СПОСОБ ОБРАБОТКИ МАССИВНЫХ СЕПАРАТОРОВ РОЛИКОВЫХ ПОДШИПНИКОВ
Изобретение относится к обработке материалов резанием, в частности, к способам обработки сквозных отверстий с прямоугольным поперечным сечением.
Сущность изобретения как технического решения заключается в обеспечении использования универсального оборудования и оснастки при обработке массивных сепараторов роликовых подшипников на токарно-фрезерном обрабатывающем центре с ЧПУ с управляемыми координатами X, Z, С и Y.
Известен способ изготовления массивных сепараторов роликовых подшипников [1], согласно которому гнезда тел качения, являющиеся сквозными радиальными отверстиями с прямоугольным поперечным сечением в кольцевых заготовках, обрабатывают последовательно сверлением, рассверливанием или растачиванием, протягиванием или прошиванием. Этот способ требует наличия сложных поворотно-фиксирующих приспособлений и режущего инструмента: протяжек или комплекта прошивок. Этот способ может быть оправдан в случае крупносерийного и массового производства в связи с высокой трудоемкостью изготовления оснастки.
Наиболее близким техническим решением к заявляемому способу обработке массивных сепараторов роликовых подшипников является способ изготовления прямоугольных отверстий [2], включающий предварительную обработку отверстия в пределах его контура и последующую финишную обработку, которую осуществляют тонким строганием, при этом обработку прямоугольного отверстия начинают с выполнения отверстий в углах его контура; используют фрезерные станки с ЧПУ, при этом на корпусе шпиндельной головки станка закрепляют резцовую оправку; предварительную