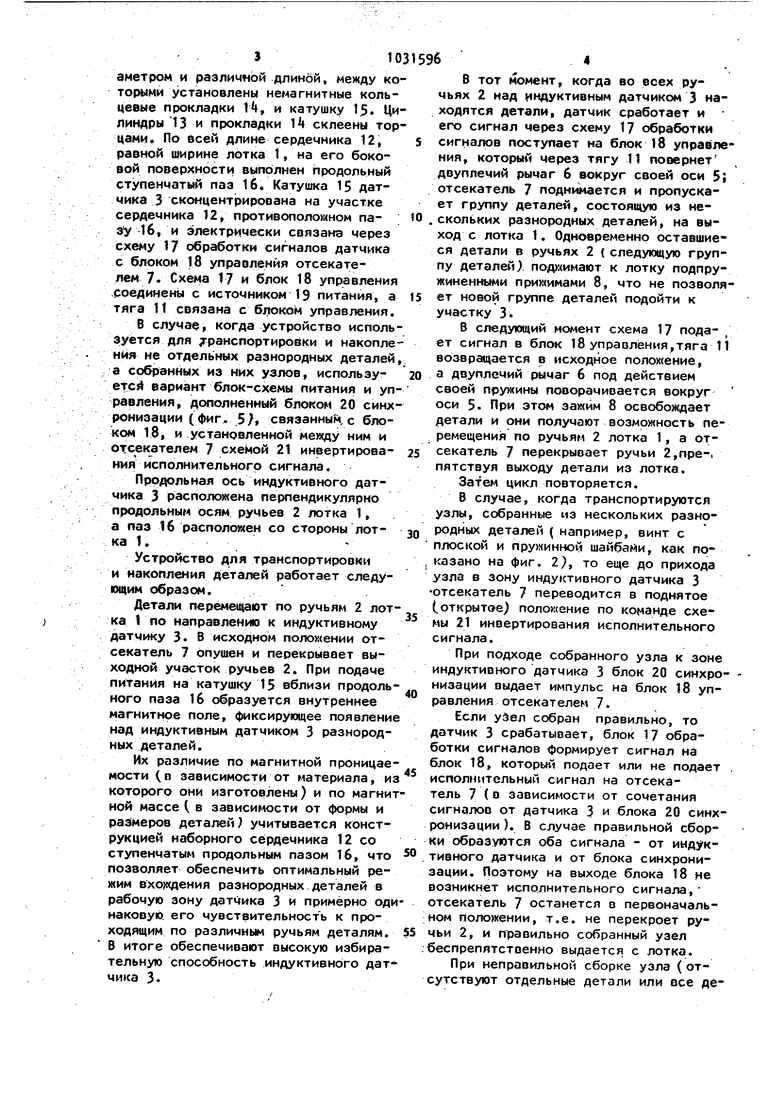
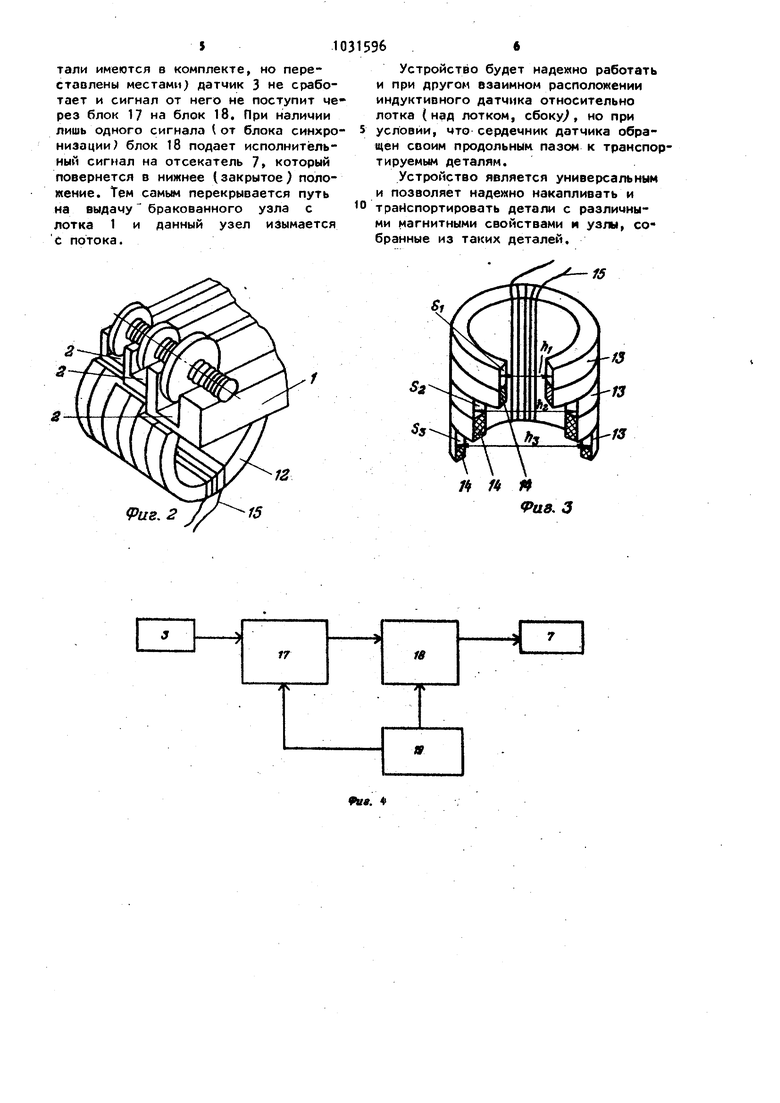
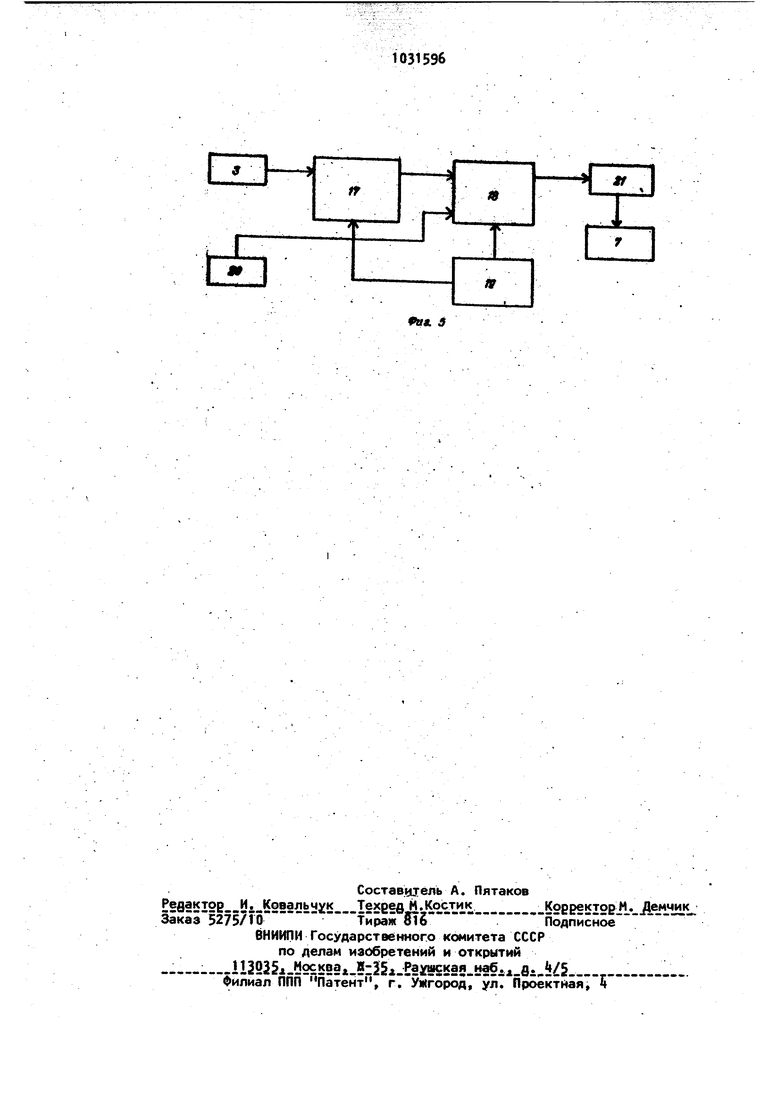
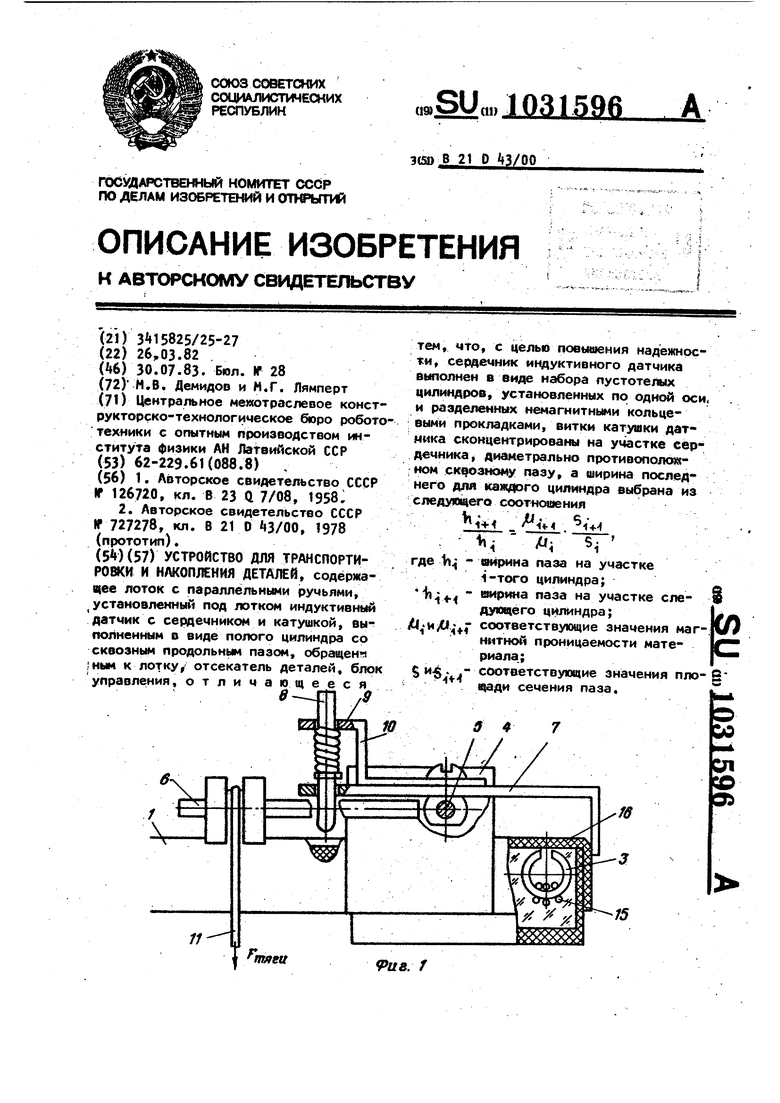
Изобретение относится к автоматизации технологических процессов маши ностроения и может быть использовано для транспортировки и накопления деталей. i Известно устройство длл транспорт ровки и накопления деталей, содержащее лоток с ручьем для расположения деталей, установленный под лотком ин дуктивный датчик наличия деталей,катушка которого электрически связана с блоком управления отсекателя, установленного на лотке СОИзвестно также устройство для транспортировки и накопления деталей содержащее лоток с параллельными ручьями одинакового сечения и индуктив ный датчик, установленный под лотком в зоне выдачи деталей с лотка и содержащий сердечник в виде полого цилиндра со сквозным пазом на боковой стороне и катушку, расположенную на поверхности цилиндра 21. Недостатками известных устройств является то, что индуктивный датчик и устройство в целом надежно работают лишь в случае, когда по всем ручьям транспортируются одинаковые по своим и магнитным свойствам детали. Если по различным ручьям транспортируются детали с различной магнитной Iпроницаемостью (т.е. изготовленные из неодинакового материала) или с различной магнитной массой (т.е. имеющие различную форму и размеры), а также при движении по лотку узлов собранных из неоднородных деталей, то существующая конструкция датчика не может обеспечить одинаковой чувст вительности по отношению к различным деталям, вследствие того, что они находятся на различном расстоянии от СКВОЗНОГОпаза (зазора) датчика, а также потому, что детали с