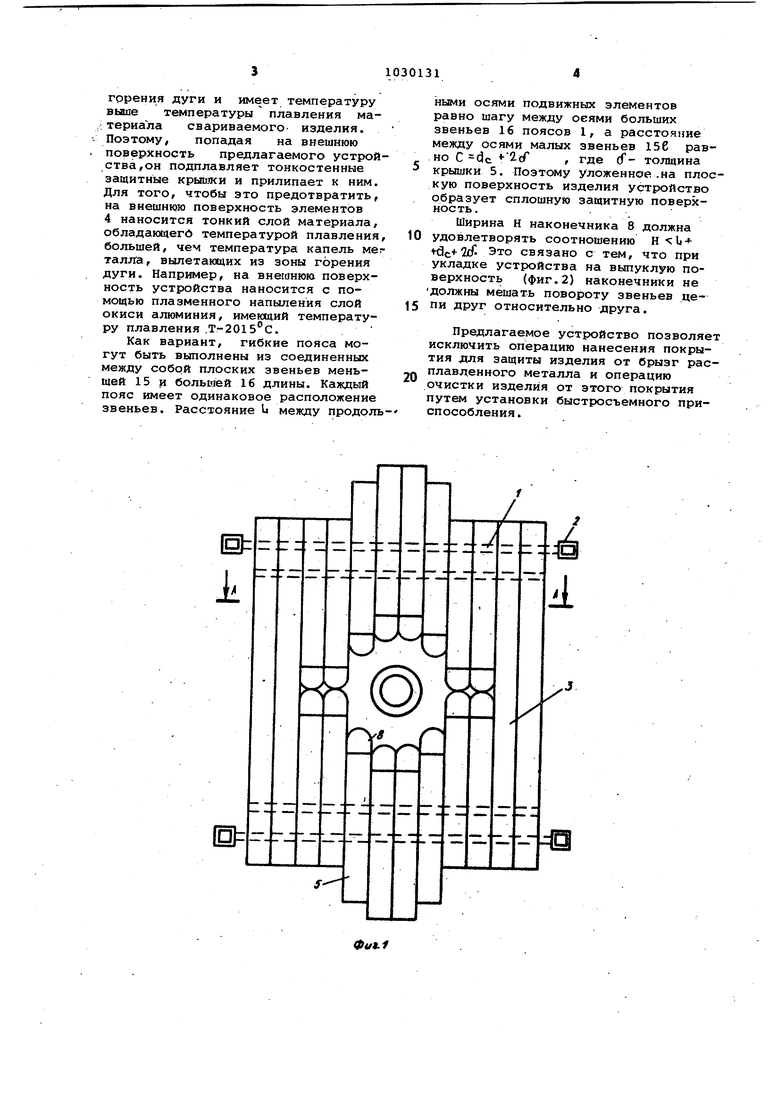
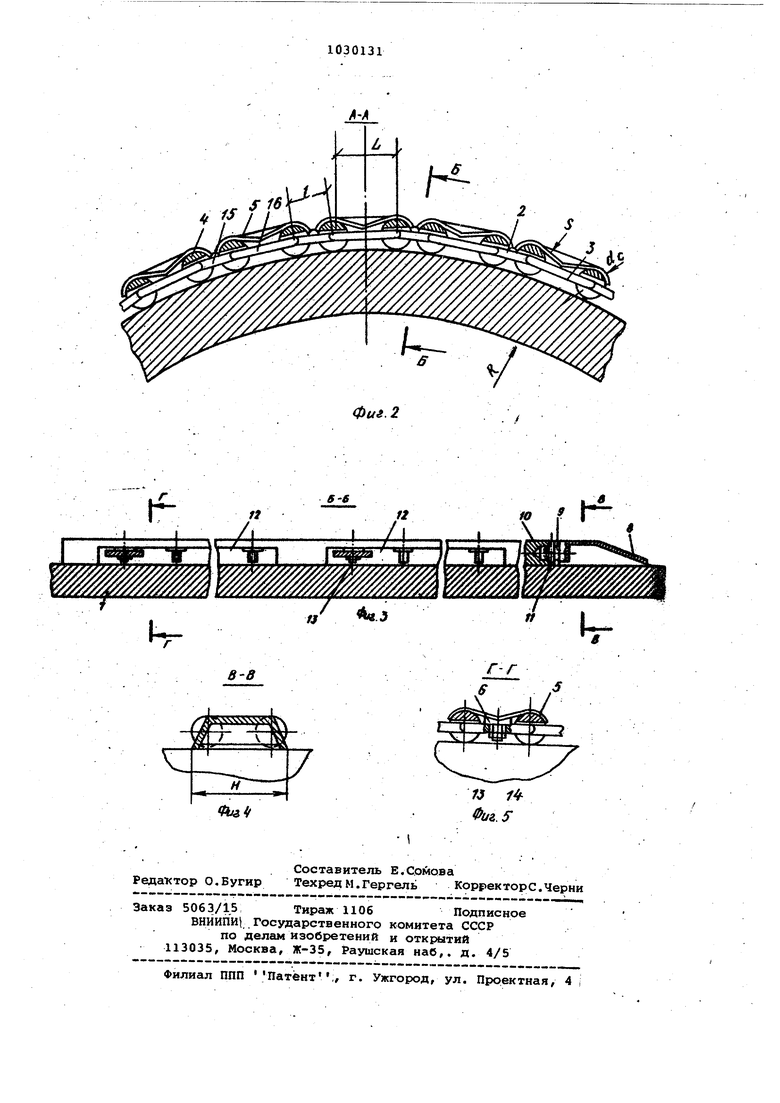
Изобретение отнрсится к сварке и может быть использовано при свар ке открытой дугой любых деталей. При сварке обычно производится защита металлических поверхностей от прилипания расплгавленных капель электродного металла, вылетающих и зоны горения дуги под действием электродинамических сил. Известен способ защиты поверхности от сварочных брызг, включающий нанесение на поверхность изделий различных покрытий на околошовную зону и последующее обягэательное удаление покрытия 1, Однако удаление после сварки с поверхности изделия, нанесенного покрытия связано со значительным расходом рабочего времени, который несоизмеримо больше рабочего времени затрачиваемого на сварку. Кроме того, покрытий трудноудалимы с поверхности и могут быть источни ками коррозии и риавчины, так как содержат в себе влагу и химически активные вещества. . Наиболее перспективным было бы использование каких-то промежуточн элементов с нанесенным на -их поверхность защитным покрытием. Известно применение для защиты от брызг промежуточных элементов экранов 2., Недостатком указанного решения ляется значительная трудоемкость изготовления этих элементов и слож ность использования их для сварных швов различной-сложной конфигураци Известно также съемное сварочно приспособление , закрепляемое на с риваемом изделии, копирующее форму изделия и свариваемого стыка и состоящее из набора подвижных друг относительно друга в продольном направлении элементов. Устройство можно использовать при сварке изделий со конфигурацией сва рочного стыка оно легко перестраивается при изменении формы стыка Однако конструкция известного устройства не позволяет применять его для защиты поверхности изделий от брызг расплавленного металла. Цель изобретения - создание съемного сварочного приспособления для защиты поверхности от брызг расплавленного металла, копирующего форму стыка in легко перестра ваемого при изменении формы стыка Поставленная цель достигается тем, что съемное сварочное приспос ление, закрепляемое на свариваемом изделии, копирующее форму изделия и свариваемого стыка и состоящее из набора подвижных друг относител но друга в продольном направлении элементов, оснащено гибкими пояса ми с крепежными петлями и краевы ми элементами, жестко скрепленными с поясами, а подвижные элемен: ы разделены на две одинаковые группы, каждая из которых смонтирована на соответствующих поясах, элементы . каждой группы объединены попарно и снабжены жестко связанной с ними тонкостенной