Изобретение относится к электросварочному оборудованию для роликовой наварки износостойкого металлического порошка.
Известны машины для электрической контактной шовной сварки серии МШП, МШПР, МШПЛ, МШПХ, МШПЦ, которые содержат корпус, механизм давления, верхнюю и нижнюю электродные части, гибкие шины, механизм врашения сварочных роликов (привод), сварочный трансформатор, .пневматическую и гидравлическую системы и блок управления.
Известна также установка для сборки и контактной сварки конических поверхностен, содержащая горизонтально расположенный механизм давления, соединенный с боковой электродной частью с возмол4ностью вертикального и горизонтального перемешения относительно детали.
Цель изобретения - повысить производительность машины и качество рабочей поверхности тарельчатых ножей.
Это достигается тем, что электродная (боковая) часть машины шарнирно установлена на ползуне механизма давления .и содержит контактный вал, на котором строго по линии приложения давления между двумя опорами, выполненными в виде подшипников качения, закреплен роликовый электрод. Токоведущая консоль, на которую устанавливается упрочняемый тарельчатый нож, сменная и выполнена разъемной в виде двух полумуфт, охлаждаемых водой. Одна полумуфга навинчивается на передний конец центрального конгактного вала, а другая выполнена съемной
II предпазначена для крепления к ней обрабатываемой детали.
Кроме того, предлагае.мая машина : 1ол-сет содержать пневматический сбрасыватель готовых деталей, установленный на токоведущей консоли и выполненный в виде кольца, соединенного с пневмоприводом через рычажную систему. ЛУашина может содержать также зачист11ое устросйтво, выполненное в виде стальной HieTKii, связанной с ппевмотурбинон,
установленной на рычажной системе пиев.моиривода.
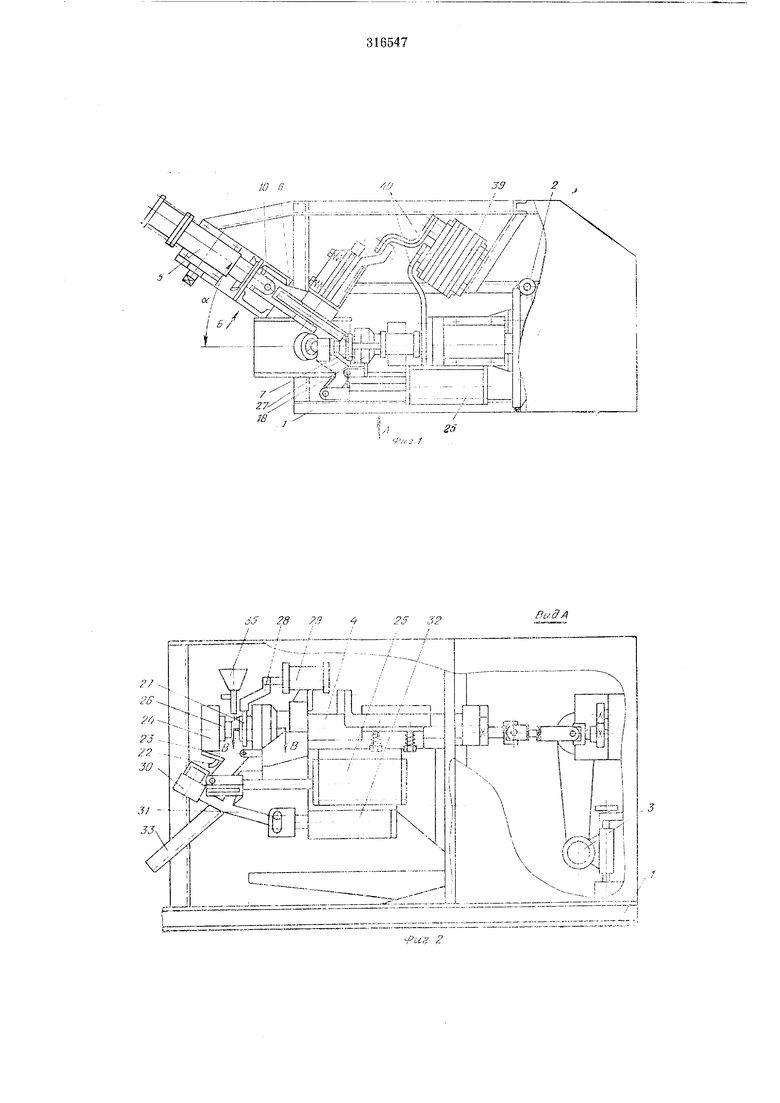
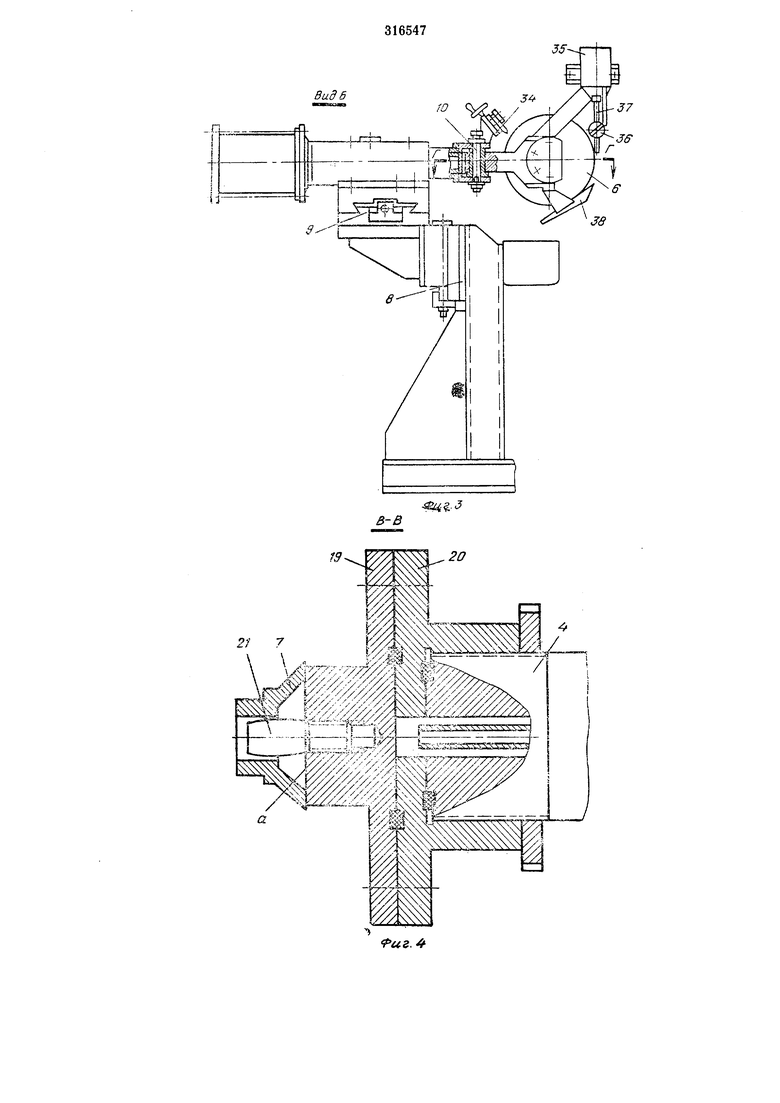
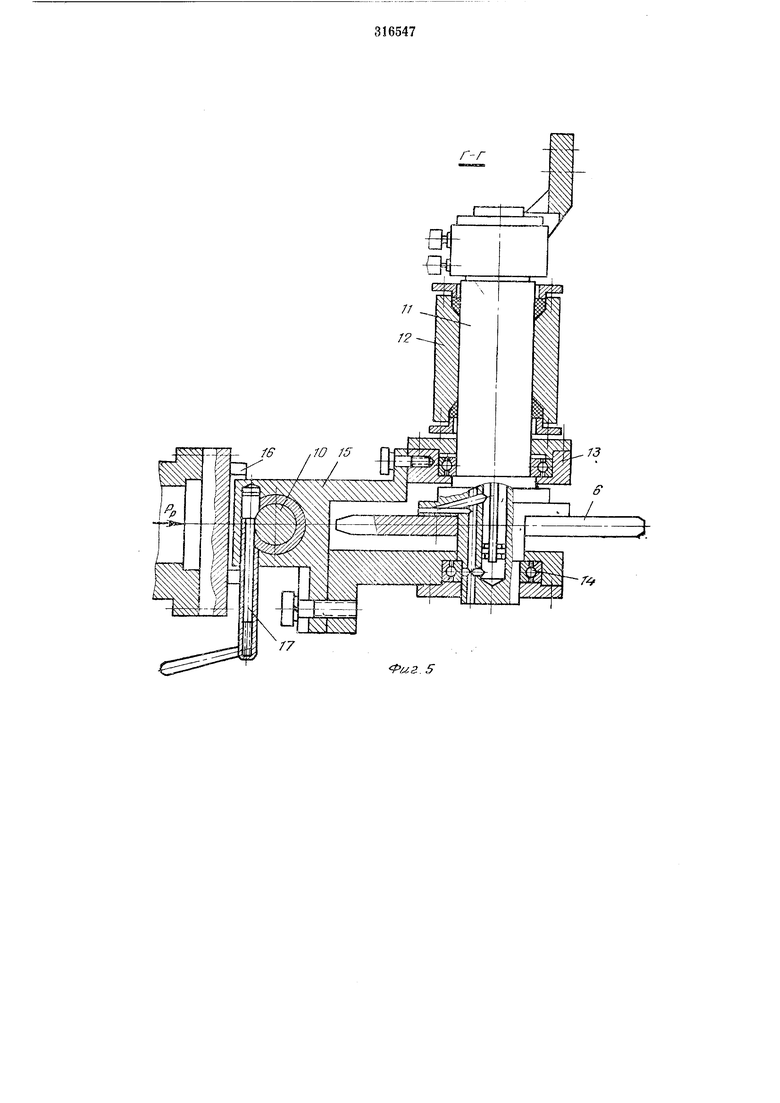
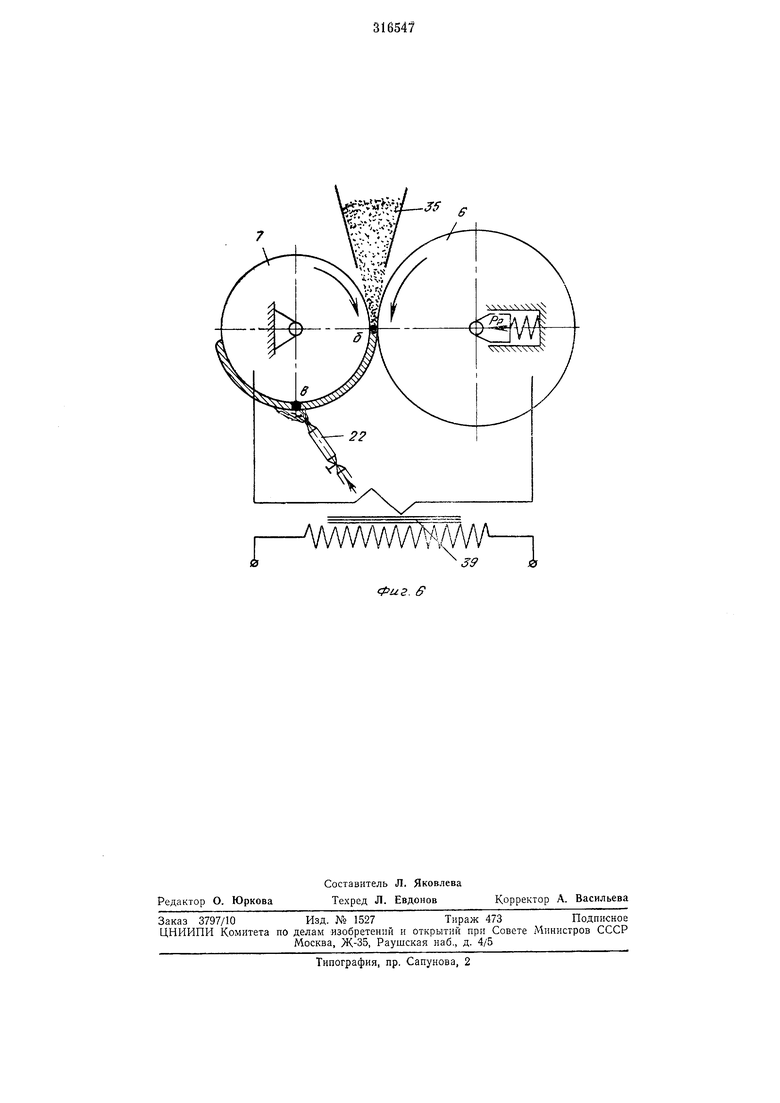