большей магнитной массой создают фон, на котором нельзя различить более мелкие детали. По этой же причине невозможно с помощью датчика известного устройства осуществить контроль комплектности или правильности сборки при транспортировке узла, собранного из неоднородных по магнитным свойствам элементов, по лотку. Цель изобретения - повышение надежности. Поставленная цель достигается тем что в устройстве, содержащем лоток с параллельными ручьями, установлен ный под лотком индуктивный датчик с сердечником и катушкой, выполненным в виде полого цилиндра со сквозным продольным пазом, обращенным к лотку отсекатель деталей, блок управления, сердечник индуктивного датчика выполнен в виде набора пустотелых цилиндров , установленных по одной реи и разделенных немагнитными кольцевыми прокладками, витки катушки датчика сконцентрированы на участке сер-, дечника, диаметрально противоположном сквозному пазу, а ширина последнего , для каждого цилиндра выбрана из следующего соотнсмиения: И; Л где -Ь ширина паза на участке 1 -того цилиндра; ширина паза на участке слв дующего цилиндра; /Л-и. г соответствующие значения магнитной проницаемости материала; j. ид. - соответствующие значения пло щади сучения паза. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - вид на лоток с собранным узлом и индуктивным датчиком (аксонометрия); на фиг. 3 датчик со ступенчатым пазом, в вертикальном полох ении, на фиг. - блоксхема питания и управления для случая транспортирования деталей; на фиг. 5 вариант блок-схемы для случая транспортирования по лотку co6pat ных узлов. Устройство для транспортировки и накопления деталей содер хит лоток 1 с параллельными ручьями 2, изготовленными