фигурной крыыкой и сменными наконечниками, в каждом элементе выполне Ы продольные пазы в количестве, ссютветствуняцем числу гибких поясов, при этом обе группы элементов расположены наконечниками навстречу друг к другу. Гибкий пояс может быть выполнен из шарнирно соединенных и последовательно чередующихся плоских . звеньев разной длины. Кроме того, для исключения прилипания брызг на фигурные крышки и наконечники нанесено брызгоотталкивающее покрытие. Причем дополнительно для облегче ния удаления брызг в центре фигурной крышки выполнен продольный конический желоб. На фиг.1 представлено предлагаемое устройство в сборе с привариваемой деталью, вид в плане на фиг.2 - разрез А-А на фиг.1Спри условии крепления приспособления на криволинейной поверхности; на фиг.З - разрез Б-Б на фиг.2; на фиг.4 - разрез В-В на фиг.З; на . Фиг.5 - разрез Г-Г на фиг.З. Устройство .содержит гибкле тонкостенные металлические пояса 1 с ;крепежными петлями 2 и краевыми э.лементами 3. Краевые элементы (по два с каждой стороны) жестко скреплены с поясами и образуют с ними замкнутый контур. Подвижные элементы 4.выполнены в виде стержней вдвое короче краевых элементов и объединены попарно тонкостенной фигурной крьаикой 5, укрепленной, например, с помощью контактной сварки. В крышке выштамповано коническое углубление 6, направленное остием в сторону изделия 7.Каждая пара подвижных элементов 4 снабжена сменным наконечником 8., хвостовики 9 которого входят в отверстия 10 на торцах элементов 4 и закрепляются штифтами 11. В каждом подвижном элементе выполнены продольные пазы 12 в количестве, соответствующем числу гибких поясов. В зоне продольных пазов 12 в каждой вершине конического углубления 6 прикреплены с помощью контактной или конденсаторной сварки специальные шпильки 13, которые с помощью гайки 14 образуют жесткое соединение элементов с поясом. При электродуговой сварке плавящимся электродом расплавленный меХ&лл в виде капель вылетает из зоны
горения дуги и имеет температуру Bfcoiie температуры плавления ма:териала свариваемого изделия. Поэтому, попадая на внешнюю поверхность предлагаемого устройства,он подплавляет тонкостенные защитные крывжи и прилипает к ним. Для того, чтобы это предотвратить, на внешнюю поверхность элементов 4 наносится тонкий слой материала, обладающего температурой плавления, большей, чем температура капель мег таляа, вылетающих из зоны горения дуги. Например, на внешнюю поверхность устройства наносится с помощью плазменного напыления слой окиси алюминия, имеющий температуру плавления .Т-2015с.
