2.Устройство по п. 1, о т л и ч а ю щ.е е с я тем, что наружный диаметр дисков-ограничителей на 8-20 мм больше, чем диаметр электрода.
3.Устройство по п. 1, отличающееся тем, что дискиограничители выполнены из термо- i стойкого токонепроводящего материала.
k. Устройство по п. 1, о т л и чающееся тем, что семенив подводящего порошок канала выполнено регулируемым.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электроконтактная сварочная машина для восстановления и упрочнения деталей | 1989 |
|
SU1703332A1 |
| Способ электроконтактной наварки порошковых материалов на поверхность отверстия в детали | 1990 |
|
SU1818184A1 |
| Способ армирования поверхности изделий порошковыми материалами | 1991 |
|
SU1794619A1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ | 2008 |
|
RU2361706C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1993 |
|
RU2035278C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН | 2008 |
|
RU2377110C2 |
| Машина для контактной точечной и рельефной сварки | 1984 |
|
SU1268344A1 |
| Способ получения покрытий изМЕТАлличЕСКиХ пОРОшКОВ | 1979 |
|
SU831366A1 |
| МАШИНА ДЛЯ ЭЛЕКТРОКОНТАКТНОГО УПРОЧНЕНИЯ ТАРЕЛЬЧАТЫХ НОЖЕЙ | 1971 |
|
SU316547A1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2006 |
|
RU2307010C1 |
1. УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОГО НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ПОРОШКА, содержащее пресс-форму. токоподводящий роликовый электродпуансон и бункер-дозатор для гравитационной подачи порошка, о т л и чающееся тем, что, с целью повышения физико-механических свойств наносимого слоя и снижени-я расхода порошка, пресс-форма выполнена составной в виде двух независимо подпружиненных дисков-ограничителей, установленных на валу электрода с обоих его торцов, и насадки с каналом, смонтированной с возможностью перемещения и поджатия к электроду I с помощью пружины, причем выход порошкового канала насадки расположён между боковыми дисками-ограничителями и контактной поверхностью элек(Л трода, а вход соединен с бункеромдозатором посредством гибкого трубопровода. :л со О)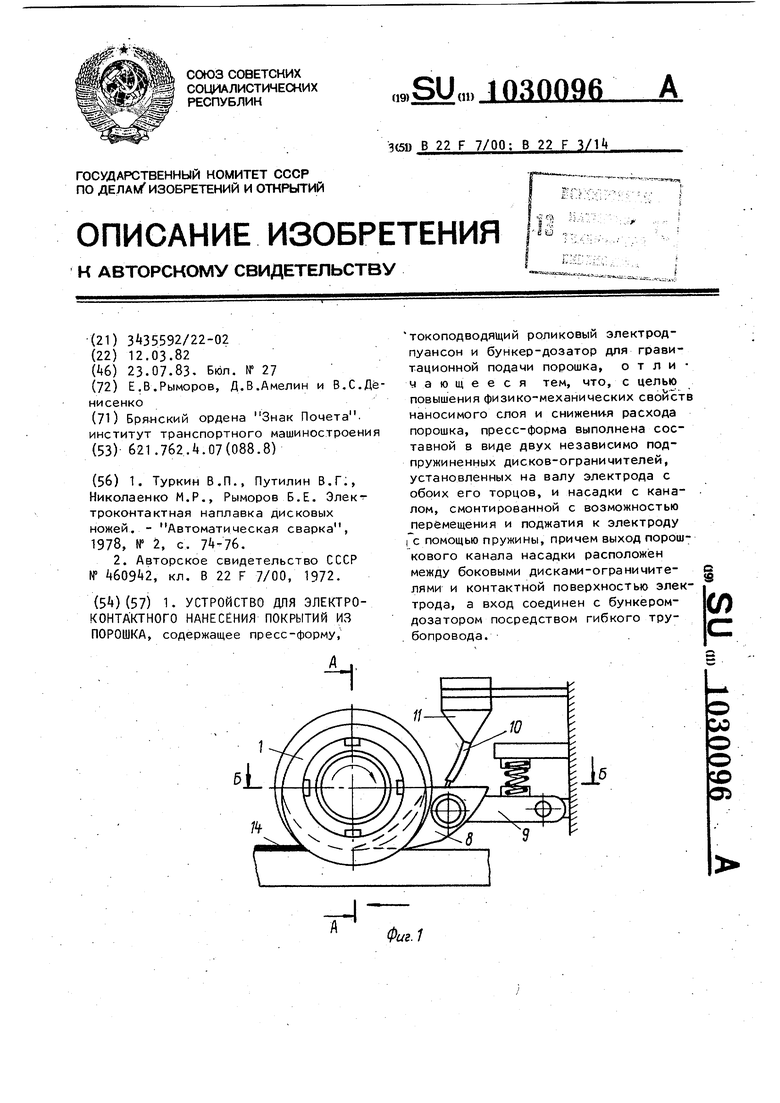
Изобретение относится к порошковой металлургии, в частности к устт ройствам для нанесения покрытий nor рошков на рабочие поверхности деталей методом электроконтактного нагрева. .
