ным буртиком 18, поджимаемым к поверхности детали 4. В иэноп1енн,1е отверстия детали 4 устанавливают заглушки, засыпают порошок и опускают верхний электрод ,10. Порошок приваривают по всей кольцевой поверхности, поворачивая электрод 10, Затем освобождают стол 3 и перемещают его до расположения под электродами следующего отверстия детали 4. 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электроконтактная сварочная машина для восстановления и упрочнения деталей | 1989 |
|
SU1703332A1 |
| Автоматический станок для электродуговой на плавки инструментов | 1931 |
|
SU31521A1 |
| МАШИНА ДЛЯ ЭЛЕКТРОКОНТАКТНОГО УПРОЧНЕНИЯ ТАРЕЛЬЧАТЫХ НОЖЕЙ | 1971 |
|
SU316547A1 |
| Способ электроконтактной наварки порошковых материалов на поверхность отверстия в детали | 1990 |
|
SU1818184A1 |
| Устройство для электроконтактного нанесения покрытий из порошка | 1982 |
|
SU1030096A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ, АРМАТУРЫ, ТРУБ, ДЛИННОМЕРНОГО МЕТАЛЛОПРОКАТА (ВАРИАНТЫ) И МАШИНА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ С ФИГУРНЫМ ХОДОМ ВЕРХНЕГО ЭЛЕКТРОДА (ВАРИАНТЫ) | 2012 |
|
RU2533067C2 |
| Способ армирования поверхности изделий порошковыми материалами | 1991 |
|
SU1794619A1 |
| Машина для контактной точечной сварки | 1982 |
|
SU1044450A1 |
| Пневмопривод машины для контактной точечной сварки | 1990 |
|
SU1759582A1 |
| Машина для контактной точечной сварки | 1977 |
|
SU740438A1 |
Изобретение относится к области контактной сварки. Оно позволяет повысить производительность и качество соединения, а также расширить номенклатуру восстанавливаемых и упрочняемых наваркой порошка деталей. Машина содержит подвижный стол 3 для закрепления детали 4, фиксируемый iS фиксатором 9, верхний подвижный и поворотный электрод 10 и нижний подвижный электрод 1 7 со съемным контактО5 эо ОС) 4;: 4
1
Изобретение относится к оборудованию для контактной сварки, в частности к устройствам для нанесения покрытий, преимущественно из порошков на -рабочие поверхности деталей методом контактной сварки.
.Цель изобретения - повышение производительности, качества и расширение номенклатуры восстанавливаемых и упрочняемых наваркой порошка деталей .
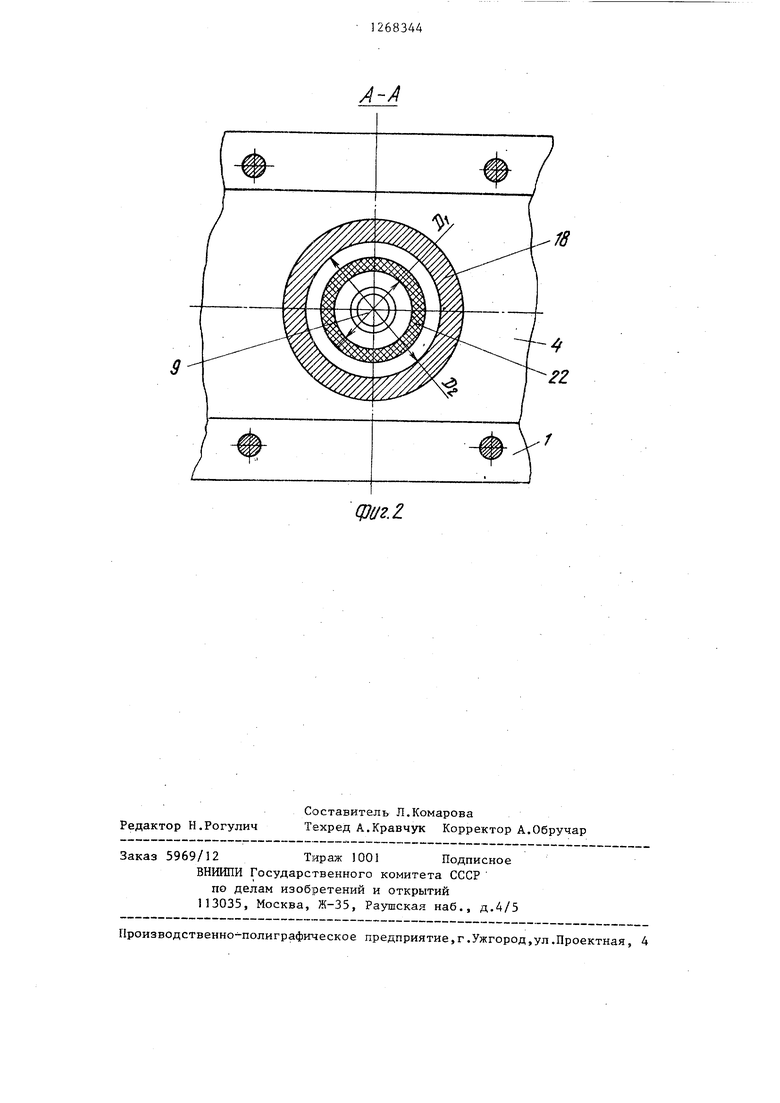
На фиг.1 изображена принципиальная электрокинематическая схема машины; на фиг.2 - разрез А-А на фиг.