обработку прямоугольного отверстия осуществляют путем сверления и рассверливания в пределах его контура и последующим фрезерованием контура отверстия. Однако указанным способом массивный сепаратор роликового подшипника не может быть изготовлен без применения дополнительных поворотно-фиксирующих устройств. Кроме того, указанный способ предполагает применение сложной резцовой оправки.
Задачей данного технического решения является повышение гибкости и эффективности обработки массивных сепараторов роликовых подшипников за счет применения универсального оборудования и оснастки. Поставленная задача решается следующим образом.
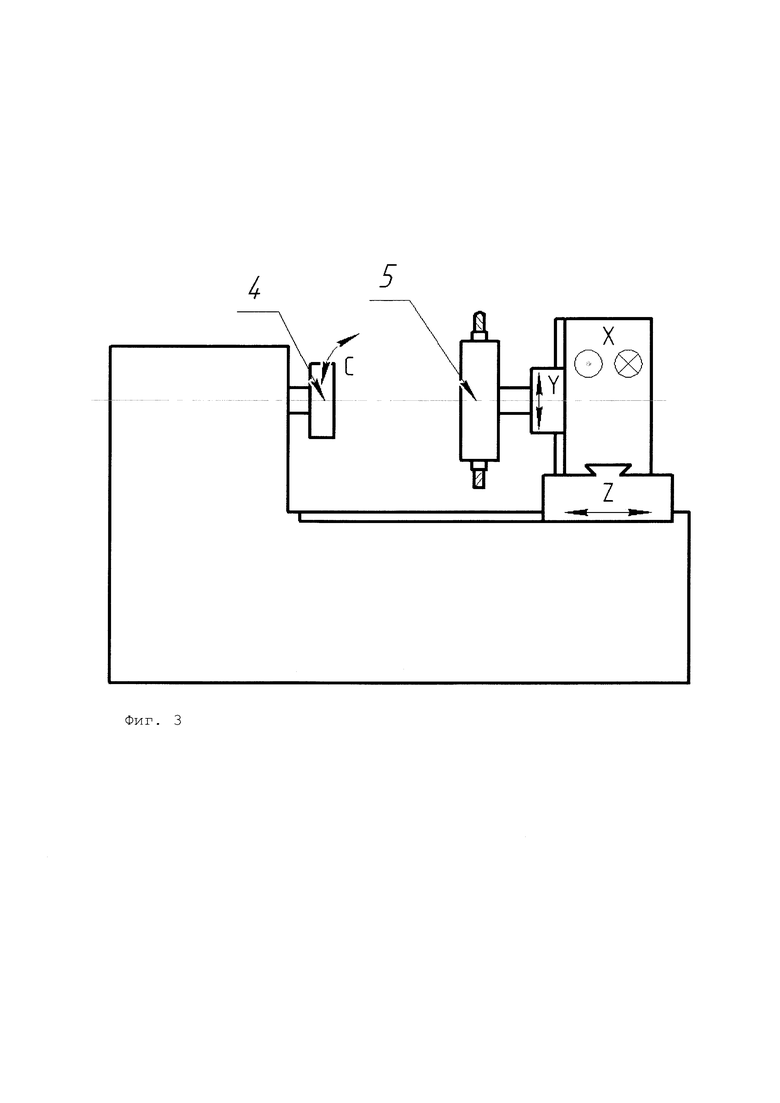
Для обработки массивных сепараторов роликовых подшипников применяют токарно-фрезерные обрабатывающие центры с ЧПУ, оснащенные управляемыми координатами X, Z, С и Y. Кольцевую заготовку сепаратора закрепляют в патроне шпинделя, выполняют токарную обработку торца, наружной и внутренней поверхностей. Предварительную обработку внутренних поверхностей прямоугольных гнезд сепаратора осуществляют путем сверления, рассверливания, чернового фрезерования в пределах контура гнезда. Чередование обрабатываемых гнезд осуществляют периодическим поворотом шпинделя - изменением координаты С. Сверла и фрезы, размещают в приводных позициях револьверной головки. Окончательную обработку внутренних поверхностей прямоугольных гнезд сепаратора осуществляют путем чистового фрезерования в пределах контура гнезда. После чистового фрезерования в углах контура гнезда остаются участки цилиндрической поверхности с радиусом, равным радиусу