Изобретение относится к обработке материалов резанием, в частности к способу обработки отверстия с продольными внутренними пазами на фрезерном станке с ЧПУ, имеющего в поперечном сечении контур, образованный ломаными линиями.
Сущность изобретения как технического решения заключается в обеспечении использования универсального оборудования и оснастки при обработке отверстия с продольными пазами на фрезерном станке с управляемыми координатами X, Y, Z и С.
Известен способ изготовления сквозных отверстий со сложным внутренним контуром [1], согласно которому такое отверстие обрабатывают на протяжных или прошивных станках с помощью специального инструмента - протяжек или комплекта прошивок. Однако этот способ может быть экономически целесообразен лишь в условиях крупносерийного и массового производства в связи с применением специализированного оборудования и оснастки. Кроме того, размеры и длина контура обрабатываемого отверстия могут быть ограничены массогабаритными и мощностными параметрами станка.
Известен также способ изготовления сквозных отверстий со сколь угодно сложным внутренним контуром [2], согласно которому боковые поверхности отверстия получают на электроэрозионном проволочно-вырезном станке. Однако этот способ является трудоемким в связи с низкой скоростью обработки. Поэтому он может быть оправдан лишь при изготовлении опытного образца серийного изделия.
Наиболее близким техническим решением к заявляемому способу обработки продольных внутренних пазов на фрезерных станках является способ изготовления прямоугольных отверстий [3], включающий предварительную обработку отверстия в пределах его контура и последующую финишную обработку, которую осуществляют тонким строганием, при этом обработку прямоугольного отверстия начинают с выполнения отверстий в углах его контура, используют фрезерные станки с ЧПУ, при этом на корпусе шпиндельной головки станка закрепляют резцовую оправку; предварительную обработку прямоугольного отверстия осуществляют путем сверления и рассверливания в пределах его контура и последующего фрезерования контура отверстия, при фрезеровании контура отверстия не доходят до его границ на 0,4…0,6 мм, а тонкое строгание осуществляют двумя двойными ходами: один ход с поперечной подачей, второй - без подачи. Недостатком указанного способа является ограниченность применения: способ не предусматривает возможность обработки отверстий с несколькими продольными внутренними пазами. Кроме того, указанный способ предполагает применение сложной резцовой оправки, закрепляемой на корпусе шпиндельной головки.
Задачей данного технического решения является повышение гибкости и эффективности обработки отверстия с продольными внутренними пазами за счет применения универсального оборудования и оснастки.
Поставленная задача решается следующим образом. Для обработки отверстия с продольными внутренними пазами применяют фрезерный станок с ЧПУ, выполняют предварительную обработку отверстия путем сверления, рассверливания и фрезерования в пределах его контура и последующую финишную обработку, которую осуществляют чистовым фрезерованием контура и последующим строганием тех участков поверхности контура, которые не могут быть обработаны фрезой из-за ее отличного от нуля радиуса. При этом строгальный резец закрепляют в шпинделе станка, осуществляют его программную ориентацию по координате С с последующей фиксацией шпинделя. Установочные перемещения при строгании осуществляют перемещением рабочего органа по координатам X и Y, главное движение осуществляют за счет перемещения рабочего органа станка по координате Z. Отводы резца при обратном ходе осуществляют перемещениями по координатам X и Y.
Таким образом, настоящее техническое решение позволяет обработать отверстие с продольными внутренними пазами на фрезерном станке с ЧПУ универсальным оборудованием и оснасткой. Тем самым достигается задача технического решения - повышение гибкости и эффективности обработки.