по профилю деталей, и индуктивный датчик 3, установленный под лотком в зоне выдачи деталей из лотка. На лотке 1 смонтированы кронштейны А с закрепленной в них осью 5 на которой установлен двуплечий рычаг 6. На одном конце этого рычага закреплен отсекатель 7, на другом - установлены 8, подпрук иненные с помощью.пружин 9 и закрепленные на рычаге 6 кронштейном 10. На оси 5 установлена пружина (не показана), закрепленная одним концом на кронштейне , другим - на двуплечем рычаге 6, а к самой оси прикреплена тяга 11. Индуктивный датчик 3 содержит сердечНик 12, выполненный в виде набора полых цилиндров 13 с одинаковым диаметром и различгюи длиной, между которыми установлены немагнитные кольцевые прокладки 14, и катушку 15. Ци линдры 13 и прокладки 14 склеены тор цами По всей длине сердечника 12, равной ширине лотка 1, на его боковой поверхности выполнен продольный ступенчатый паз 16, Катушка 15 датчика 3 сконцентрирована на участке сердечника 12, противоположном пазу 16, и электрически связана через схему 17 обработки сигналов датчика с блоком 18 управления отсекателем 7. Схема 17 и блок 18 управления .соединены с источником 19 питания, а тяга 11 связана с блоком управления. В случае когда устройство используется для транспортировки и накопле ния не отдельных разнородных деталей а собранных из них узлов, используетсй вариант блок-схемы питания и управления, дополненный блоком 20 синхронизации (фиг, 57 связанным, с блоком 18, и установленной мекоду ним и отсекателем 7 схемой 21 инвертирования исполнительного сигнала. Пррдольная ось индуктивного датчика 3 расположена перпендикулярно продольным осям ручьев 2 лотка 1, а паз 16 расположен