чистовой фрезы. Для получения гнезд прямоугольного сечения материал из углов гнезд удаляют путем долбления предварительного и долбления окончательного. При этом в качестве режущего инструмента используют долбежный резец с прямоугольным сечением режущей части с размерами, меньшими размеров обрабатываемого гнезда. Установочные перемещения осуществляют перемещением рабочих органов по координатам Y и Z. Главное движение при последовательной обработке углов гнезд осуществляют за счет перемещения по координате X. Отводы вершин долбежного резца при обратном ходе осуществляют перемещениями по координатам Y и Z.
Таким образом, массивные сепараторы в широком диапазоне габаритных размеров и широком диапазоне размеров гнезд прямоугольного сечения могут быть обработаны без использования дорогостоящей специальной технологической оснастки универсальными инструментами: сверлами, фрезами, долбежным резцом. Переналадка на другой типоразмер заключается в замене кулачков, режущего инструмента и управляющей программы. Тем самым достигается задача технического решения - повышение гибкости и эффективности обработки.
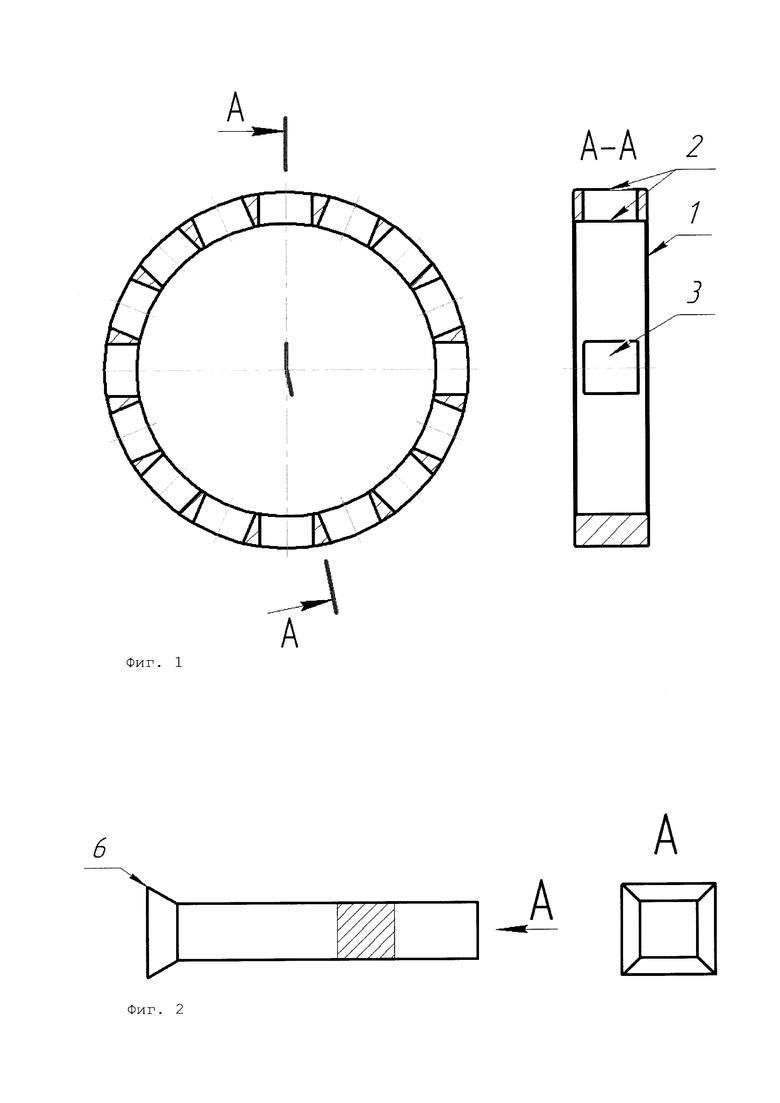
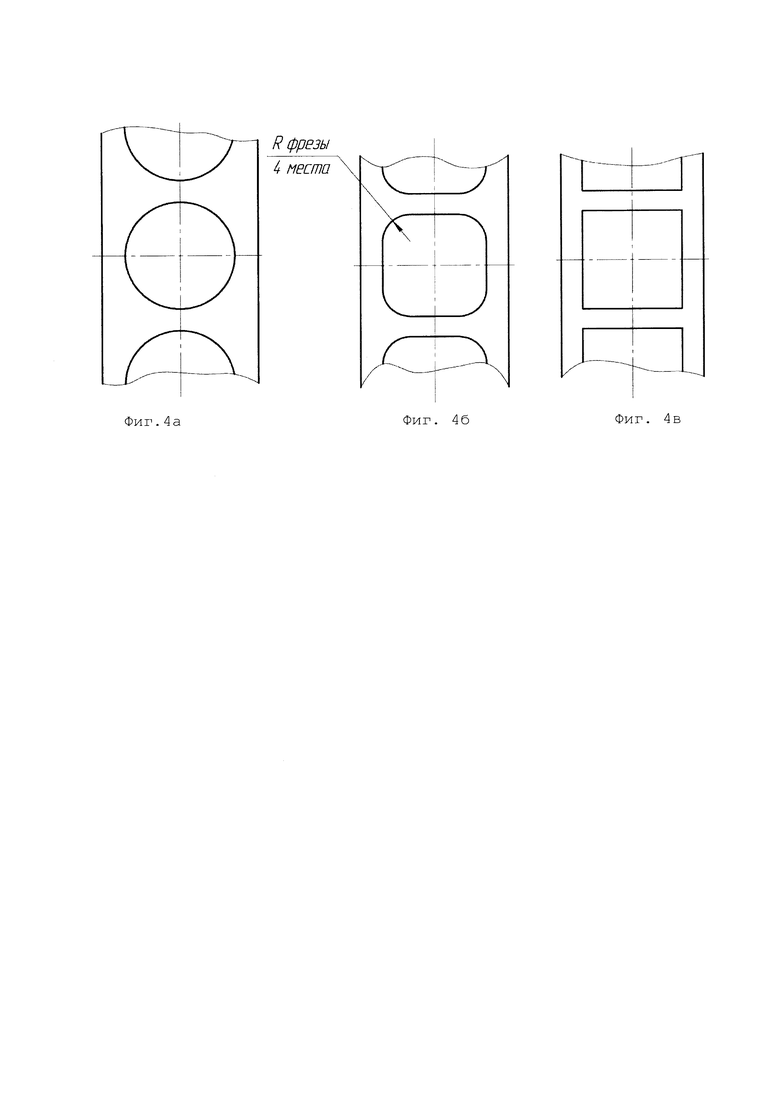
Заявляемое техническое решение поясняется чертежом, где на фиг. 1 изображен типовой чертеж массивного сепаратора роликового подшипника; на фиг. 2 - чертеж долбежного резца; на фиг. 3 показана компоновка токарно-фрезерного обрабатывающего центра с координатами X, Z, С и Y; на фиг. 4 показана схема последовательного изменения формы гнезда при сверлении - фиг. 4а; фрезеровании - фиг. 4б; долблении - фиг. 4в.
