Отличительной особенностью предлагаемого устройства является применение стержня, передвилшого в осевом направлении к золотнику клапана подъемника под воздействием рычага, приводимого в движение выступом конвейерной цени при подаче ею корзин с изделиями на решетку подъемника, и поворотного под наясимом на его конец упора тяги подъемника при он скании последнего и освоболсдении этим золотника для нереключения подъемника на обратный ход. Такое выполнение устройства обеспечивает автоматизацию переключения золотника кланапа подъемника.
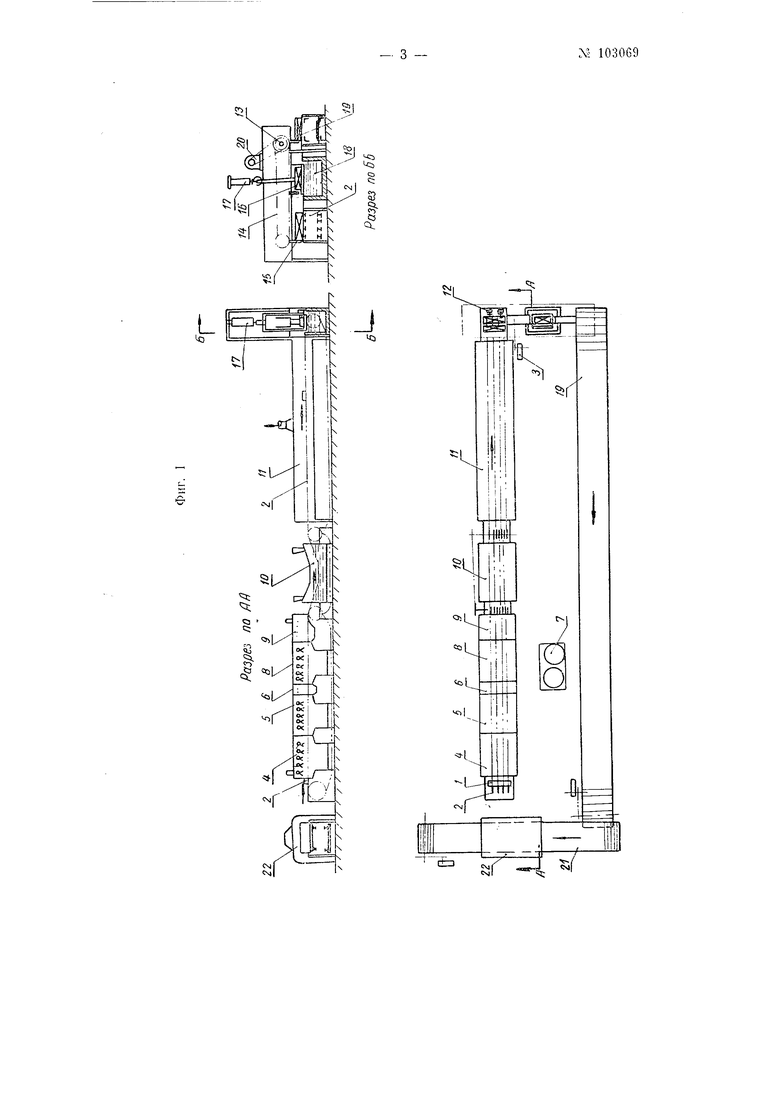
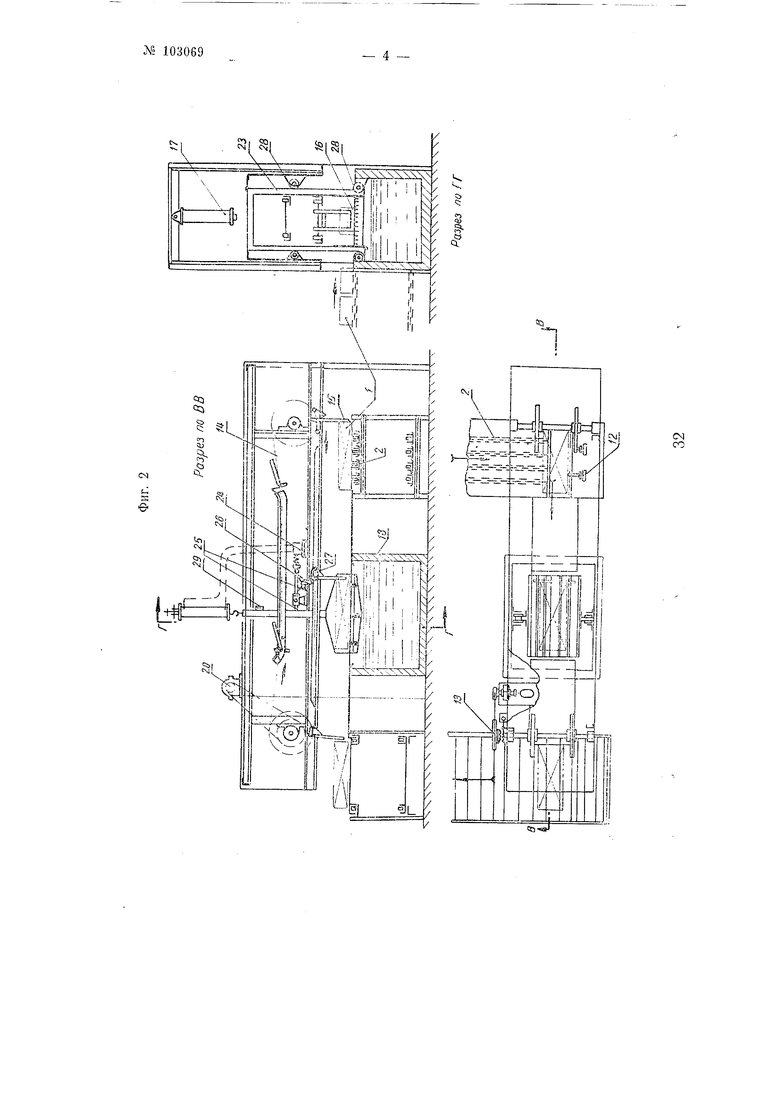
На фиг. 1 изображено устройство для консервации деталей (изделий) и разрезы ио АА и ББ; на фиг. 2 показано предлагаемое устройство для унравления пневматическим подъемником и разр;;зы по БВ и ГГ; на фиг. 3 - основной механизм этого ycTpoiicTBa в двух нроякциях (в увеличенном масштабе); на фиг. 4 дан механизм передвижения конвейера и разрез по ДЛ.
Корзина (1) с деталями ставится па конвейер (2), состоящий из четырех цеneif и получаюишй движение от привода (3). Корзина (1) последовательно проходит:
а) ванну-мойку (4) с 1-1,5%-ным раствором кальцинированной соды при тезтературе 85-90°;
б) ванну-мойку (5) с раствором из 1% контакта солярового и 1,5% кальцнннрованной соды при темлературе 85-90°;