со стороны лотка К Устройство для транспортировки и накопления дета/гей работает следующим образом. Детали перемещают по ручьям 2 лот ка 1 по направлению к индуктивному датчику 3. В исходном положении отсекатель 7 опушен и перекрывает выходной участок ручьев 2. При подаче питания на катушку 15 вблизи продоль ного паза 16 образуется внутреннее магнитное поле, фиксирующее появлени над индуктивным датчиком 3 разнородных деталей. Их различие по магнитной проницае мости (в зависимости от материала, и которого они изготовлены) и по магни ной массе ( в зависимости от формы и pasiMepoB деталей) учитывается конструкцией наборного сердечника 12 со ступенчатым продольным пазом 16, что позволяет обеспечить оптимальный режим вхо хдения разнородных деталей в рабочую зону датС|ика 3 и примерно од наковую, его чувствительность к проходящим по различным ручьям деталям. В итоге обеспечивают высокую избирательную способность индуктивного дат чика 3. 10 4 В тот момент, когда во всех ручьях 2 над индуктивным датчиком 3 находятся детали, датчик сработает и его сигнал через схему 17 обработки сигналов поступает на блок 18 управле ния, который через тягу 11 повернет двуплечий рычаг 6 вокруг своей оси 5} отсекатель 7 поднимается и пропускает группу деталей, состоящую из нескольких разнородных деталей, на выход с лотка 1. Одновременно оставшиеся детали в ручьях 2 ( следующую группу детал 1) под химают к лотку подпружиненными прижимами 8, что не позволяет новой группе деталей подойти к участку 3. В следующий момент схема 17 пода- / ет сигнал в блок 18 управления,тяга 11 возвращается в исходное полох(ение, а двуплечий рычаг 6 под действием своей пружины поворачивается