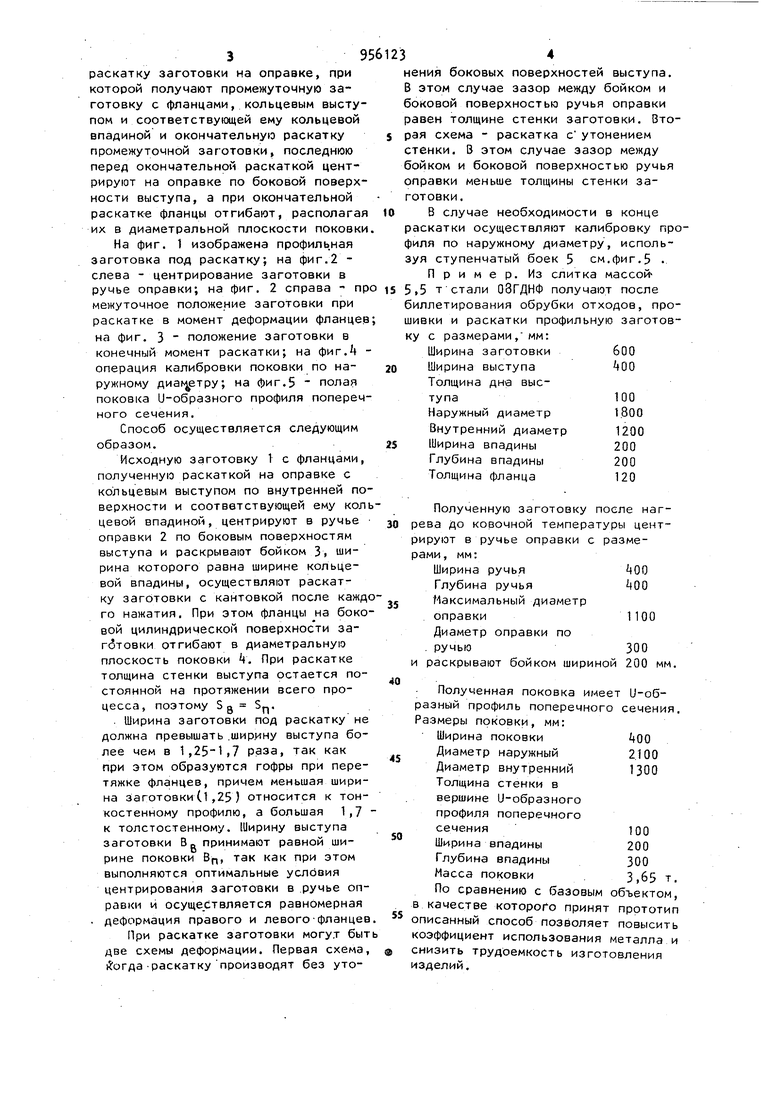
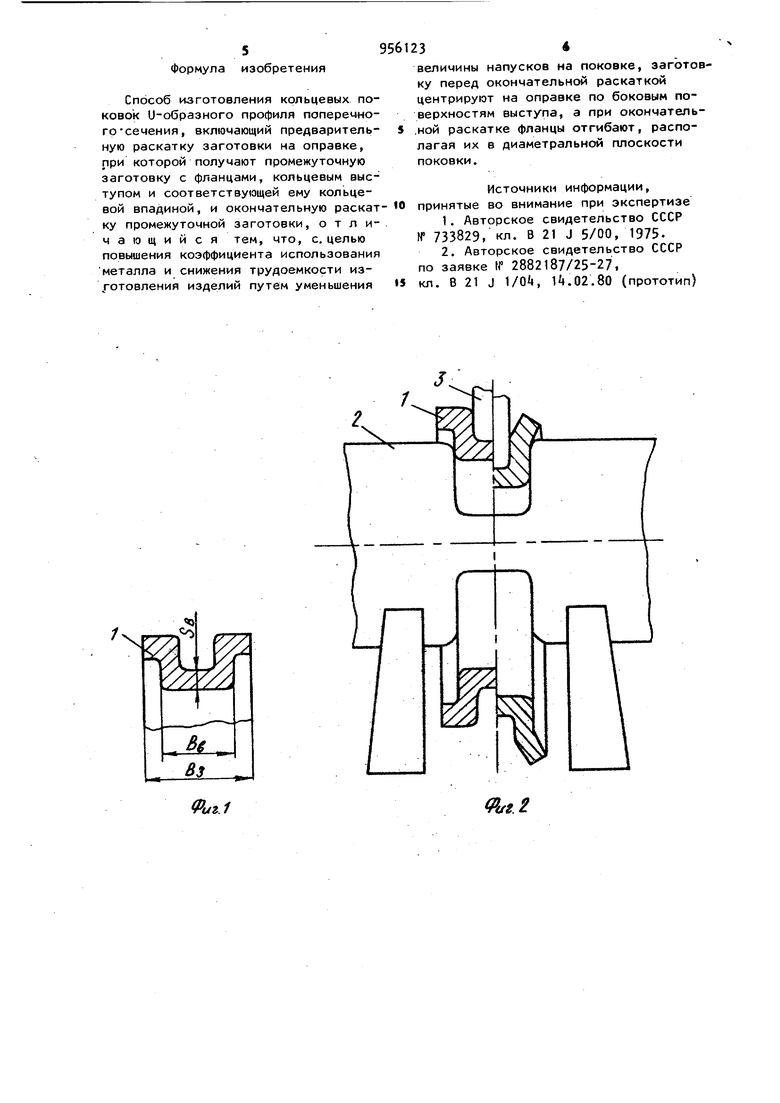
Изобретение относится к обработке металлов давлением, а именно к способам ковки кольцевых заготовок. Известен способ изготовления коль цевых поковок с уступом в средней части профиля, включаю1дий оформление кольцевой заготовки по торцам и профильную раскатку 1}. Недостатком известного способа является невозможность получения глу бокого профиля при малой величине вы тяжки заготовки по диаметру. При фор мировании уступа в средней части про филя заготовка интенсивно увеличивается в диаметре. Это приводит к высокой трудоемкости изделий при механической обработке поковок, низкому коэффициенту использования металла. Наиболее близким по технической сущности и достигаемому эффекту явля ется способ изготовления кольцевых п поковок и-образного профиля поперечного сечения, включающий предварительную раскатку заготовки на справке, при которой получают промежуточную заготовку с фланцами, кольцевым выступом и соответствующей ему кольцевой впадиной, и окончательную раскатку промежуточной заготовки 2. Недостатком известного технического решения является низкий коэффициент использования металла и высокая трудоемкость изготовления изделий за счет больших напусков на поковке.Фланцы поковки при этом удаляются в стружку. Целью изобретения является повышение коэффициента использования металла и снижение трудоемкости изготовления изделий путем уменьшения величины напусков на поковке. Цель достигается тем, что в способе изготовления кольцевых поковок и-рбразного профиля поперечного сечения, включающем предварительную раскатку заготовки на оправке, при которой получают промежуточную заготовку с фланцами, кольцевым выступом и соответствующей ему кольцевой впадиной и окончательную раскатку промежуточной заготовки, последнюю перед окончательной раскаткой центрируют на оправке по боковой поверхности выступа, а при окончательной раскатке фланцы отгибают, располагая их в диаметральной плоскости поковки На фиг. 1 изображена профиль.ная заготовка под раскатку; на фиг.2 слева - центрирование заготовки в ручье оправки; на фиг. 2 справа - пр