в)обдувочпую камеру (6), где производится обдувка сжатым воздухо.м, нмеющщ давление в 4-5 атм. и предварительно подогретым до 50-60° в паровом воздухонагревателе (7);
г)ванну-мойку (8) с 1 % -БЫМ раствором триэтаноламина при температуре 85-90°;
д)обдувяую камеру (9) для обдувки сжаты.и воздухом при температуре 50-60°;
е)ванну (10) с тех-нтеским вазелином для окончательной сушкя деталей при температуре 120-130°;
ж)камеру охлаждения (11), где детали должпы охлаждаться до 30-40°.
Движение корзин (1) на конвейере (2) продолжается до тех пор, пока корзина не придет в соприкосновение с переключателем (12), который замкнет электрическую цепь соленоида, включающего муфту (13). Эта муфта позволяет сделать ва.Т5, на котором она насажена, один оборот; за это время конвейерная цепь (14) с по.мощью рамок (15) переместит корзину с конвейера (2) на решетку (16), которая вместе с корзиной с помощью подъемника (17) опускается в ванпу
(18), где детали докрываются тонким слоем пушсмазки.
На этом процесс консервации заканчивается. При следующей цикле корзина с решетки (16) будет перемещена на пластинчатый конвейер (19) разтрузки и упаковки.
Движение конвейера (14) обеснечивается непрерывно работающим приводом (20). Периодическое д:вил:ение осуществляется муфтой (13).
Включение .муфты производится автоматически иоступающими корзииами (1) путем замыкания переключателя (12).
Пустые корзины (1) с конвейера (19) передаются на конвейер (21), который их транспортирует через Moiky (22).