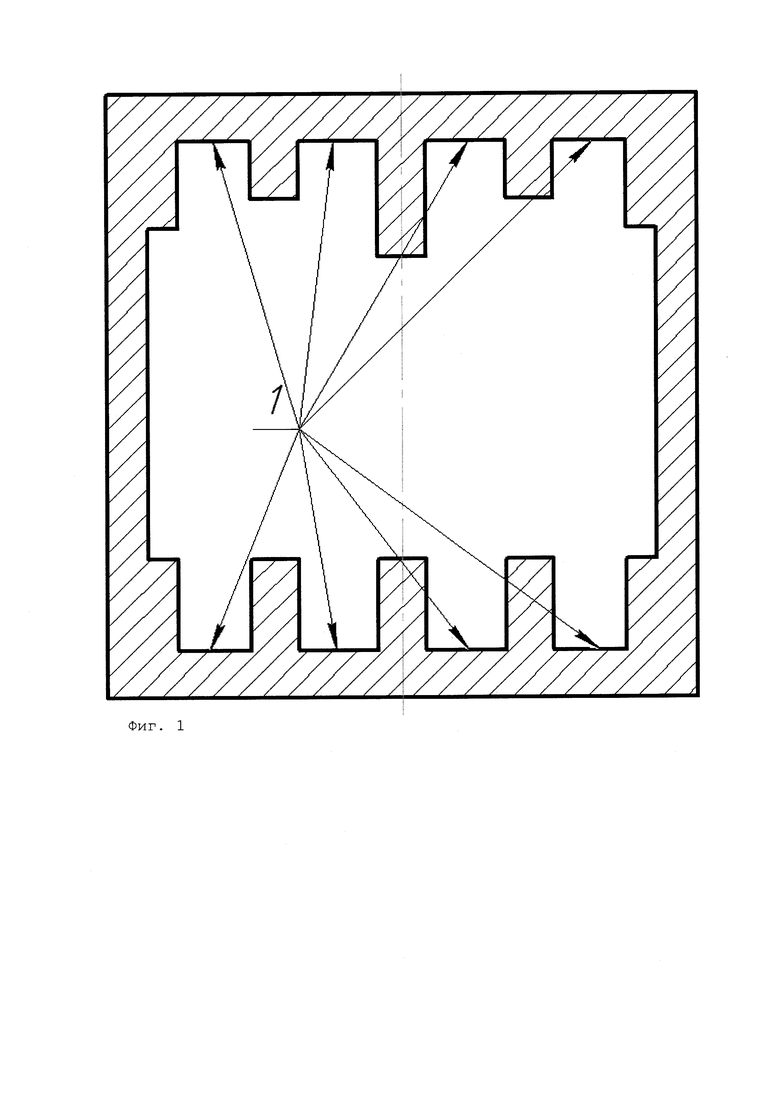
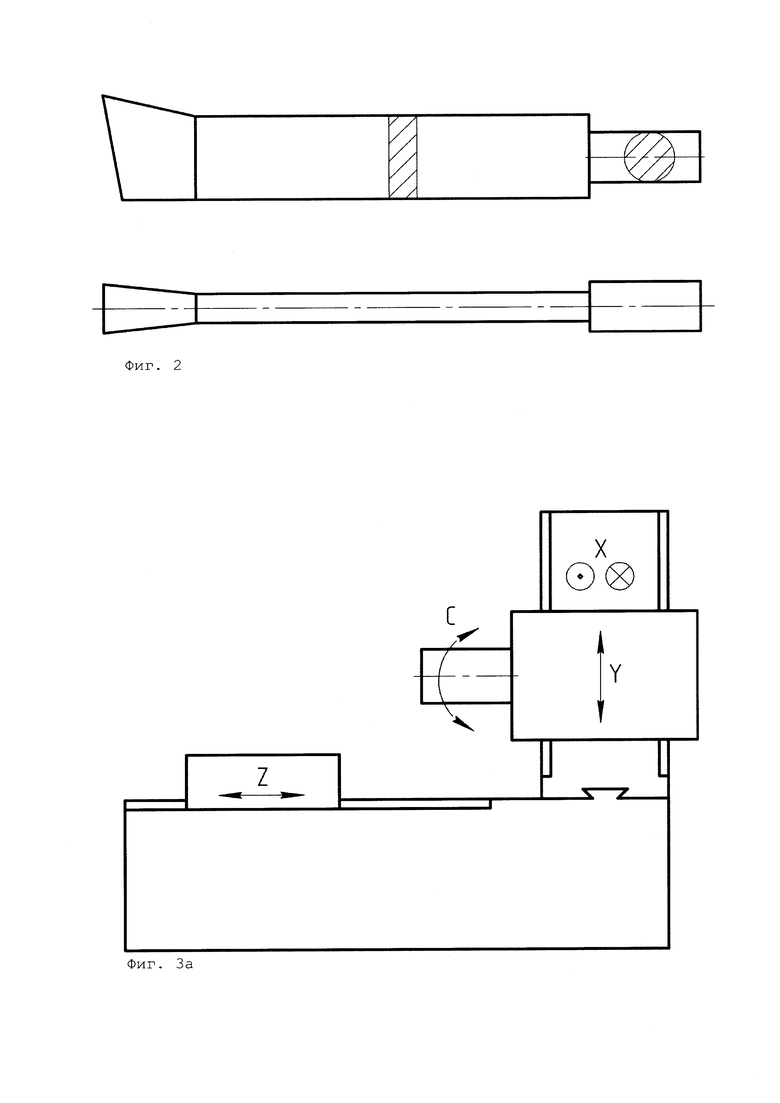
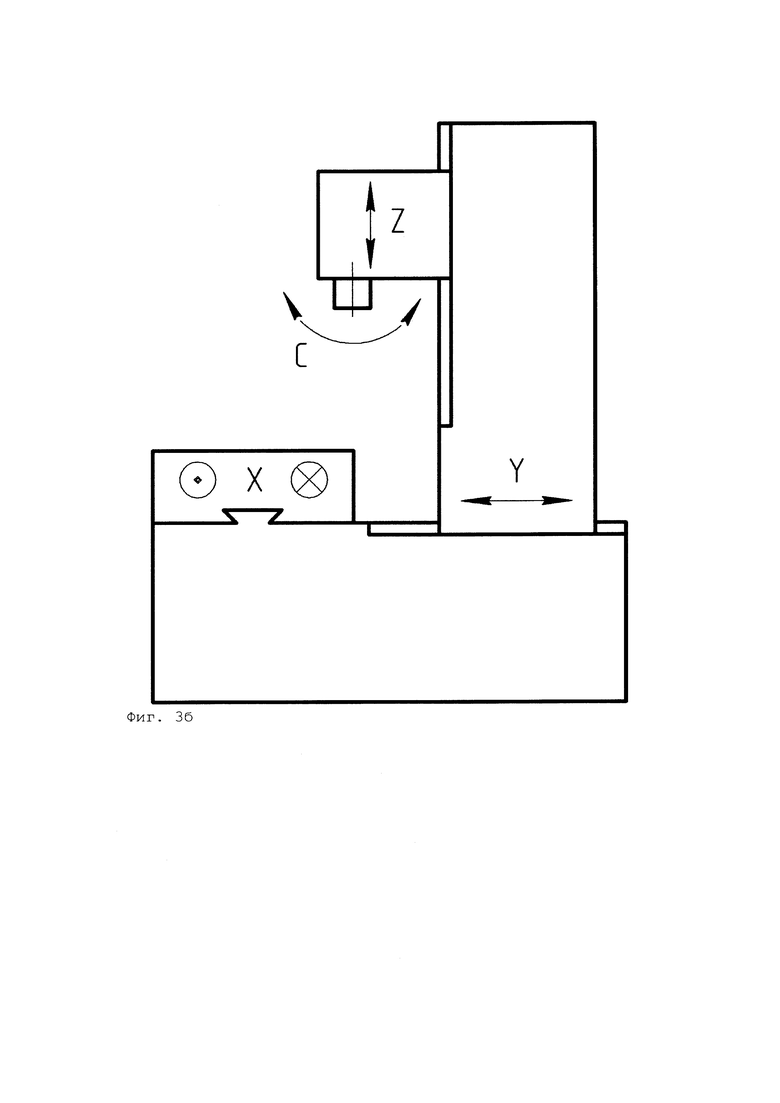
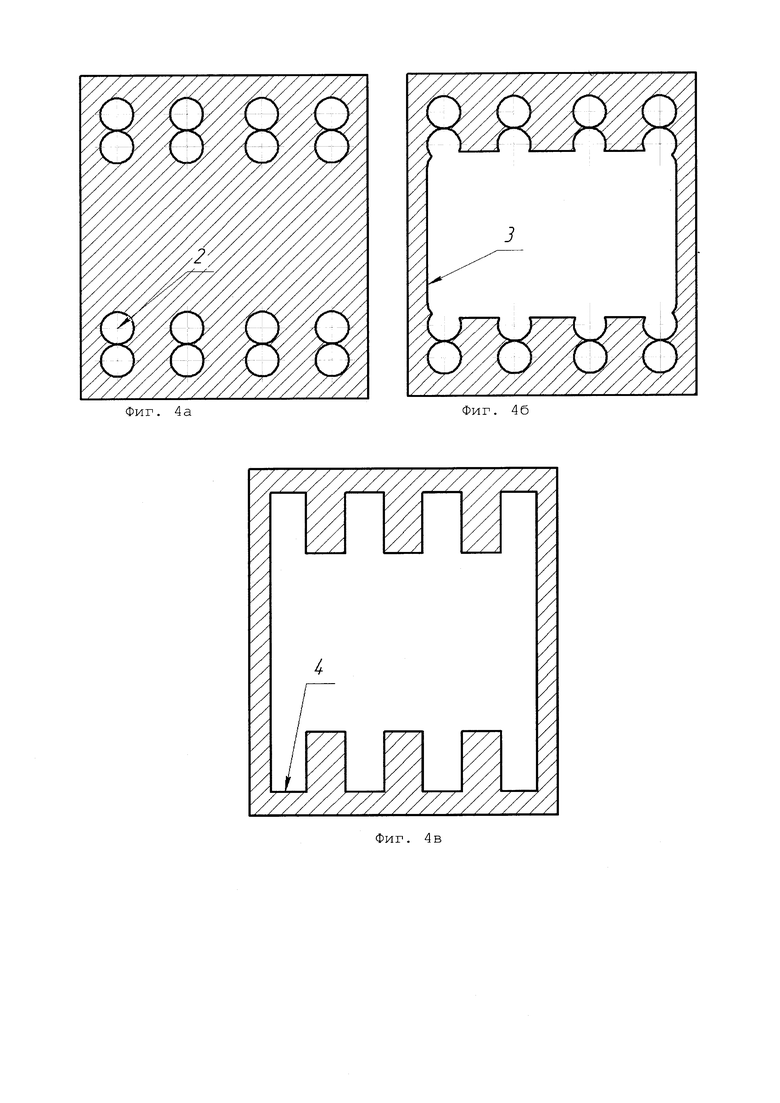
Заявляемое техническое решение поясняется чертежами, где на фиг. 1 изображено сечение типичной корпусной детали, представляющее собой отверстие с продольными внутренними пазами; на фиг. 2 - пример строгального резца для крепления в шпинделе фрезерного станка посредством цангового патрона; на фиг. 3 показана типичная компоновка фрезерного станка с ЧПУ: фиг. 3а - горизонтальных, фиг. 3б - вертикальных; на фиг. 4 показана схема последовательного изменения формы поперечного сечения: при сверлении - фиг. 4а; фрезеровании - фиг. 4б; строгании - фиг. 4в.
Ниже приводится пример осуществления способа обработки отверстия с продольными внутренними пазами на фрезерном станке с ЧПУ.