Ниже приводится пример осуществления способа обработки массивных сепараторов роликовых подшипников.
В массивном сепараторе подшипника 42221Л с габаритными размерами ∅164×∅134×33 мм необходимо изготовить 16 радиальных отверстий квадратного сечения размерами 24,2×24,2 мм. Традиционный способ обработки предполагает сверление и рассверливание цилиндрических отверстий с последующей прошивкой на гидравлическом прошивном станке при базировании заготовки сепаратора на поворотно-фиксирующем приспособлении и последовательном применении комплекта из трех-четырех прошивок. В связи с тем, что годовая потребность в подшипнике 42221Л составляет около 150 штук, описанный выше способ изготовления является экономически нецелесообразным.
Предлагаемый настоящим техническим решением способ обработки массивных сепараторов роликовых подшипников осуществляется следующим образом. Кольцевую заготовку сепаратора закрепляют в патроне главного шпинделя токарно-фрезерного обрабатывающего центра Biglia B650YS, выполняют токарную обработку торца, наружной и внутренней поверхностей. Предварительную обработку внутренних поверхностей прямоугольных гнезд сепаратора осуществляют путем сверления, рассверливания до диаметра ∅20 мм, чернового фрезерования концевой фрезой ∅10 мм в пределах контура гнезда. Чередование обрабатываемых гнезд осуществляют периодическим поворотом шпинделя на 1/16 оборота - изменением координаты С. Сверла и фрезы, размещают в приводных позициях револьверной головки. Окончательную обработку внутренних поверхностей прямоугольных гнезд сепаратора осуществляют путем чистового фрезерования концевой фрезой ∅4 мм в пределах контура гнезда. После чистового фрезерования в углах контура гнезда остаются участки цилиндрической поверхности с радиусом 2 мм, равным радиусу чистовой фрезы. Для получения гнезд прямоугольного сечения материал из углов гнезд удаляют путем долбления предварительного и долбления окончательного. При этом в качестве режущего инструмента используют долбежный резец с прямоугольным сечением режущей части с размерами, меньшими размеров обрабатываемого гнезда. При обработке сепаратора 42221Л применялся долбежный резец с сечением режущей части 22×22 мм и сечением державки 20×20 мм. Установочные перемещения осуществляют перемещением рабочих органов по координатам Y и Z. Главное движение при последовательной обработке углов гнезд осуществляют за счет перемещения по координате X. Отводы вершин резца при обратном ходе осуществляют перемещениями по координатам Y и Z.
Формула изобретения
1. Способ обработки массивных сепараторов роликовых подшипников, включающий токарную обработку торца, наружной и внутренних поверхностей кольцевой заготовки сепаратора, предварительную обработку внутренних поверхностей прямоугольных гнезд в пределах его контура путем сверления, рассверливания и чернового фрезерования и финишную обработку внутренних поверхностей прямоугольных гнезд сепаратора, отличающийся тем, что финишную обработку внутренних поверхностей прямоугольных гнезд сепаратора осуществляют чистовым фрезерованием, а углы гнезд обрабатывают долблением предварительным и долблением окончательным, при этом обработку массивных сепараторов осуществляют на токарно-фрезерном обрабатывающем центре с ЧПУ с управляемыми координатами X, Z, С и Y.
2. Способ по п. 1, отличающийся тем, что долбление предварительное и долбление окончательное осуществляют долбежным резцом с прямоугольным сечением режущей части, размеры которой меньше размеров обрабатываемого гнезда.
3. Способ по п. 2, отличающийся тем, что при долблении предварительном и долблении окончательном главное движение производят перемещением долбежного резца по координате X, а установочные перемещения и отводы вершин долбежно резца при обратном ходе- перемещениями рабочих органов по координатам Y и Z токарно-фрезерного обрабатывающего центра с ЧПУ.
Список литературы:
1. Спришевский А.И. Подшипники качения. - М.: Машиностроение, 1968. - с. 382.
2. Патент №2212985 РФ. Способ изготовления прямоугольных отверстий, оправка резцовая, резец / B23D 11/00, 2003.