ежуточное положение заготовки при аскатке в момент деформации фланцев; на фиг. 3 - положение заготовки в конечный момент раскатки; на фиг. операция калибровки поковки по нарух ному диa eтpy; на фиг.5 - полая поковка и-образного профиля поперечного сечения.
Способ осуществляется следующим образом.
Исходную заготовку Т с фланцами, полученную раскаткой на оправке с кольцевым выступом по внутренней поверхности и соответствующей ему кольцевой впадиной, центрируют в ручье оправки 2 по боковым поверхностям выступа и раскрывают бойком 3, ширина которого равна ширине кольцевой впадины, осуществляют раскатку заготовки с кантовкой после каждого нажатия. При этом фланцы на боковой цилиндрической поверхности загбтовки отгибают в диаметральную плоскость поковки 4. При раскатке толщина стенки выступа остается постоянной на протяжении всего процесса, поэтому Sg Sp.
. Ширина заготовки под раскатку не должна превышать .ширину выступа более чем в 1,25-1,7 реза, так как при этом образуются гофры при перетяжке фланцев, причем меньшая ширина заготовкиd,25 ) относится к тонкостенному профилю, а большая 1,7 к толстостенному. Ширину выступа заготовки В о принимают равной ширине поковки Bf,, так как при этом выполняются оптимальные услбаия центрирования заготовки в .ручье оправки и осуществляется равномерная деформация правого и левого-фланцев. При раскатке заготовки могут быть две схемы деформации. Первая схема, , огда-раскаткупроизводят без утобиллетирования обрубкиотходов, прошивки и раскатки профильную заготовку с размерами,мм:
Ширина заготовки600 Ширина выступа-«ОО Толщина дна выступа100Наружный диаметр1.800 Внутренний диаметр1200 Ширина впадины200 Глубина впадины200 Толщина фланца120
Полученную заготовку после на|- 0 рева до ковочной температуры центрируют в ручье оправки с размерами, мм:
Ширина ручьяi OO
Глубина ручьяiiOO
5 Максимальный диаметр
оправки1100
Диаметр оправки по
ручью300
и раскрывают бойком шириной 200 мм.
; Полученная поковка имеет U-образный профиль поперечного сечения. Размеры поковки, мм: Ширина поковки
kOQ Диаметр наружный
2100 Диаметр внутренний
1300 Толщина стенки в вершине U-образного профиля поперечного сечения
100
Ширина впадины 200 Глубина впадины 300 Масса поковки 3,65
т.