Известно устройство для электроконтактного нанесения покрытий из порошка роликовыми электродами | 1.
Однако известное,устройство не обеспечивает направленную дозированную гравитационную подачу порошка в зону нагрева, особенно у кро,мки детали. Порошковый материал течет из зоны спекания, высота и ширина порошкового слоя непостоянны, поэтому напекается неравномерный по плотности, ширине и толщине слой материала, при этом увеличиваются потери порошка, а процесс его подачи является трудноконтролируемым.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является устройство для спекания и наварки порошка, содержащее пресс-форму в виде полуоткрытого желоба, установленного на горизонтальную поверхность детали (заготовки) и охватывающего электрод-пуансон с боковых сторон, а также бункер с порошком, расположенный над пресс-формой 2.
Недостатками известного устройства являются неравномерные плотность, твердость, ширина и высота наносимого слоя, а также большие потери порошка.
Целью изобретения является повыение физико-механических свойств аносимого слоя и снижение расхоа порошка.
Поставленная цель достигается тем; что в устройстве для электроконтактного нанесения покрытий из порошка, содержащем пресс-форму, токоподводя5 щий роликовый электрод-пуансон и бункер-дозатор для гравитационной подачи порошка, пресс-форма выполнена составной в виде двух независимо подпружиненных дисков-ограничителей, установленных на валу электрода с обоих его торцов, и насадки с каналом, смонтированной с возможностью перемещения и поджатия к электроду с помощью пружины, причем выход порошкового канала насадки расположен
между боковыми дисками-ограничителями и контактной поверхностью электрода, а вход соединен с бункеромдозатором посредством гибкого тру- . 0 бопровода.
|{роме того, наружный диаметр дисков-ограничителей на 8-20 мм больше, чем диаметр электрода.
Причем диски-ограничители изготовлены из термостойкого токонепроводящего материала.
При этом сечение подводящего порошок канала выполнено регулируемым. 0 На фиг. 1 изображено устройство
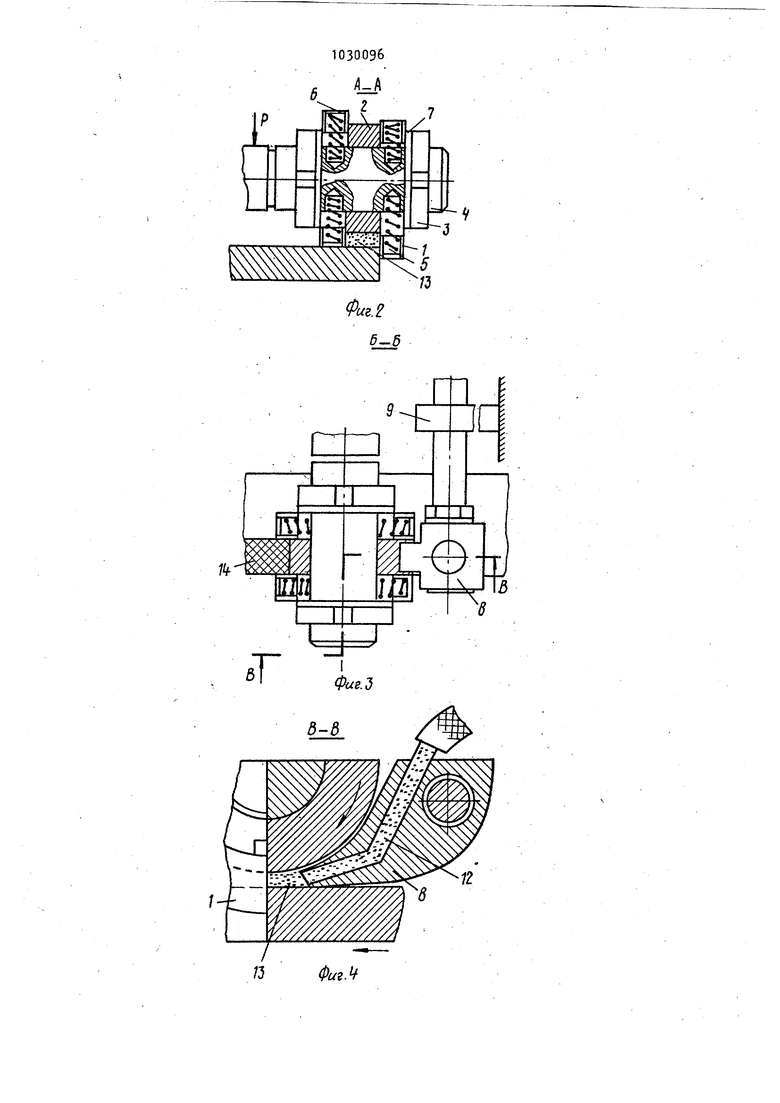
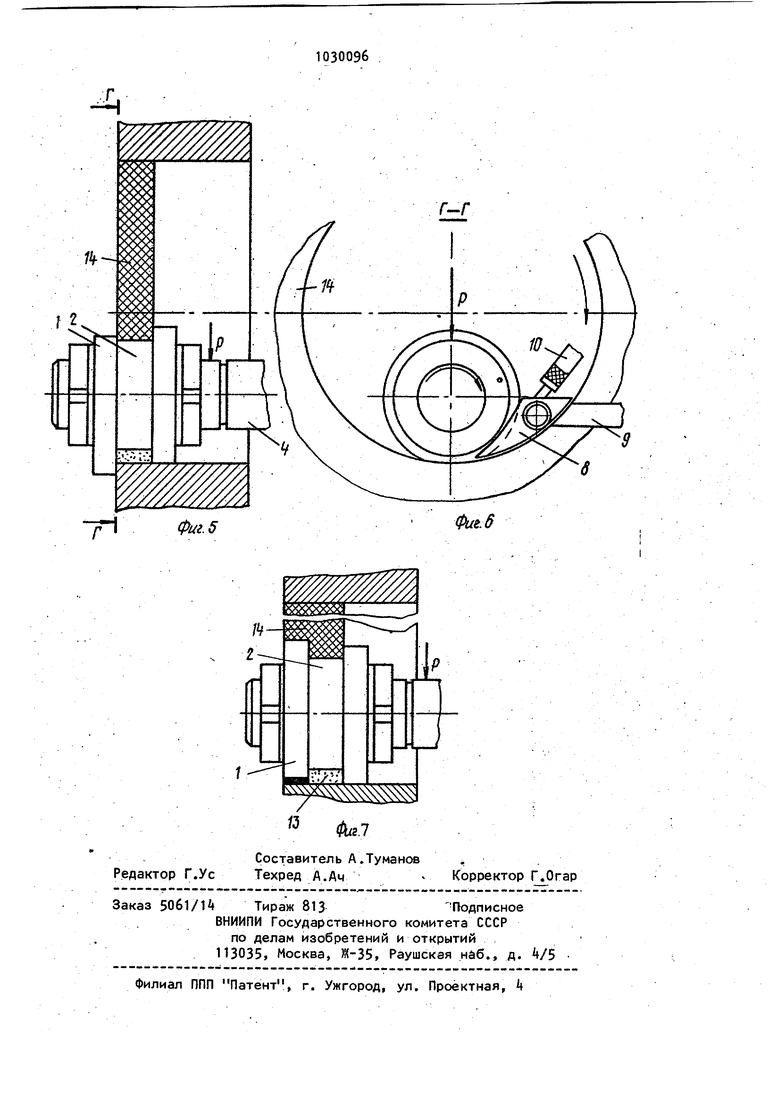
для электроконтактного нанесения по крытия из порошка.на кромку плоской детали, общий вид; на фиг. 2 - разрез А-А на фиг .3; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. k -.разрез В-В на фиг. 3; на фиг. 5 - устi ройство в рабочий момент наваривания порошка на кромку отверстия; на фиг. 6 - разрез Г-Г на фиг. 5; на фиг. 7 - устройство в рабочий момент наваривания порошка на поверхность отверстия вдали рт кромки.
