Известны двухэтажные печи с перегрузкой i; niix ньгреваемого металла из однойл амеры в другую при помощи подь.емных столо,:,.
Особенность описываемой двухэтажной нагревательной печи состоит в том, что, с целью механизации процесса, передачу поддонов с иагреваемыни изделиями по всему циклу термической обработки осуществляют автоматически при помощи сблокированных толкателей с загрузкой поддояов на одном рабочем месте и применением заш.итных газов.
В указанной нагревательной печи осуществлять терм ческую обработку металла по следующему режиму.
Нагрев и выдержка при 950° в течение 9 час.; охлаждение на :юздухе ,0,0 700°; нагрев и выдержка при 725° в течение 9 час.; выдача нагретых деталей для правки под прессом.
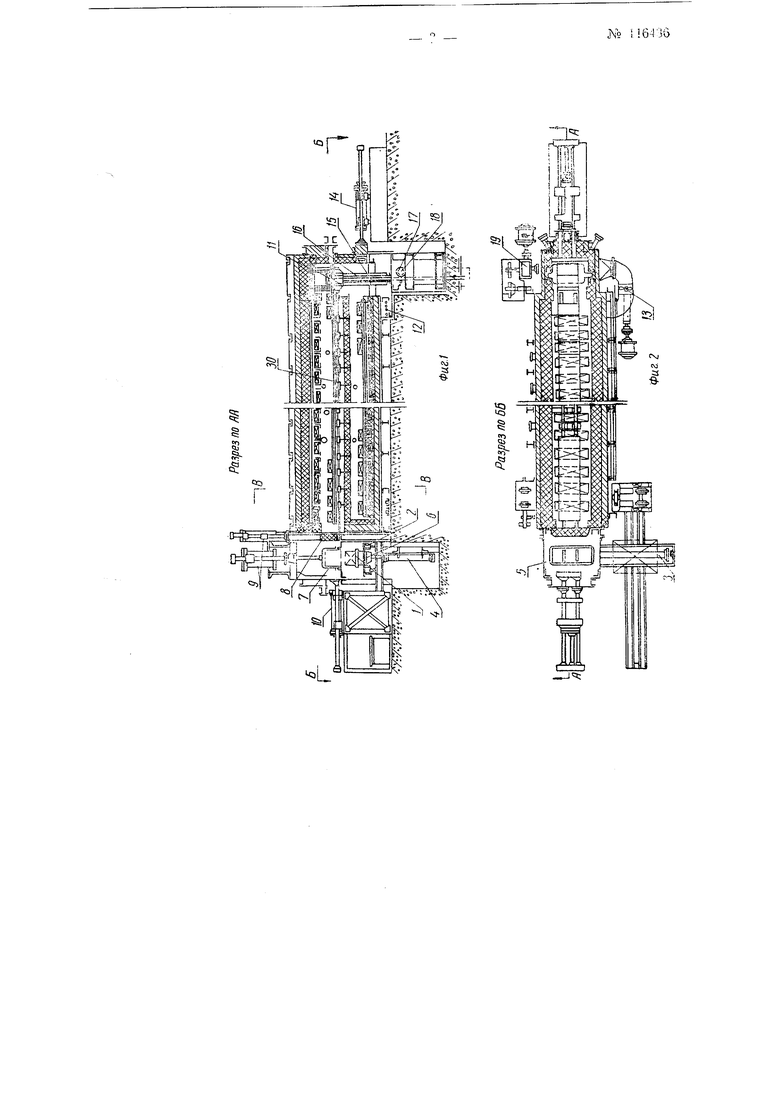
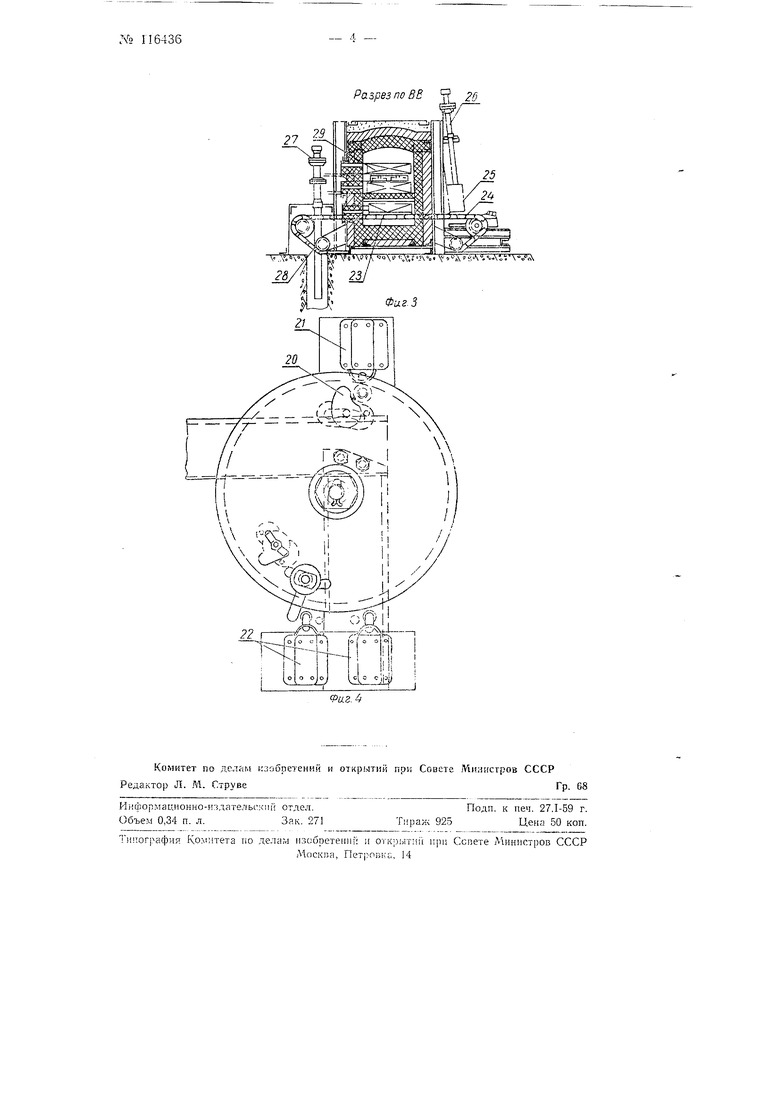
На фиг .1 показана предлагаемая печь в разрезе; па фиг. 2 - разрез по ББ на фиг. ; на фиг. 3 - разрез по В В на сЬиг. 1; на фиг. 4 - вид печи по месту управления остатювкой платформы si выключателей.
