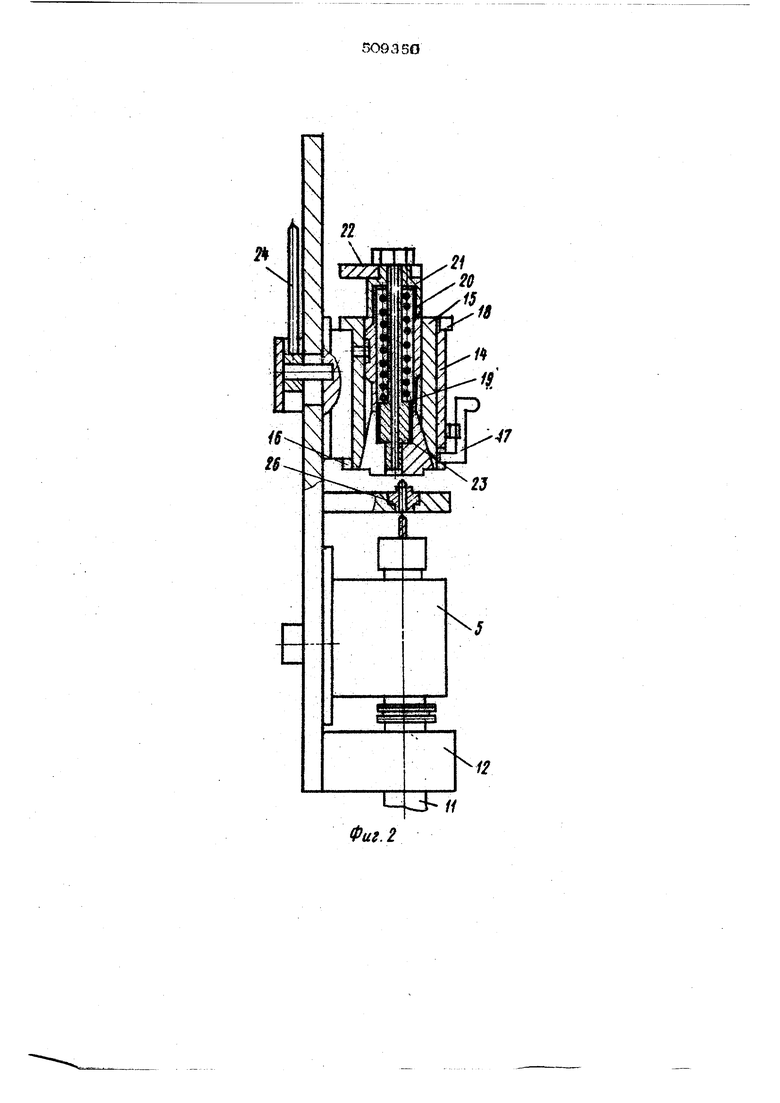
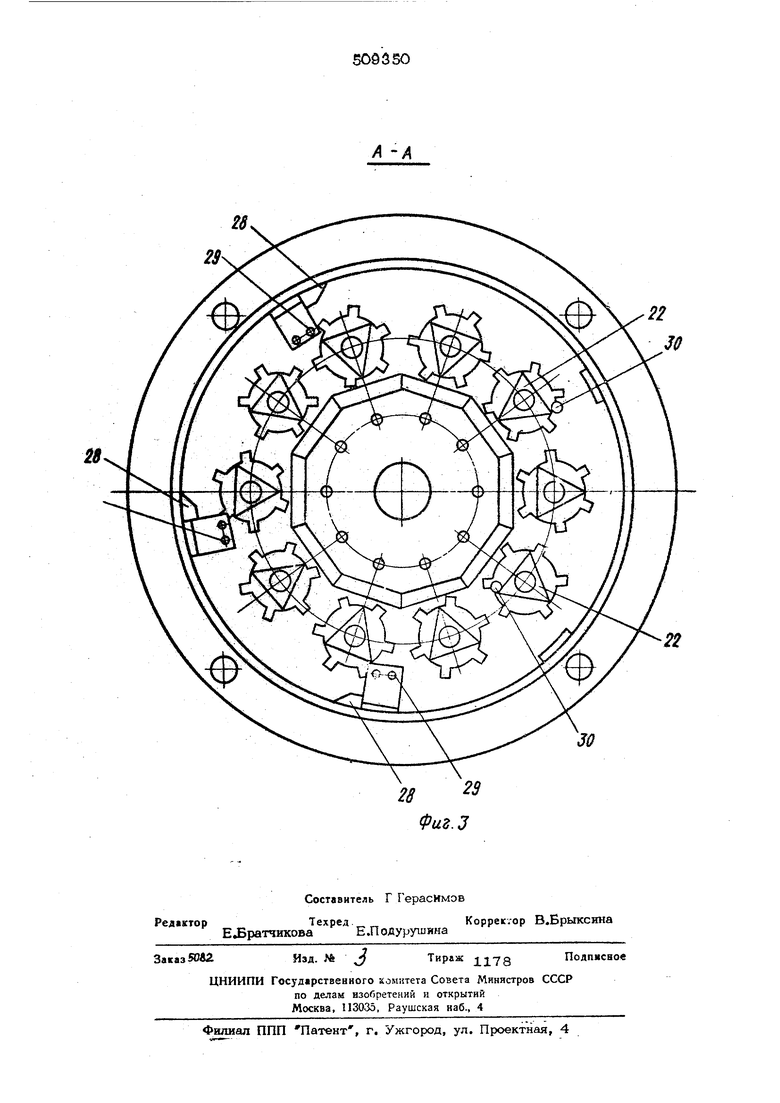
Язс)б|эетет1в относится к области станкостроения. Известные роторные машины для сверле|ния включавкг барабан, на котором смонтиро ваны шпиндели, а также диск с центрирую|щими втулками - кондукторами. В качестве зажима заготовки служит диск с пазами и 1нижний барабан с расположенными в нем ползунами, оснащенными подпружиненными |толкателями. Однако на таких лавтоматах можно сверлить тодько одно отверстие . С целью расширения технологических возможностей автомата при сверлении двух и более отверстий, равноудаленных от цент,ра и наход1пцихся на параллельных |предлагаемом роторном автомате зажимные (приспособления установлены эксцентрично относительно силовых головок и выполнены JB виде периодически вращающихся патронов, Ьнаоженных фиксирующими устройстватяи и 1поворотными звездожами с числом зубьев, |кратным числу обрабатываемых отверстий, взаимодействующих с пальцами, установлен ными на станине автомата, несущей сегмен1ты, контактирующие с фиксирующими ycTpoJt|ствами, и фиксаторы фиксирующих устройств выполнены в виде качающихся стопорных |Пальцев, Wa фиг. 1 изображена конструктивно-кине атическая схема роторного автомата для сверления; на фиг. 2 - продольный разрез по силовой голсшке и зажимному приспЛсобпению; на фиг. 3 - разрез по А-А на Аиг. 1 Ксхема расположения управляющих сегмен1ов и упоров на неподвижной части станка), : Роторный автомат для сверления ростоит :ИЗ ротора 1, станины 2, плиты 3 и колон:ны 4. Ротор песет на себе силовые голбвКи 5 и зажимные приспособления 6, Силовая головка 5 состоит из шпинделя 7, перемещахощегося в ,пиноле S, которая ;получает вращение через щкив 9, Пиноль 8через обойму 1О, водило 11 и кулак 12 получает продольные перемещения. Кулак 12 По периферии имеет паз 13, который обеспечивает следующие движения инструмента: быстрый подвод, рабочий ход, быстрый отвод. Зажимное приспособление 6 состоит ИЗ корпуса 14, стакана 15, несу-