Устройство для электроконтактного нанесения покрытий из порошков устанавливается на поверхность детали (фиг. 1) и состоит из двух дисков-ограничителей 1, установленных с обоих торцов роликового электрода-пуансона 2 (фиг. 2) и закрепленных от осевого смещения с помощью гаек 3 на валу +. Каждый диск-ограничитель 1 подпру жинен четырьмя пружинами 5, натяжение которых регулируется заглушка- ми 6, Между дисками-ограничителями 1 и гайками 3 устанавливается шайба 7. Каждый диск-ограничитель 1 может независимо один от другого пере;мещаться в плоскости, перпендикулярной оси. вращения вала k электрода 2. Насадка 8 (фиг. 1) установлена на подпружиненном рычаге 9 и поджимается к электроду и поверхности детали с помощью торсионной подвески (фиг. 3). По гибкому трубопроводу 10 (фиг. 1) из бункера-дозатора 11 порошок попадает в подводящий канал 12(фиг. 4) и образует слой порошка 13(фиг. i), который после спекания наваривается в виде рабочего слоя Т (фиг. 1). Благодаря тому, что диски-ограничители установлены с обеих сторон токоподводящего роликового электрода и имеют диаметр на 8-20 мм , они удерживают порошок от рассыпания и выброса магнитным полем машины вправо и влево по ходу спекания и наварки независимо от того, по кромке детали или вдали от нее произ водится нанесение слоя. Независимая установка дисков-ограничителей на пружинёх на валу элек трода-пуансона позволяет нижней кром ке любого КЗ них независимо от другого опускаться мм ниже контактной поверхности электрода при включении механизма давления машины, а другому диску-ограничителю подниматься на уровень поверхности детали. При наварке слоя посередине плос кости детали оба диска-ограничителя приподнимаются вверх на уровень этой плоскости/При наварке узкого торца об диска-ограничителя опускаются и их нижние кромки оказываются ниже на i-lO мм, чем контактная поверхность роликового электрода. Таким образом, so всех случаях обеспечивается боковое закрытие 1 . i зоны спекания и наварки от выдавлиВания или выброса порошка. При работе устройство усилием Р (фиг. 2),создаваемым механизмом.сжатия контактной сварочной машины, поджимается к поверхности детали, обраэуя закрытую камеру с слоем порошка 13, который захватывается и , сжимается контактной поверхностью роликового электрода 2. Выдавливанию порошка влево препятствует один из дисков-ограничителей 1, подпружиненный и перекатывающийся по поверхности детали, а вправо - другой ИЗдисков-ограничителей 1 опущенный. вдоль кромки детали ниже поверхности наваривания (фиг. 2). Спереди к электроду 2 и поверхности детали постоянно поджимается насадка 8 (фиг. ), сзади выдавливанию порошка препятствуют ранее наваренные слои порошка, T.ei образуется закрытая пресс-форма. Аналогично работает устройство при наваривании порошка у края отверстия (фиг. 5 и 6). При наваривании второго и последующих проходов (фиг. 7) левый из дисков-ограничителей 1 поднимается на толщину наваренного слоя вверх, а правый перекат 1вается по поверхности детали. Регулирование расхода порошкового материала, а следовательно, и тол-щины наваренного слоя 1 осуществляется изменением проходного сечения подводящего канала 12 (фиг. k) , Так как диски-ограничители выполнены из тёрмостойко-о токонепроводящего материала, замыкание тока через них на порошок исключено, что повышает стабильность плотности сварочного тока, обеспечивает постоянную плотность спеченного материала и долговечность пресс-формы. Предлагаемое устройство снижает расход порошка вследствие исключения его потери, обеспечивает равномерную ширину, высоту, плотность и твердость материала, особенно у кромок поверхности наварки, за счет равномерной направленной подачи порошка и отсутствия его выбросов и зависания при действии магнитного поля кон тактной машины в моменты протекания разогревающих импульсов электрического тока.
IP
/1-А
X
Фиг.Ч 5-5
И
и
5
8
L
Г
&
фие.З
5-5
ФигМ
П
12
