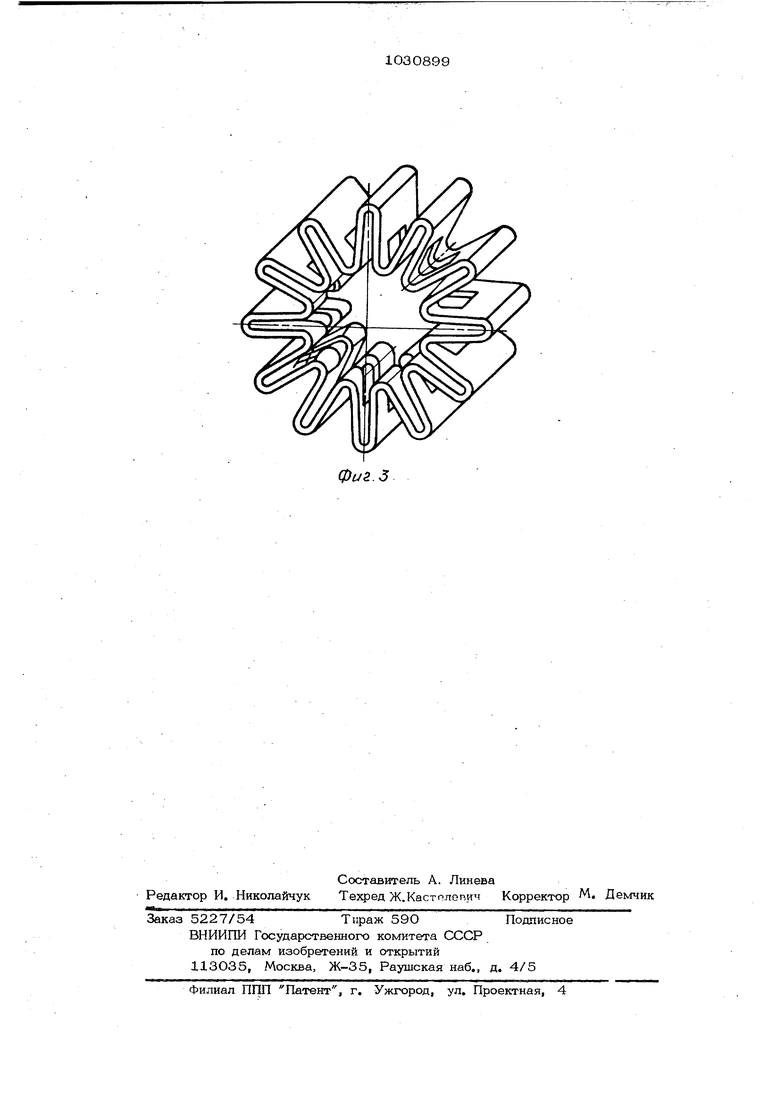
11 Изобретение относится к электромашиностроению и может быть использова при изготовлении цилиндрических коллек торов электрических машин на пластмас ИзвЭгтви способ изготовления коллек торов электрических машин путем опрес совки пластмассой в технологическом кольце пакета токоведущих пластин с последующей механической обработкойС Недо ;татком этого способа является необходимость применения ручной сборки сложности механизации процесса набора пакета пластин. Наиболее близким к изобретению является способ нзготовлен 1я коллектора электрической машины из ленты прямоугольного сечения путем вырубки в ней отверстий с шагом, равным ширине пласа ин, формовки пластин с технологическими перемычками, отгибки петушков, свертывания заготовки в ципиндр с последующей опрессовкой цилиндра изоляционным материалом и удалением гехнологнческих nepeMb 4eKf2J Недо зтатком известного способа является ограничение технологических возможностей, обусловленное невозможностью изготовления коллекторов с вь сотой коллекторных пластин больше толщины ленты, и необходимость применения сложного технологического 99 оборудования и оснастки, что осложняет технологию изготовления коллектора. Цель изобретения - упрощение технологии и расширение технологических возможностей. азанная цель достигается тем, что отверстия в ленте вырубают с шагом, пропорциональным высоте пластины, формуют пластины путем го4 ирования ленты в поперечном направлении, обеспечивая при этом симметричное расположение отверстий относительно гофр. На фиг. 1-3 показана последовательность операций изготовления коллектора. Способ осуществляется следующим образом, В лента 1 вырубают отверстия 2 с шагом, пропорциональным высоте пластины. Затем ленту гофрируют так, что отверстия 2 расположены симметрично относительно гофр 3, Гофрированную заготовку сворачивают в гофрированный цилиндр отверстиями 2 внутрь и опрессовы- вают в пресс-форме изоляционным материалом. После этого коллектор подвернгается механической обработке, во время которой удаляют технологические перемычки. Изобретение позволяет упростить тех- нрлогию изготовления коллектора и расширить технологические возможности.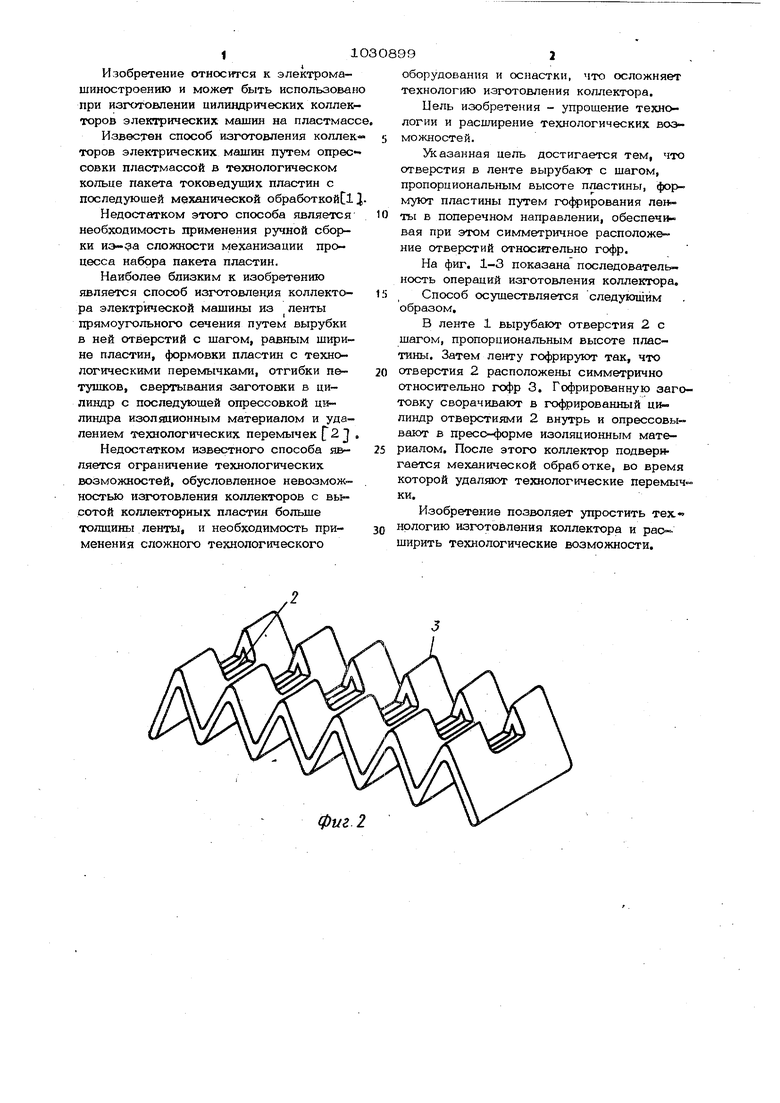