На фиг. 1 показана предлагаемая машина, вид сверху; на фиг. 2 - вид по стрелке Л на фиг. 1; на фиг. 3 - вид но стрелке Б на
фпг- i; на фиг. 4 - разрез но В-В на фиг. 2; iia фиг. 5 - разрез но Г-Г на фиг. 3; на фиг. 6 - схема процесса наварки с закалкой Машина имеет корпус 1 из сваренных между собой швеллеров ,и труб. В трубчатом каркасе 2 корпуса, выиолняюшего одновременно и роль рессивера, расположен привод 3 центрального контактного вала 4, состоящий из электродвигателя, регулятора скорости, клинового ремня, редуктора с двухступенчатым карданного вала (типовой привод шовных машип). Механизм давления 5, расположенный в горизонтальной плоскости иод углом а к цетггральному валу, служит для создания рабочего сварочиого давлеиия Pp. Он состоит из корпуса, в котором иеремегцается ползун. К корпусу KpeiiHTCH нневмоцилиндр. Для устаповки роликового электрода 6 в требуемое положение по отношению к унрочияемому тарельчатому ножу 7 механизм давлен1ш установлен па нанравляюидих 8 и 9, выполненных в виде ласточкииа хвоста. Наиравляющие позволяют перемеш,ать механизм давления, а следовател1Упо и ролпковы электрод в вертикальном и горизонтальном направлениях (а требуемую величину. Для равномерного нрижатия роликового электрода к упрочняемой новерхности тарельчатого ножа по всей ширине боковая электродная часть закреплена в шарпнрном механизме 10 который устаповлеи на иолзупе механизма давлеиия. Боковая электродная чаеть состоит из коптактпого вала //, двух контактных крышек 12, роликового электрода 6, двух онор 13 и 14 и держателя 15. Роликовый электрод закреплен на контактном валу 11 строго но линии приложения сварочного давлеиия Рр между опорами 13 и 14, выполпениыми в виде подшипников качения. В таком выиолпеп.ии боковая электродная часть позволяет роликовому электроду самоустаиавливагься в горизонтальной илоскости. Для огра ичения угла новорота роликового электрода служат уноры 16, а усилие иоворота регулируется таигеициальиым зажимом 17. Для обеспечения еъема роликового электрода с контактного вала оиора 13 вынолнена съемной. Для улучшения охлаждения (с целью ноддержаиия стабильности режлмов сварки) контактной поверхности а, а также для обеспечения снижения расхода цветных металлов и их замены токоведуш.