вокруг оси 5. При этом зажим 8 освобождает детали и они получают возможность перемещения по ручьям 2 лотка 1, а отсекатель 7 перекрывает ручьи 2,npe-i пятствуя выходу детали из лотка. Затек цикл повторяется. В случае, когда транспортируются узлы, собранные из нескольких разнородных деталей ( например, винт с плоской и пружинной шайбами, как показано на фиг. 2), то еще до прихода узла в зону индуктивного датчика 3 отсекатель 7 переводится в поднятое (открытое) положение по команде схемы 21 инвертирования исполнительного сигнала. При подходе собранного узла к зоне индуктивного датчика 3 блок 20 синхронизации выдает импульс на блок 18 управления отсекателем 7. Если уЭел собран правильно, то датчик 3 срабатывает, блок 17 обработки сигналов {)ормирует сигнал на блок 18, который подает или не подает . исполнительный сигнал на отсекатель 7 (в зависимости от сочетания сигналов от датчика 3 и блока 20 синхронизации ). В случае правильной сборки обра золотея оба сигнала - от индуктивного датчика и от блока синхронизации. Поэтому на выходе блока 18 не возникнет исполнительного сигнала, отсекатель 7 останется в первоначальчьи 2, и правильно собранный узел беспрепятственно выдается с лотка. При неправильной сборке узла (отсутствуют отдельные детали или все детали имеются в комплекте, но переставлены местами) датчик 3 не сработает и сигнал от него не поступит че рез блок 17 на блок 18, При наличии лишь одного сигнала (or блока синхро низации блок 18 подает исполнительный сигнал на отсекатель 7, который повернется в нижнее (закрытое) положение. Тем самым перекрывается путь на выдачу бракованного узла с лотка 1 и данный узел изымается с потока.