шето с одной стороны бурте пазы 1Q пил стопорный папец рычаг 17, с другой сторот :НЫ звеэжзчку 18с числом зубьев, крвтныЕ .Числу делений. Внутри стакана 15 помешана
iwKra 19r в-хвостовой-пасти , Korqpoft нарезается трехзаходаая розьба, Хвостоваа часть цанги несет на себе тарельчатые пружины 20, гайку 21 с неподвижно закреплешозш на поспедней зажимным треугольником 22. Внутрь цанги помещен выталкиватель 23, Шя возможности а0е дения обрабатьюаемой заготовки внутрь цанги корпус 14 подвижен в продольном направлении и приводится в даижеще при :помои1и тяга 24 от кулачка 25 неподвижно закрепленного на плите 3„
Нилсней базой для обрабатываемой заго товки и направлением для обраоатьшаюн пр инструмента, слуиотт кондукторная втупка 26
К плите 3 крепится барабан 27, несуший элементы дли управпенкя рабочими движениями зажимных устройств. Сегменту 28 служат для рас |жксаиии сторорныя пал|зцев-рычагов 17 в момент поворота стаКа-4 на 15, стержневые пальцы 29 для поворо та стакана 15, упоры 30 для зажима и разжима цанш 19 путеь поворота треугольника.
Роахэрный автомат работает следующим образом,..
Ротор 1 получает требуемое постоянной вращение от электродвигателя 31 через червячную передачу 32, Шпиндели 7 чере пиноли 8, шкивы 9, охватываемый шкивы ремень 33 получают вращение от электродвигателя 34. При вращении ротора 1 шпинделя 7 за счет кулака 12 получают необходимые поступательные движения в соответствии с дикп№ раммой j работы автомата.