ая консоль 18 выполнена разъемной в виде двух полумуфт 19 и 20, непо:редственпо охлаждаемых водой. Полумуфта 19 съемная и имеет на иереднем конце, в центре контактной поверхности, шиильку 21, па которую устанавливается упрочпяемый тарельчатый нож 7. Полумуфта 20 навинчивается на нередний конец центрального вала 4 и стопорится контргайкой. Для закалки навариваемого тарельчатого ножа ирименеио закалочное устройство 22, вынолненное в виде изогнутой трубки. Оно укреплено на рычажной системе 23 прижима 24и подводится к управляемому тарельчатому ножу в его нижней точке б. Включение и отключение охлаждающей жидкости производится гидроклаианом, унравляемым с блока уиравления (на чертеже не иоказапы). Прижим 24 с приводом от иневмоцилиндра 25через рычажную систему 23 прижимает упрочняемый тарельчатый нож к контактной пове|)хиости токоведущей коисоли. Пята 26 нрижима свободно поворачивается в подшипниках. Для сброса упрочненного тарельчатого ножа на иереднем конце электродной головки установлено кольцо 27, которое соединено рычажной системой 28 с пневмоцилиндром 2У. Для зачистки контактной поверхности от нрплиншего порошка после упрочнения ножа в машине предусмотрена стальная щетка, приводимая во вращение от пневмотурбинки 30, устаиовлеиной на рычажной системе 31 пневмоцилиндра 32. Упрочиенпые ножи сбрасываются в лоiOK 33. Для зачистки рабочей поверхности роликового электрода нрименена резцовая головка 34, резец которой иодводится к роликовому электроду с помощью супнорта. Порошок для наварки размещен в бункере 35, а его нодача осуществляется магнитным запирающим устройством 36, выполненным в виде катушки с сердечником, установленным вплотную к нижней части питательной трубки 37. Для отвода неиспользованного порошка примепен лоток 38. Трансформатор 39 машины соединен с контактными крышками боковой