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления коллектора электрической машины | 1982 |
|
SU1070631A1 |
| Способ изготовления торцевого коллектора электрической машины | 1977 |
|
SU699594A1 |
| Способ изготовления коллектора электрической машины | 1981 |
|
SU978252A1 |
| Способ изготовления коллектора электрической машины | 1980 |
|
SU896703A1 |
| Способ изготовления коллектора электродвигателя из трубной заготовки | 1982 |
|
SU1083272A1 |
| Способ изготовления коллектора | 1981 |
|
SU1012375A1 |
| Способ изготовления коллектора | 1980 |
|
SU1112460A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1991 |
|
RU2007800C1 |
| Способ изготовления торцевого коллектрора электрической машины | 1977 |
|
SU661667A1 |
| Способ изготовления коллекторов электрических машин | 1981 |
|
SU955306A1 |
СПСХЮБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ ИЗ ленты прямоу1Ч льного сечения путем вырубки в ней отверстий, формо&ки пластин с технологическими перемыч ками, свертывания заготовки в цилиндр с последующей опрессовкой цилиндра изоляционным материалом и удалением технологических перемычек, отличающийся тем, что, с целью упрощения технологии и расширения технологических возможностей, отверстия в ленте вырубают с шагом, пропорциональ ным высоте пластины, формуют пластины путем гофрирования ленты в поперечном направлении, обеспечивая при этом симметричное расположение отверстий относительно гофр. фиг.1 (Л с СО о 00 ;о со
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления коллекторов электрических машин | 1976 |
|
SU658637A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления коллектора электрической машины | 1977 |
|
SU642810A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