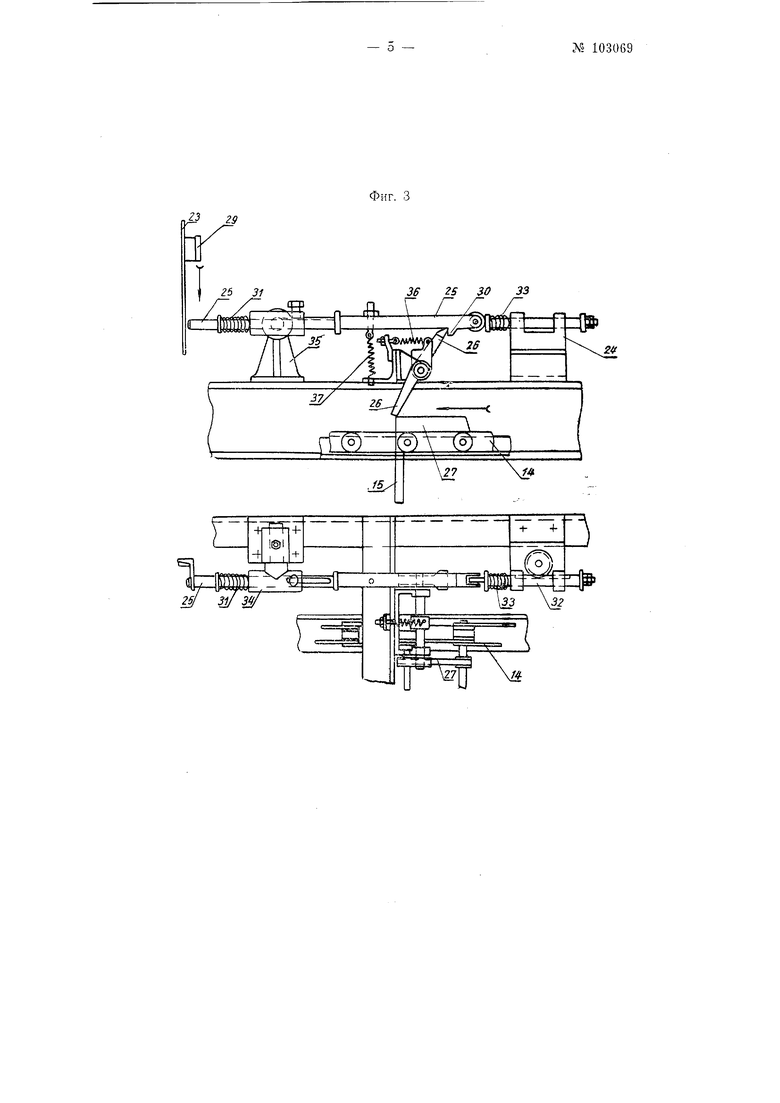
Опускание решетки (16) с еталлокоиструкцией (23) производится иодъемником (17). Сжатый воздух подается в верхнюю часть цилиндра клапаном (24) в момент нажатия на него стержня (25), который перемещается вправо (фит. 2) поворотоМ рычага (26).
Последний иоворачивается выступом (27) цепи конвейера (14) перед тем, как остановиться над BaHHoii пушсмазки.
Опускание металлоконструкция (23) происходит в направляющих роликах (28) до тех пор, иока упор (29) ие нажмет на левый: конец стержня (25) и выступ (30) на нем из зацепления с рычатом (26) (фит. 3). Стержень (25) нод дв 1ствием пружины (31) возвратится влево в исходное нололхеиие. В воздушиом клапане (24) шток-рейка (32) под действием пружины (33) повернет золотник клапана и сжатый воздух будет пущен в нижнюю полость цилиндра, чем обеспечивается подъем решетки (16). Глубина погружения молсет быть отрегулирована перестановкой уиора (29).
Стержень (25) движется возвратно-ноступателшо в подшиииике (34), шарнирно закрепленном в опоре (35). Рычаг
(26)в указанном на фиг. 3 нололсениж будет находиться до тех нор, пока конвейер (14) но начнет двигаться, выстуи
(27)освободит рычаг (26) и его верхний конец под действпем прулагаы (36) отойдет влево и зацепит выстуи (30); пружина (37) будет этому способствовать.
Следующи цикл подъема и опускания будет иачат с подачи конвейером (14) очередной корзины с деталя5Ш на решетку (16).
