Известен способ изготовления из различных материалов (кости, дерева и пластмассы) изделий по форме тел вращения, например, бус, путем фрезерования и сверления па станке, имеющем два шпинделя для фрез со сверлом.
Недостатком этого способа является необходимость иметь для закрепления фрез станки с двумя сооспо расположенными нишнделями, в одном из которых для получепия отверстия в изделии может быть применено закрепленное по осн фрезы сверло, а также необходимост под отовки материа:га для сообщепия ему формы пластины определенной толщины.
Оиисываемый способ изготовлепия подобпых изделий при помощи одпой фрезы из материала имеюП1,его любую форму, в частности, из отходов различпых материалов, устрапяет указанные недостатки.
Особенность предлагаемого способа заключается в том, что обработка изделия фрезой со сверлом производится последовательно с двух сторон.
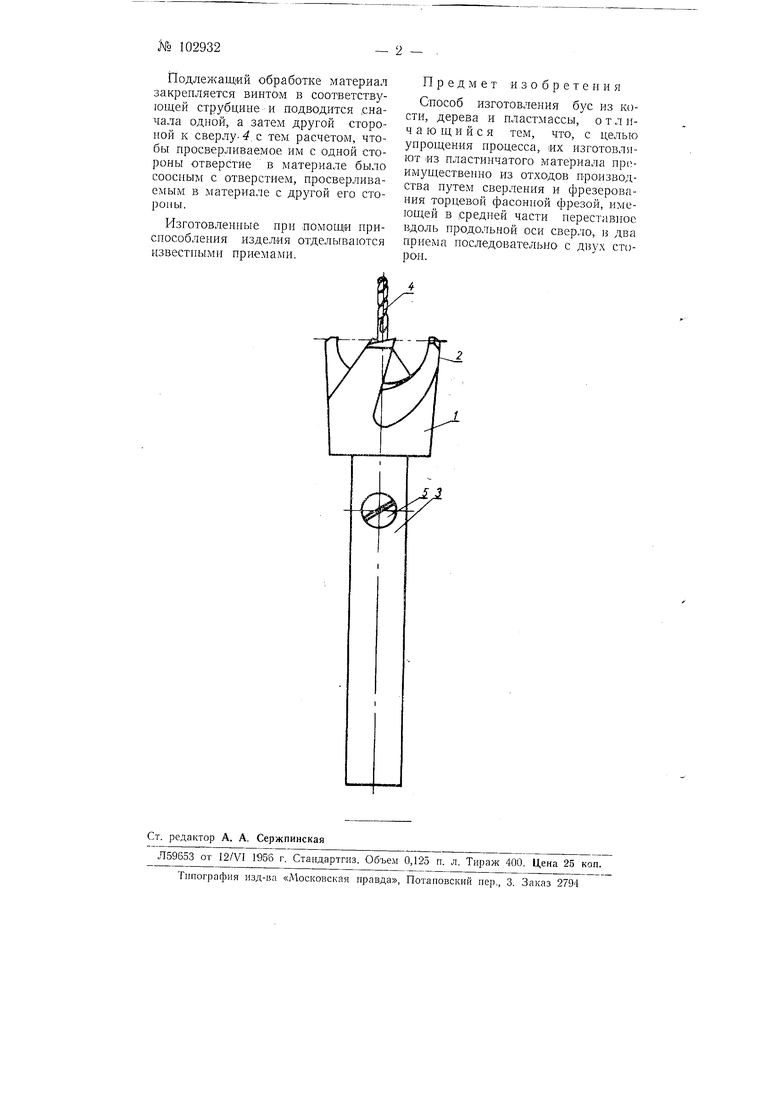
На чертеже показан обнрп вид приспособления, предназначеппый
для осуществления предлагаемого способа.
Приспособление выполнено в виде фрезы / с несколькими, например, четырьмя резцами 2 в ней, установленными по профилю тела вращения. Резцы 2 составляют одно целое с фрезой, имеющей хвостовик 3 для закреи.тения ее в любом вращающемся шпинделе, например - бормашины, сверлильного и т. п. станков. Снаружи фреза / имеет форму конуса с большим основанием у резцов и меньшим у хвостовика 3, что сиижает трение фрезы о Jмaтepиaл и нредотвран.,ает нагро; фрезы.
По оси фреза снабжена гнездом под обычное спиральное сверло 4, закрепляемое в гнезде двумя винтами 5. Для обеспечения возможности изготовления изделий из материала различной толщины, в частности - из отходов кости, рога, эбонита и дрзрих материалов, сверло 5 может закрепляться в гнезде фрезы па том или ином расстоянии относительно концов резцов 2 с тем расчетом, чтобы конец сверла отстоял от оснований резцов 2 фрезы на величину, иревыщаюн1,ую толн,ину изделия по оси отверстия и а 1,-1,5 мм.
Подлежащий обработке материал закрепляется винтом в соответств}ющей струбцине и подводится ,сначала одной, а затем другой стороной к сверлу- 4, с тем расчетом, чтобы просверливаемое им с одной стороны отверстие в материале было соосным с отверстием, просверливаемым в материале с другой его стороны.
Изготовленные при помон и приспособления изделия отделываются известными приемами.
Предмет изобретения
Способ изготовления из кости, дерева и пластмассы, отличающийся тем, что, с целью упрощения процесса, их изготовляют из пластинчатого материала преимущественно из отходов производства путем сверления и фрезерования торцевой фасонной фрезой, имеющей в средней части иереставное вдоль продольной оси сверло, х1ва приема последовательно с двух стороп.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки массивных сепараторов роликовых подшипников | 2015 |
|
RU2655532C2 |
| СПОСОБ РЕПЛАНТАЦИИ ЗУБОВ И УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ КАНАЛА ДЛЯ ШТИФТА В ТВЕРДЫХ ТКАНЯХ КОРНЯ ЗУБА И АЛЬВЕОЛЯРНОГО ГРЕБНЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2009 |
|
RU2421179C2 |
| Универсальный деревообрабатывающий станок | 1991 |
|
SU1797568A3 |
| КОНЦЕВАЯ ФРЕЗА ДЛЯ ОРБИТАЛЬНОГО ФРЕЗЕРОВАНИЯ | 2006 |
|
RU2409454C2 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЯ С ПРОДОЛЬНЫМИ ВНУТРЕННИМИ ПАЗАМИ НА ФРЕЗЕРНОМ СТАНКЕ С ЧПУ | 2015 |
|
RU2655535C2 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ТОКОПРОВОДЯЩИМ РЕЖУЩИМ ИНСТРУМЕНТОМ ИЗДЕЛИЙ ИЗ МЕТАЛЛОВ И ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2010 |
|
RU2456125C2 |
| ГОЛОВКА ДЛЯ РАСТОЧКИ КОРПУСНЫХ ОТВЕРСТИЙ, ПРЕДНАЗНАЧЕННАЯ ДЛЯ КРЕПЛЕНИЯ В ШПИНДЕЛЕ ВЕРТИКАЛЬНО-СВЕРЛИЛЬНОГО СТАНКА | 2013 |
|
RU2553758C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| Суппорт токарно-многоцелевого станка | 1991 |
|
SU1816626A1 |
| КОМБИНИРОВАННЫЙ ОСЕВОЙ ИНСТРУМЕНТ | 2010 |
|
RU2418656C1 |