Для изготовления корпуса с поперечными габаритными размерами 100×100 мм и продольным габаритным размером 250 мм, внутренний контур поперечного сечения которого имеет отверстие с продольными пазами шириной 10 мм (фиг. 1), может быть применено предлагаемое техническое решение.
Для обработки отверстия указанного корпуса применяют фрезерный станок с ЧПУ Matsuura H.Plus-300, компоновка которого показана на фиг. 3а. Предварительную обработку отверстия выполняют путем сверления сверлами диаметром 9 мм, рассверливания и фрезерования в пределах его контура (фиг. 4а и фиг. 4б) и последующей финишной обработки, которую осуществляют чистовым фрезерованием контура и последующим строганием тех участков поверхности контура, которые не могут быть обработаны фрезой из-за ее отличного от нуля радиуса. При этом строгальный резец (фиг. 2) закрепляют в шпинделе станка, осуществляют его программную ориентацию по координате С с последующей фиксацией шпинделя. Установочные перемещения при строгании осуществляют перемещением рабочего органа по координатам X и Y, главное движение осуществляют за счет возвратно-поступательного перемещения стола станка по координате Z. Отводы резца при обратном ходе осуществляют перемещениями по координатам X и Y.
Список литературы
1. Краткий справочник металлиста. / Под общ. ред. П.Н. Орлова, Е.А. Скороходова. – М.: Машиностроение, 1987. - С. 476-501.
2. Краткий справочник металлиста. / Под общ. ред. П.Н. Орлова, Е.А. Скороходова. - М.: Машиностроение, 1987. - С. 834-860.