Захват заготовки из транспортного, например, ротора (на чертежах не покдаан) и ее зажим производится: в момент прохода заготовки межд5 наружной втулкой 26 и цангой 19; последняя опускается на де™ еаль за счет движения вниз корпуса 14 патрона от тяги 24 и кулачка 25 (фиг. 1). Далее при Вращении ротора треугольник
2 цангв 19 встречает упор ЗО (фиг. 3), говорачиввется и зажимает деталь в цанге. После {ььшолненяя первой операции сверления инструмент отходит вниз, сторорный палец-фиксатор 17 отводится сегментом 28 из пазов 1в (фкг. 2 и- 3), а стержневые пальцы 29 поворачивают в ездочку ISj а следовательно, и стакан 15 вместе с цангой 19, в которой зажата заготовка, на угол, определяемый рабочим чертежом детали. После повфота стопорный палец фиксатор освобождается от сегмента 28 и (|шксирует положение стакана 1 в новом положении. Далее процесс повторяетс |.
Разгрузка детали производится аналотчгчйОэвгрузкее
Предложенный роторньА автомат расши ряет технологические возможности роторных машин, позволяет обрабатывать группу отверстий, находящихся на предельно малом расстоянии друг от друга.
Формула из обр е-тения
1, Ругорный автомат дпда сверления, содержащий рабочий ротор, несущий силовые головки и зажимные устройства, о т л ичающийся тем, что, с целью расщирения технологических возможностей автомата при сверлении двух и более отверстий, равноудаленных от центра и находящихся , на паралле/йзных осях, зажимные приспосо(ления установлены эксцентрично относительно силовых голсвок и выяшдаены в виДе периодически вращающихся патронов, снабженных фиксирующими устройствами и поворотными звездочками с числом зубьев, кратным числу обрабатываемьис отверстий, взаимодействующих с пальцами, уствиовлей;ны:ми на станине автомата, несущей сегменты, контактирующие с фиксирующими устI ройствами. ;
I 2. Автомат поп. 1, отличающ и и с я тем, что фиксаторы фиксирующих устройств выполнены/в виде качающихся стопорных пальцев.
12