2
f2
15
9иг.2
/
Ss
П lit П
РЙЛ J Устройство будет надеино работать и при другом взаимном расположении индуктивного датчика относительно лотка (над лотком, сбоку, но при условии, что сердечник датчика обращен своим продольный пазом к транспортируемым деталям. Устройство является универсальный и позволяет надежно накапливать и транспортировать детали с различными магнитными свойствами и узлы, со бранные из таких деталей.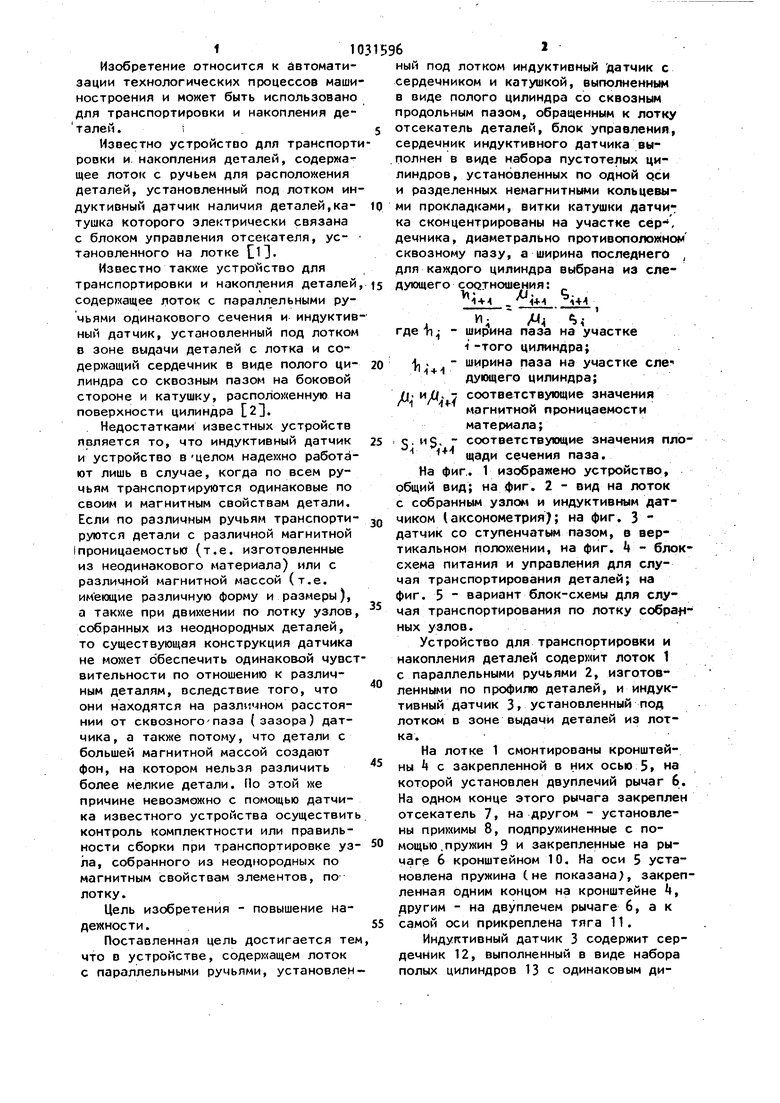
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для транспортировки и накопления деталей | 1978 |
|
SU727278A1 |
| Устройство для счета деталей | 1986 |
|
SU1410077A1 |
| Способ подсчета предметов,пЕРЕНОСиМыХ КОНВЕйЕРОМ, иуСТРОйСТВО для ЕгО РЕАлизАции | 1979 |
|
SU830440A1 |
| Устройство для сборки запрессовкой цилиндрических изделий типа роликов | 1986 |
|
SU1349951A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ СБОРКИ УШКА НАРУЧНЫХ ЧАСОВ | 1971 |
|
SU305451A1 |
| Устройство для сборки винтов с кольцами | 1980 |
|
SU973288A1 |
| Устройство для счета деталей | 1979 |
|
SU955136A1 |
| Загрузочное устройство | 1983 |
|
SU1119821A1 |
| Устройство для изготовления деталей из пруткового материала | 1990 |
|
SU1759508A1 |
| Транспортная система автоматической линии | 1980 |
|
SU982871A1 |
п
18
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для транспортировки и накопления деталей | 1978 |
|
SU727278A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