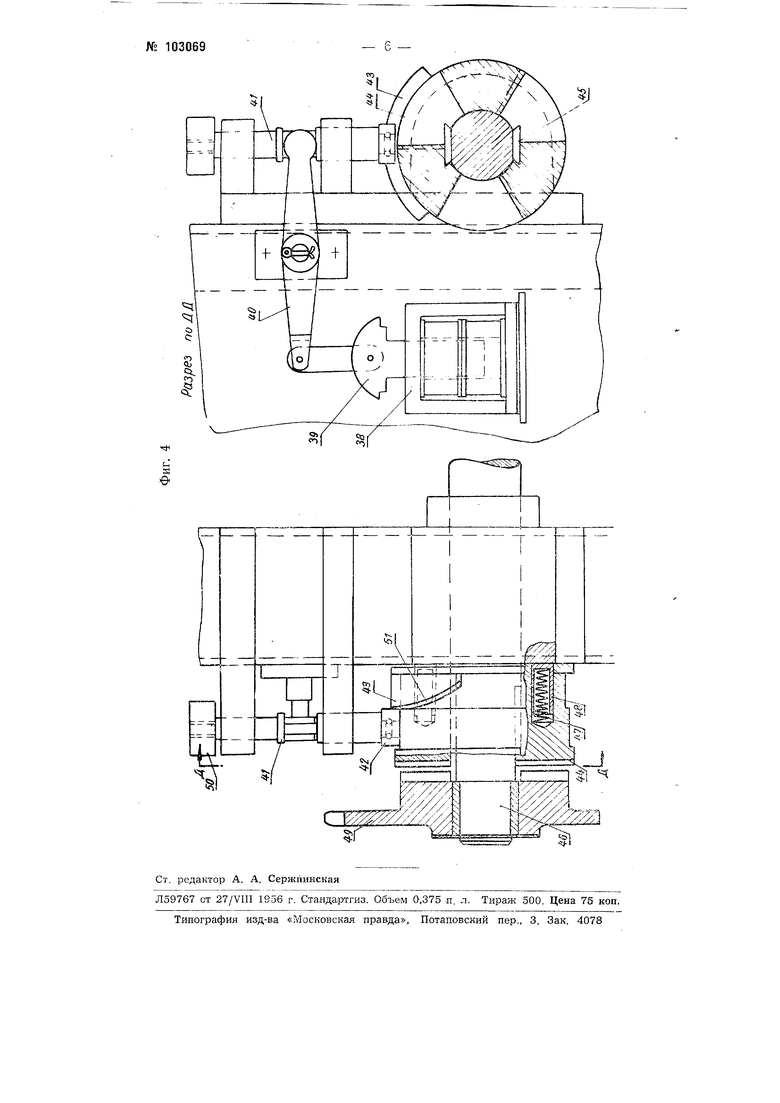
Движение конвейера (14) )ческн обеспечивается муфто11 (13) по мере подхода корзпп с деталями к контактам (12). При замыкаиии контактов (12) соленоид (38) втягивает сердечник (39) внутрь (фиг. 4).
Рычат (40) поднимает ось (41) вверх и ролик (42) освобождает сухарь (43), а вместе с ним п муфту (44), соединенную нптонками (45) с валом (46). Под действием пружш (47), помещен)1ых в стакан (48), муфта (44) нолучает движение и сцепляется со второй ноловшюй муфты звездочки (49). Звездочка свободно вран1;ается на валу (46). После сцепленпя вращен1ш через .муфту (44) нсредается валу (46), от которого приводится в двилсение KOHBeiiep (14).
Рамка (15) нередвигает корзину (1) с деталями и освобож;дает переключатели (12), цень соленоида (38) размыкается, ролик (42) с Осью (41) опускается на муфту с номощью груза (50).
Сухарь (43) благодаря скосу (51) отводит внраво и размыкает муфту (44) ровно через один оборот ее и вала (46).
Следуюнии цикл повторится только после подхода очередпой; корзины к иереключателю (12) и его замыкания.
Предмет изобретения
Устройство для уиравления нневматичсским подъемнпком корзин с изделиями при их окунании в ванне со смазкой: д.ля консервации, отличающееся тем, что, с целью автоматического переключепия золотника клапана подъемника, применен стержень, нередвил но в осевом направлении к золотнику нод воздействием рычага, нриводпмого в движение выступом конвейерной цени при подаче КОРЗИ.Н с изделиями на решегку подъемHHKji, п поворотный под нажимом на его конец упора тяги подъемника при опускании последнего п освооолсдении этнм золотника для переключения подъемиика па обратпый ход.
)1
. Si
§ s
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейерная машина для отделки и глазурования фарфоровых тарелок и других плоских керамиковых изделий | 1932 |
|
SU33444A1 |
| Термическая проходная печь | 1961 |
|
SU142323A1 |
| Электрическая двухэтажная печь | 1957 |
|
SU116436A1 |
| Конвейерное формовочное устройство | 1933 |
|
SU40522A1 |
| Приспособление для автоматического пуска в ход и остановки подъемника для кирпича-сырца | 1928 |
|
SU16111A1 |
| Конвейерный агрегат для мойкии КОНСЕРВАции | 1976 |
|
SU831691A1 |
| Устройство для зачистки и закрутки концов проводов | 1990 |
|
SU1817174A1 |
| Устройство для погрузки на полочные вагонетки камерных сушил пустотелых керамических блоков | 1951 |
|
SU95524A1 |
| Подъемник-кантователь | 1977 |
|
SU735529A1 |
| Поворотное устройство | 1960 |
|
SU133902A1 |
-.1
l
Ql/
и
Os,
Kfi Q
1
-Щ
fr
I SrQt
: - i
.йа 14И . 1 ЙгТу| 1 /i- - - -i-, I-.. J... § §1 C --il ij 1 Чр|ч iri |i
t;
;
/ I /
c , 1 i- I
Фиг. 3