электродной части и центрального контактного вала гибкими шинами 40. Контактные валы, роликовый электрод, контактные крышки, трансформатор имеют водяное охлаждение типового исполнения (на чертеже показано частично). Машина имеет блок управления для управления работой всех систем и выносной пульт уиравления (на чертеже не показаны). Тарельчатый нол- 7 устанавливается на шпильку 21 токоведущей консоли 18. После включения машины (работа производится автоматически) прижим 24 пятой 26 прижимает тарельчатый нож к контактной поверхности. Роликовый электрод 6 прижимается к упрочняемой поверхности тарельчатого ножа с рабочим давлением Р-р, а в зону наварки из бункера 35 подается порошок. При вращении центрального контактного вала 4 и включения трансформатора 39 порошок наваривается на конусную поверхность тарельчатого ножа. При достиженнн наваренным слоем точки в на него подается струя охлаждающей жидкости из закалочного устройства 22, и при дальнейшей наварке происходит закалка ножа на требуемую глубину. После наварки всей поверхности ножа (с перекрытием 2-3 мм) выключается сварочный ток, прекращается подача порошка в зону наварки с помощью устройства 36, и роликовый электрод 6 пневмоприводом отводится в исходное положение. Центральный контактный вал 4 с нрижатым тарельчатым ножом 7 продолжает вращение до тех нор, пока зона наварки не пройдет точку в, т. е. нока вся иоверхость не закалится. После этого гидроклапан закрывается, подача о.хлаждающей жидкости прекращается, нрижим 24 освобождает тарельчатый нож, и он сбрасывается со шпильки 21 кольцом 27 в
ной консоли подводится щетка, которая зачищает контактную поверхность от остатков порошка, после чего возвращается в исходное положение, и цикл повторяется. Предмет изобретения