Как вариант, гибкие пояса могут быть выполнены из соединенных между собой плоских звеньев меньшей 15 и большей 16 длины. Каждый пояс имеет одинаковое расположение звеньев. Расстояние U между продольными осями подвижных элементов равно шагу между оеями больших звеньев 16 поясов 1, а расстояние между осями малых звеньев 156 равно -2сГ , где (f- толщина крышки 5. Поэтому уложенное .на плоскую поверхность изделия устройство
образует сплошную защитную поверхность..
Ширина Н наконечника 8 должна 0 удовлетворять соотношению . Это связано с тем, что при укладке устройства на выпуклую поверхность (фиг.2) наконечники не ДОЛЖНЫ мешать повороту звеньев цепи друг относительно друга.
Предлагаемое устройство позволяет исключить операцию нанесения покрытия для защиты изделия от брызг расQ плавленного металла и операцию очистки изделия от этого покрытия путем установки быстросъемного приспособления .
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки | 1987 |
|
SU1426735A1 |
| Способ защиты узлов контактных стыковых машин от искр и брызг расплавленного металла и устройство для его осуществления | 1990 |
|
SU1780959A1 |
| Устройство для многоэлектродной дуго-ВОй СВАРКи | 1979 |
|
SU804282A1 |
| ПРОТИВОПРИГАРНОЕ ПОКРЫТИЕ ДЛЯ ЗАЩИТЫ ПОВЕРХНОСТИ СВАРИВАЕМЫХ ИЗДЕЛИЙ И ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ ОТ БРЫЗГ РАСПЛАВЛЕННОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ ПЛАВЛЕНИЕМ | 2005 |
|
RU2301733C1 |
| Способ изготовления закрытого сосуда электронно-лучевой сваркой | 2024 |
|
RU2835914C1 |
| Способ лазерной сварки вакуумно-плотных кольцевых, спиральных и прямолинейных швов металлических деталей и устройство для его осуществления | 2019 |
|
RU2715930C1 |
| Машина для контактной стыковой сварки | 1988 |
|
SU1593836A1 |
| Машина для контактной стыковой сварки труб большого диаметра | 1981 |
|
SU977124A1 |
| ТЕРМОСТОЙКИЙ ПОЯС ДЛЯ ЗАЩИТЫ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ МАГИСТРАЛЬНОГО ТРУБОПРОВОДА | 2003 |
|
RU2221955C1 |
| Устройство для сварки горизонтальных швов трубчатых колонн | 1982 |
|
SU1016125A1 |
1. СЪЕМНОЕ СВАРОЧНОЕ ПРИСПОСОБЛЕНИЕ,за1фепляемое на свари- B ieMOM изделии, копирующее форму и свариваемого стыка и состоящее из набора подвижных друг относительно друга в продольном направлении эл0 1ентов, о т л и ч a ю щ е е с я тем, что, с целью возможности его использования для защиты сва.риваемого изделия от брызг расплавленного металла, оно оснащено гибкими поясг1ми с крепежн1Л4и петлями ifS: Л гЬ.I и краевьвли элементами, жестко скрепленными с поясами, a подвижные элементы разделены на одинаковые группы, каждая из КОТОЕЯЛХ смонтирована на соответствующих поясах, элементы каждой группы объединены попаря но и снабжены жестко связанной с няч ми тонкостенной фигурной крьамкой и смениьми наконечниками, в каждом элементе выполнены продольные пазы в количестве, соответствующем числу /гибких поясов, при зтс обе группы элементов расположены наконечниками навстречу друг к другу. ; 2. Приспособление по п.1, о т л ич ающ е е с я тем, что, гибкий пояс выполнен из.- шарнирно соединенных и последовательно че(Л С редующихся плоских звеньев разной длины. 3. Приспособление по п.1, от личающеёся тем, что на фигур О нее к хлцки и наконечники нанесено с. брызгоотталкивающее покрытие. 4 Приспособление попп.1 и 2, отличающееся тем что 3 центре фигурной крышки выполнен продолышй конический желоб; СО 
х
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ЭМУЛЬСИЯ ДЛЯ ЗАЩИТЫ ПОВЕРХНОСТИ СВАРИВАЕМОГО ИЗДЕЛИЯ ОТ БРЫЗГ РАСПЛАВЛЕННОГО МЕТАЛЛА | 0 |
|
SU239013A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ получения сульфокислот из нефтяных масел | 1911 |
|
SU428A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