Машина имеет станину 1, на направляющих 2 которой установлен подвижный стол 3 с деталью 4, снабженный приводом перемещения и механизмом фиксации. Приводом перемещения является электродвигатель 5, соединенный со столом 3 муфтой 6 и редуктором 7.
Механизм фиксации предназначен дпя стопорения в рабочей позиции подвижного стола 3 с деталью 4. Механизм фиксации выполнен в виде пневмоцилиндра 8 с поршнем, шток которо-го соединен с фиксатором 9.
На станине 1 смонтирован верхний электрод 10 с приводом возвратно-поступательного перемещения. Приводом является пневмоцилиндр 11 с поршнем и штоком, обеспечивающий перемещение электрода 10 вверх - вниз и создающий рабочее давление сжатия.
Верхний электрод 10 дополнительно снабжен приводом его поворота на заданный угол вокруг вертикальной оси. Привод выполнен в виде пневмоцилиндра 12, со штоком поршня которого последовательно соединены винтовой талреп 13 и. храповой механизм 14, на котором установлено счетноимпульсное реле 15, фиксирующее число шагов поворота электрода 10. Рел
15 электрически связано с электропневматическими клапанами, управляющими работой пневмоцилиндров и размещенными в шкафу 16.
Нижний электрод 17, установленный на станине, выполнен подвижным, соединен с приводом его перемещения и . снабжен съемным контактным буртиком 18 с замкнутым контуром, который изготовлен из материала с высокой электропроводностью. Приводом перемещения является пневмоцилиндр 19 с поршнем, штоком и системой рычагов, связанный с нижним электродом 17, KOTOрый поджимается пневмоцилиндром 19 к поверхности детали 4 и подключен к сварочному трансформатору 20 гибкой шиной 21.
Сварочньш трансформатор 20 с контактором, обеспечиваюш 1М его включе ние в работу, токоведущие шины и другие детали сварочного контура (не показаны) образуют силовое электрооборудование машины.
Машина работает следующим образом.
Деталь 4, подлежащая восстановлению, например головку блика цилиндров дизеля СМД-14-С восемью изношенными отверстиями для клапанных гнеэд
устанавливают на подвижный стол 3. Наварку слоя осуществляют в отверстиях по кольцевой поверхности 22 каждого клапанного гнезда с диаметром D,, которую охватывают по всему контуру контактным буртиком 18 диаметром D . В отверстия детали 4 ус танавливают заглушки и засьшают необходимую порциюпорошка.
