Изобретение относится к технологии изготовления электрических машин и мо жет быть использовано в электротехнической промышленности при изготовлении коллекторов электрических машин. Известен способ изготовления коллектора электрической машины, при котором во втулке из электропроводящего материала, например углеродного мат&риала, выполняют продольные пазы, заливают их электроизоляционной смолой и после полимеризации смолы разрезают втулку на коллекторные пластины tl 3 Недостатком этого способа является низкая механическая прочность коллекто Наиболее близким к предлагаемому является способ изготовления коллекторо электрических машин, заключающийся в изготовлении электропроводных и изоляционных элементов, пропитке их связую щим, изготовлении пакета с чередование по окружности электропроводных и изоляционных элементов, прессовании, нагр ве до полимеризации связующего и меха нической обработке С2 . Однако при изготовлении коллектора данным способом не обеспечивается необходимая механическая прочность и монолитность коллектора, так как изготовление коллектора ведется в виде двух полуцилиндров с последующим их склеиванием, что снижает надежность. Цёдью изобретения является повышение надежности. Поставленная цель достигается тем, что электропроводные и изоляционные элементы выполняют из электропроводно го и изоляционного нитевидных материал переплетая их с основной из изоляционных нитей с чередованием изоляционных и электрсшроводкых участков с получени ленточной заготовки, при этом ширину электропроводных участков выполняют вдоль длины ленты, а изготовление паке осуществляют сворачиванием ленты в мн гослойное кольцо, прессование пакета пр изводят в радиальном направлении. На фиг. 1 изображен коллекюр элекГрической машины; на фиг. 2 - этап получения ленточной заготовки. Способ осуществляют следующим образом. Электропроводные и изол5шионные элементы коллектора выполняют из электропроводных 1, например углеродных, и изоляционных 2 нитевидных материалов, переплетая их с основой из изоляпионнь1Х нитей 3. При плетении нитевидных материалов 1 и 2 каждый их ряд перемещают к предыдущему путем скрещивания изоляционных нитей 3 основы (фчг.2). Плетение электропроводных 1 и электроИЗОЛЯЦИО1ШЫХ 2 нитевидных материалов . ведут с чередованием изоляционных 4 и электропроводных 5 участков с получ&нием ленточной заготовки, при этом ширину электропроводных участков 5 вьшолняют переменной вдоль длины ленты. Длина ленты, количество изол1шионных и электропроводных участков и величина шага периодического изменения длины электропроводных участков определяются требуемыми диаметральными размерами коллектора и количеством коллекторных пластин в нем, а величина периодического изменения длины электропроводных участков - толщиной формируемой ленты, исходя из условия обеспечения радиального совпадения изоляционных 4 и электропроводных 5 участков цри свертьшании ленты в кольцо. Затем ленточную заготовку пропитывают связующим и формируют пакет сворачиванием ленты в многослойное кольцо (фиг, 1), помещают пакет в пресс-форму и прессуют в радиальном направлении с одновременной полимеризацией связующего, после чего кольцо извлекают из пресо-формы, охлаждают и обрабатывают механическим способом до получения требуемых размеров коллектора, Изобретение позволяет повысить надежность электрических машин за счет обеспечения монолитности и механической прочности коллектора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления коллектора электрической машины | 1981 |
|
SU978252A1 |
| Способ изготовления коллектора электрической машины | 1980 |
|
SU1030899A1 |
| Коллектор электрической машины | 1979 |
|
SU843056A1 |
| Способ изготовления торцового коллектора электрической машины | 1980 |
|
SU951513A1 |
| Способ изготовления коллектора электрической машины | 1980 |
|
SU896703A1 |
| КОЛЛЕКТОР ЭЛЕКТРИЧЕСКИХ МАШИН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233518C2 |
| Способ изготовления коллектора электрической машины | 1990 |
|
SU1814092A1 |
| Коллектор электрической машины | 1977 |
|
SU674133A1 |
| Способ изготовления плоского резистивного электронагревателя | 1990 |
|
SU1780590A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2079196C1 |

СПОСЮБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН, заключающийся в изготовлении электропроводных и изоляционных элементов, пропитке их связующим, изготовлении пакета с чередованием по окружности электропроводных и изол$шионных элементов, прессовании, нагреве до полимер зации связующего и механической ботке, отличающийся тем, что, с целью повьпиения надежности элекх рических машин, электропроводные и изоляционные элементы выполняют из электро- . проводного и изоляционного нитевидных материалов, переплетая их с из изоляционных нитей с чередованием изоляционных и электропроводных участков с получением ленточной заготовки, при этом щирину электропроводных участков выполняют переменной вдоль длины ленты, а изготовление пакета осуществл5пот сворачиванием ленты в многослойное кольцо, прессование пакета производят в g радиальном направлений. СО о 00 со оо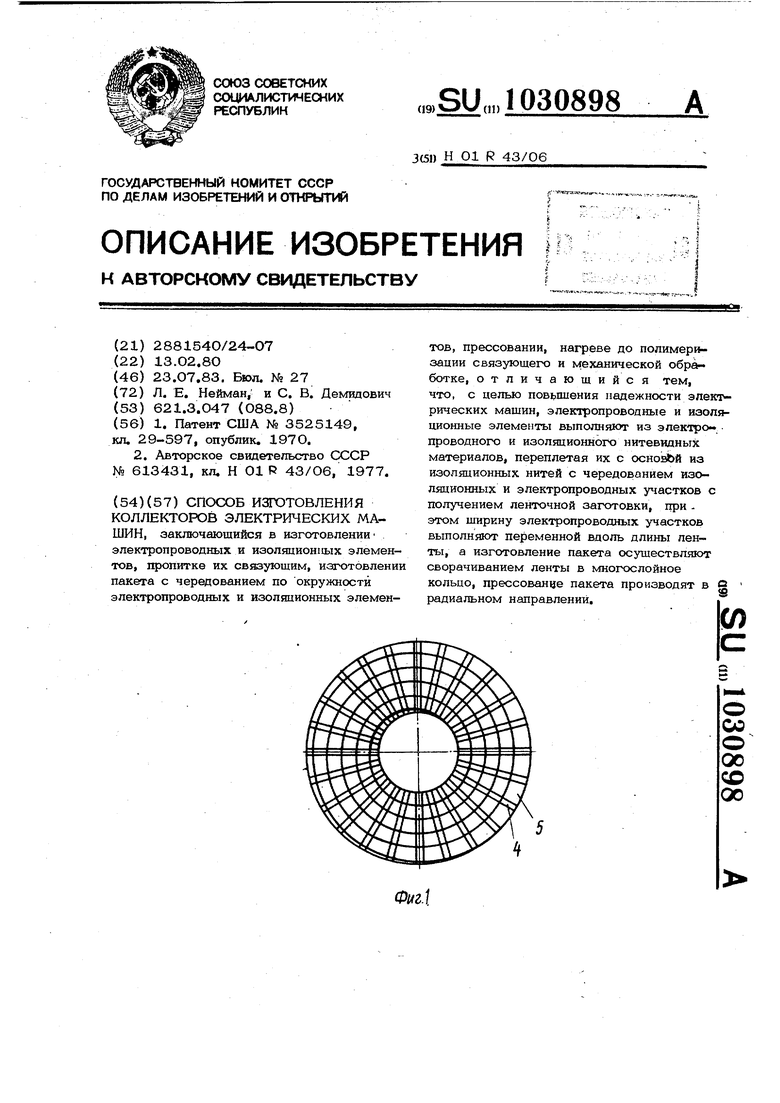
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3525149, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Способ утилизации отработанного щелока из бучильных котлов отбельных фабрик | 1923 |
|
SU197A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления коллекторов электрических машин | 1976 |
|
SU613431A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