Изобретение относится к обработке материалов резанием и может быть использовано для обработки сквозных отверстий с прямоугольным поперечным сечением. Способ осуществляют на токарно-фрезерных обрабатывающих центрах с ЧПУ с управляемыми координатами X, Z, С и Y. Окончательную обработку внутренних поверхностей контура гнезд осуществляют чистовым фрезерованием, а углы обрабатывают долблением предварительным и долблением окончательным. В качестве режущего инструмента для долбления предварительного и долбления окончательного используют долбежный резец с прямоугольным сечением режущей части с размерами, меньшими размеров обрабатываемого гнезда. При долблении предварительном и долблении окончательном главное движение осуществляют за счет перемещения по координате X, а установочные перемещения и отводы вершин долбежного резца при обратном ходе осуществляют перемещениями рабочих органов станка по координатам Y и Z. Повышается гибкость и эффективность обработки массивных сепараторов роликовых подшипников, в том числе мелких серий и единичных образцов. 2 з.п. ф-лы, 4 ил.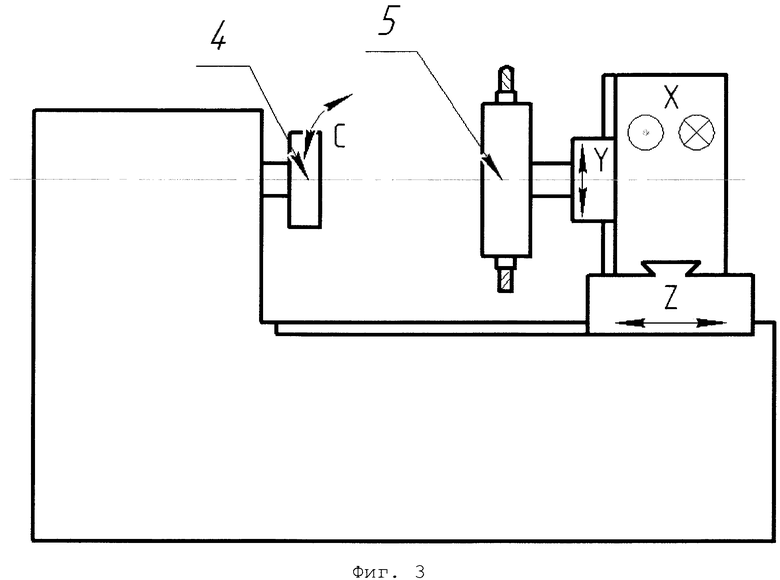
1. Способ обработки массивных сепараторов роликовых подшипников, включающий токарную обработку торца, наружной и внутренних поверхностей кольцевой заготовки сепаратора, предварительную обработку внутренних поверхностей прямоугольных гнезд в пределах его контура путем сверления, рассверливания и чернового фрезерования и финишную обработку внутренних поверхностей прямоугольных гнезд сепаратора, отличающийся тем, что финишную обработку внутренних поверхностей прямоугольных гнезд сепаратора осуществляют чистовым фрезерованием, а углы гнезд обрабатывают долблением предварительным и долблением окончательным, при этом обработку массивных сепараторов осуществляют на токарно-фрезерном обрабатывающем центре с ЧПУ с управляемыми координатами X, Z, С и Y.
2. Способ по п. 1, отличающийся тем, что долбление предварительное и долбление окончательное осуществляют долбежным резцом с прямоугольным сечением режущей части, размеры которой меньше размеров обрабатываемого гнезда.
3. Способ по п. 2, отличающийся тем, что при долблении предварительном и долблении окончательном главное движение производят перемещением долбежного резца по координате X, а установочные перемещения и отводы вершин долбежного резца при обратном ходе - перемещениями рабочих органов по координатам Y и Z токарно-фрезерного обрабатывающего центра с ЧПУ.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| Способ изготовления сепаратора подшипника качения | 1977 |
|
SU767419A1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ СЕПАРАТОРА ШАРИКОПОДШИПНИКА ИЗ ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 2002 |
|
RU2205106C1 |
| СЕПАРАТОР РОЛИКОВОГО ПОДШИПНИКА КАЧЕНИЯ | 2006 |
|
RU2316683C1 |
| ЦЕЛЬНОМЕТАЛЛИЧЕСКИЙ СЕПАРАТОР РОЛИКОВОГО ЦИЛИНДРИЧЕСКОГО ПОДШИПНИКА | 2002 |
|
RU2238449C2 |
| JP 5228758 A, 07.09.1993. | |||