1. Машина для электроконтактного упрочнения тарельчатых ножей, содержащая корпус, сварочный трансформатор, горизонтально расположенный механизм давления, соединенный с боковой электродной частью с возможностью вертикального и горизонтального перемещения относительно детали, нриводную токоведущую консоль с контактным валом и прижимом, охлаждающее устройство, электрическую, пневматическую, гидравлическую системы и блок управления, отличающаяся тем, что, с целью повышения производительности и качества рабочей поверхности тарельчатых ножей, боковая электродная часть машины шарнпрно установлена на ползуне механизма давления и содержит контактный вал, на котором между двумя опорами, выполнеппыми в виде подшипников качения, закреплен роликовый электрод, а токоведущая консоль выполнена разъемной в виде охлаждаемых водой двух полумуфт, одна 13 которых соединена с цснтральньпг контактным валом, а другая выполнена съемной и предназначена для крепления к 1ей обрабатываемой детали.
2.Машина по п. 1, отличаюи{аяся тем, что она содержит пневматический сбрасыватель готовых деталей, усгановлепный на токоведущей ко 1соли и выполненный в виде кольца, соед1 ненного с пневмоприводом через рычажную систему.
3.Машипа по п. I, от.п1ча1О цаяся тем, что она содержит зачистное устройство, выполненное в виде стальной щетки, связанной с нневмотурбиной установле ной на рычажной системе 1невмопривода.
| название | год | авторы | номер документа |
|---|---|---|---|
| ;ОЮЗНАЯ | 1973 |
|
SU381491A1 |
| МАШИНА ДЛЯ ШОВНОЙ СВАРКИ | 1969 |
|
SU238035A1 |
| Электроконтактная сварочная машина для восстановления и упрочнения деталей | 1989 |
|
SU1703332A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СВАРКИ | 1970 |
|
SU273349A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ РОЛИКОВОЙ СВАРКИ | 1967 |
|
SU198472A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ | 1968 |
|
SU220375A1 |
| КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИЕр, р,-ч f^,,.-, .^ ,f*^i—4-*4».''i\,,-OJ-i ,-л '••; ;1А1ЕНТНО^ГЕА;{::г:П"Л-^: | 1971 |
|
SU307868A1 |
| Машина для шовной контактной сварки | 1981 |
|
SU961894A1 |
| АППАРАТ ДЛЯ КОНТАКТНОЙ СВАРКИ | 1966 |
|
SU179856A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU321330A1 |
Вид б
Э
..g.J
В-В
fuz.
мг. 5