3. Патент №2212985 РФ. Способ изготовления прямоугольных отверстий, оправка резцовая, резец. B23D 11/00, 2003.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки массивных сепараторов роликовых подшипников | 2015 |
|
RU2655532C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ И ФУНКЦИОНАЛЬНЫМ СЛОЕМ ПОНИЖЕННОЙ ЖЕСТКОСТИ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО КОМПЛЕКСА | 2010 |
|
RU2446033C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ РЕЗАНИЕМ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО АГРЕГАТА | 2010 |
|
RU2446034C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОСРЕДСТВОМ ОБРАБОТКИ РЕЗАНИЕМ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ С ИСПОЛЬЗОВАНИЕМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО ЦЕНТРА | 2010 |
|
RU2446916C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ СТРОГАНИЕМ | 2004 |
|
RU2282524C2 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ ИНСТРУМЕНТА В КООРДИНАТНОЙ СИСТЕМЕ ОТСЧЕТА СТАНКА АВТОМАТИЗИРОВАННОГО ГРАВИРОВАЛЬНОГО КОМПЛЕКСА | 2005 |
|
RU2279964C1 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
| СПОСОБ ПЛАЗМЕННО-МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2463142C2 |
Изобретение относится к обработке материалов резанием и может быть использовано для обработки отверстий с продольными внутренними пазами на фрезерном станке с ЧПУ, имеющих в поперечном сечении контур, образованный ломаными линиями. Способ включает предварительную обработку отверстия в пределах его контура путем сверления, рассверливания и последующего фрезерования и финишную обработку отверстия строганием. Строгание выполняют строгальным резцом, закрепленным в шпинделе фрезерного станка с ЧПУ. После установки строгального резца в шпиндель фрезерного станка выполняют программную ориентацию по координате С с последующей фиксацией резца. Строгание осуществляют перемещением по координате Z. Позиционирование строгального резца осуществляют перемещениями по координатам X и Y. Повышается гибкость и эффективность обработки отверстий с продольными внутренними пазами за счет применения универсального оборудования и оснастки. 1 з.п. ф-лы, 4 ил.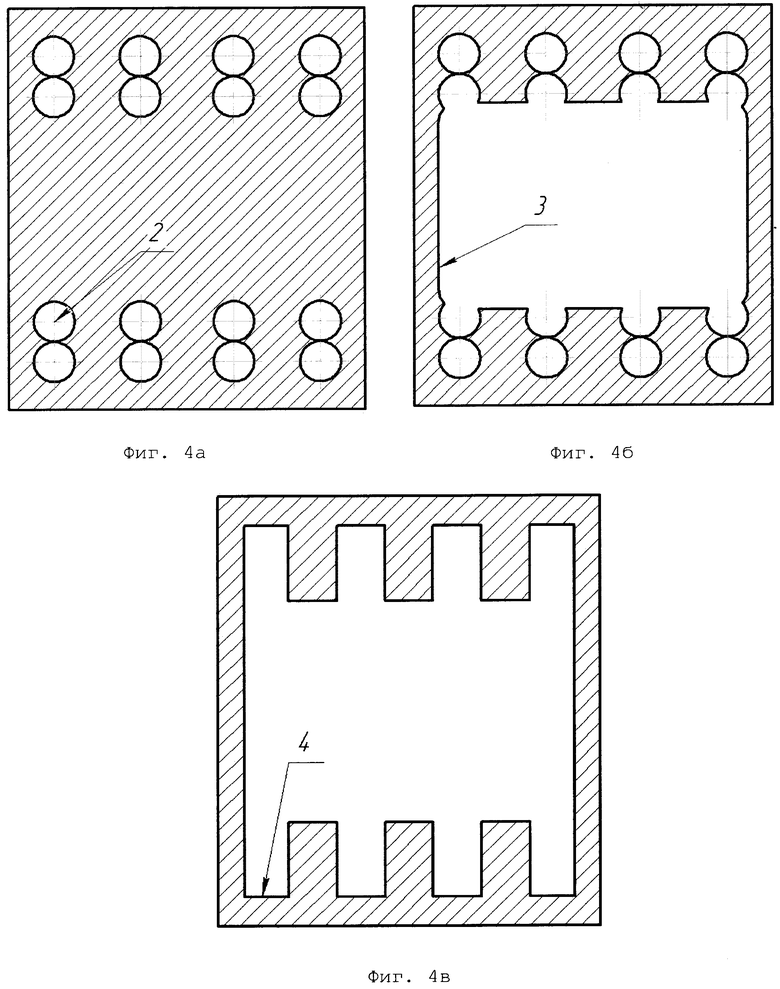
1. Способ обработки отверстия с продольными внутренними пазами на фрезерном станке с ЧПУ, включающий предварительную обработку отверстия в пределах его контура путем сверления, рассверливания и последующего фрезерования и финишную обработку отверстия строганием, отличающийся тем, что строгание осуществляют строгальным резцом, который закрепляют в шпинделе фрезерного станка с программной ориентацией строгального резца по углу поворота шпинделя и последующей его фиксацией, при этом обработку отверстия осуществляют на фрезерном станке с управляемыми координатами X, Y, Z и С.
2. Способ по п. 1, отличающийся тем, что при строгании главное движение осуществляют путем перемещения строгального резца по координате Z, а установочные перемещения и отводы строгального резца при его обратном ходе осуществляют путем перемещения рабочего органа фрезерного станка по координатам X и Y.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ СТРОГАНИЕМ | 2009 |
|
RU2456124C2 |
| Способ обработки некруглых отверстий | 1991 |
|
SU1816555A1 |
| JP 5228758 A, 07.09.1993. | |||