При подаче электроэнергии на двигатель 5 крутящий момент от него передается через муфту 6 и редуктор 7 на подвижный стол 3, который движется по направляющим 2 вместе с установленной на нем деталью 4.
Как только первое отверстие переместится в позицию под верхний электрод 10, автоматически включается пневмоцилиндр 8, который вводит фиксатор 9 в отверстие стола 3 и детали 4 и удерживает их от смещения , до окончания наварки всей кольцевой поверхности 22 детали 4. При этом обеспечивается соосность восстанавли ваемого отверстия и оси пневмоцилиндра 11.
Затем срабатывает.привод 19, который плотно поджимает к поверхности детали 4 концентрично поверхности 22 контактный буртик 18, закреплен1 ый на нижнем электроде 17. После этого включается пневмоцилиндр 11 механизма сжатия машины, который опускает верхний электрод 10. .При этом слой порошка прижимается электродом 10 к поверхности 22 детали 4 и образуется замкнутая цепь вторичного контура сварочной машины, через который протекггет импульс сварочного тока от трансформатора 20.
В результате такой совместной электротермомеханической обработки происходит спекание и наварка порошка на участке поверхности детали, лежащем под площадкой контактного сектора верхнего электрода 10.
Для получения непрерывного кольцевого слоя необходимо наварить с перекрытием ряд таких соседних точечных участков. Поэтому после наварки первой точки электрод 10 автоматически поднимается с помощью пневмоцилиндра 11, затем поворачивается вокруг вертикальной оси на заданный угол, кратный 0,8-10°, с помощью пневмоцштиндра 12, талрепа 13 и храпового механизма 14 снова электрод 10 опускается вниз и рядом с первой, точкой наваривают вторую. Так циклы наварки повторяются пока- электрод 10 не .совершит полный оборот вокруг вертикальной оси и не произойдет наварка по периметру отверстия.
683444
При необходимости с помощью соответствующей настройки счетно-импульсного реле 15 можно наварить
часть окрзжности, либо производить 5 наварку в два и три слоя, что потребует поворота электрода 10 соответственно на 720 и 1080°.
Высокое качество наваренного слоя по его периметру достигается благо10 даря стабильному электросопротивлению вторичного контура данной машины независимо от угла поворота верхнего электрода 10. Boз oжнocть быстрой смены контактного буртика 18
15 расширяет номенклатуру диаметров, конфигурации форм навариваемых поверхностей вoccтaнaвливae ЪFx деталей и позволяет восстанавливать головки блоков дизелей Ж13-238 НБ, СМД-14 и др .
20 Полуавтоматический цикл работы еще более повышает производительность машины,
Формула изобретения
Машина для контактной точечной и рельефной сварки, содержащая смонтированные на станине подвижный стол с приводом и механизмом фиксации,
верхний электрод с приводом возвратно-поступательного перемещения и нижний электрод, отличающаяся тем, что, с целью повышения производительности, качества
и расширения номенклатуры восстанавливаемых и упрочняег ых наваркой порошка деталей, верхний электрод снаб-, жен приводом поворота на заданный угол, выполненным в виде пневмоцилиндра и последовательно соединенных с его штоком талрепа и храпового механизма, а нижний электрод выполнен со съемным контактным буртиком замкнутого контура, изготовленным из высокоэлектропроводного материала, и снабжен приводом перемещения, соединенным с ним с помощью системы рычагов и тяг.
18
фи2.2.
| Кочановский Н.Я | |||
| Машины для контактной электросварки | |||
| - М | |||
| -Л.: Госэнергоиздат, 1954, с.409 | |||
| Аксельрод Ф.А | |||
| и др.Оборудование для сварки давлением | |||
| -М.: Высшая школа, 1975, с.240 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| дование рельефной сварки | |||
| - Л.:Маши- ностроение, 1976, с | |||
| Способ образования азокрасителей на волокнах | 1918 |
|
SU152A1 |
| Машина для контактной точечной и рельефной сварки | 1981 |
|
SU1009675A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