По сравнению с базовым объектом, в качестве которого принят прототип описанный способ позволяет повысить коэффициент использования металла и снизить трудоемкость изготовления изделий, нения боковых поверхностей выступа. В этом случае зазор между бойком и боковой поверхностью ручья оправки равен толщине стенки заготовки. Вторая схема - раскатка с утонением стенки. В этом случае зазор между бойком и боковой поверхностью ручья оправки меньше толщины стенки заготовки. В случае необходимости в конце раскатки осуществляют калибровку профиля по наружному диаметру, используя ступенчатый боек 5 см.фиг.5 . Пример. Из слитка массой5,5 т стали ОЗГДНФ получают после Формула изобретения Способ изготовления кольцевых поковок и-образного профиля поперечного сечения, включающий предварительную раскатку заготовки на оправке, при которой получают промежуточную заготовку с фланцами, кольцевым выступом и соответствующей ему кольцевой впадиной, и окончательную раскат ку промежуточной заготовки, отличающийся тем, что, с.целью повышения коэффициента использования металла и снижения трудоемкости из готовления изделий путем уменьшения 34 величины напусков на поковке, заготовку перед окончательной раскаткой центрируют на оправке по боковым поверхностям выступа, а при окончатель.ной раскатке фланцы отгибают, располагая их в диаметральной плоскости поковки. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР ff 733829, кл. В 21 J 5/00, 1975. 2.Авторское свидетельство СССР по заявке № 2882187/25-27, кл. В 21 J l/Qi, Т.02.80 (прототип)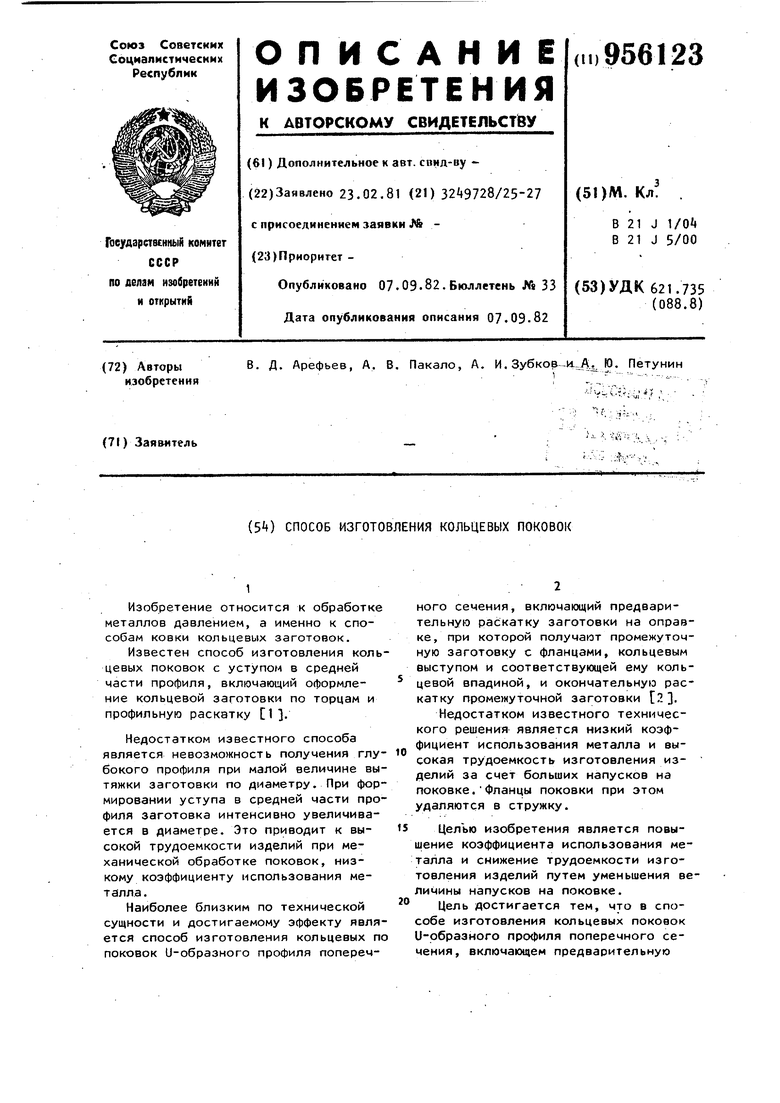
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления кольцевых поковок | 1980 |
|
SU889250A1 |
| Способ изготовления кольцевых поковок | 1980 |
|
SU897373A1 |
| Способ изготовления кольцевых поковок | 1980 |
|
SU902960A1 |
| Способ изготовления кольцевых поковок | 1977 |
|
SU733829A1 |
| Способ изготовления полых поковок | 1981 |
|
SU963662A1 |
| Устройство для раскатки кольцевых поковок | 1981 |
|
SU1006033A1 |
| Способ изготовления кольцевых поковок | 1988 |
|
SU1574345A1 |
| Способ ковки полых поковок | 1983 |
|
SU1204309A1 |
| Устройство для раскатки кольцевых поковок | 1982 |
|
SU1021507A1 |
| Способ изготовления кольцевых поковок | 1988 |
|
SU1540917A1 |
Фиг1
fPat2
I
(puz.:s
Фа9.
П
2
0atS