Осуществление технологии норма: изации и отпуска в двухэтажной электрической нагревательной печи п)имен;1тельно для коленчатых валов производится сг едующим образом.
Коленчатые валы, уложенные на поддон /, ставятся на тележку ,2. Тележка с помощью винта 3 передвигается от места загрузки к средней оси печи и останавливается над гидрав.пнческиг; Ц - линдром 4, который поднимает поддон с деталями вве1зх в полость герметического загрузочного тамбура 5. Плита 6 тележки 2 перекрывает отверстие в тамбуре и попадает под колпак 7. После подъем;; тележки вверх колпак 7 и дверка 8 поднимаются при помощи гидравлических цилиндров 9, в это же время толкатель W проталкивает поддон с деталями за дгверку Всего в 1самере нормализации помещается семнадцать поддонов, прн этом на подвижную платформу // передвигается первый из них. Тепло от горячих деталей в каме)е охлаждения восприиимают водопроводящие трубы 12. Для
116436- 2 -
ускорения передачи тепла от деталей к .м имеется вентилятор 13. Толкатель 14 направляет поддон е охлажденными деталями в камеру.
Подъем и опускание платформы 11 производится двумя рейками 15, верхние концы которых соединены с платформой и ходят в направляющих 16. Нижние концы реек находятся в зацеплении с шестернями 17, насаженными на вал 18. Вращение вала производится от электродвигателя через редуктор 19. Остановка платформы производится при помощи кулачка 20, нажимающего на конечный выключатель 21. Выключатели 22 служат для остановки платформы в верхнем положении. Крайний поддон при заполнении печи становится на рещетку 23, находящуюся на цепи 24. Дверка 25 поднимается вверх с помощью гидравлического цилиндра 26. Гидравлический цилиндр 27 через рейку (на чертеже не показана), сцепленную с щестерней 28 приводит в движение цепь 24 и решетка 23 вместе с поддоном выдвигается из печи на разгрузочное место для разгрузки деталей под пресс.
Нагрев металла осуществляется при помощн нагревателей 29. Шамотные плиты и рельсы печи нормализации опираются на жароупорные балки 30.
Предмет изобретения
Электрическая двухэтажная печь для нормализации и отпуска лит.ых коленчатых валов, отличающаяся тем, что, с целью -механизации процесса, передачу поддонов с изде„1иями по всему циклу термической обработки осуществляют автоматически при помощи сблокированных толкателей, с загрузкой поддонов на одном рабочем месте и применением в печи защитных газов.
«3
( чо,) %V... VT JTTg it.M-.WA /
-J
Iи . I ; ,(I 1
Разрез по В В
26
Фиг.З

| название | год | авторы | номер документа |
|---|---|---|---|
| Закалочно-отпускной агрегат | 1989 |
|
SU1775592A1 |
| Термическая проходная печь | 1961 |
|
SU142323A1 |
| ЭЛЕКТРОПЕЧЬ "ПРЭТТИ" | 1996 |
|
RU2147108C1 |
| БЕЗМУФЕЛЬНАЯ ГЕРМЕТИЧЕСКАЯ ПЕЧЬ ДЛЯ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1962 |
|
SU154294A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Устройство для загрузки и выгрузки изделий,преимущественно,электродов | 1974 |
|
SU616514A1 |
| КОЛЬЦЕВАЯ КОНВЕЙЕРНАЯ ЭЛЕКТРОПЕЧЬ "ПРЭТТИ" | 1996 |
|
RU2131569C1 |
| Автоматическая линия для химико-термической обработки длинномерных деталей | 1989 |
|
SU1710588A1 |
| ПЕЧЬ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1973 |
|
SU374378A1 |
| Устройство к методической закалочной печи для возврата разгруженных поддонов | 1940 |
|
SU60117A1 |