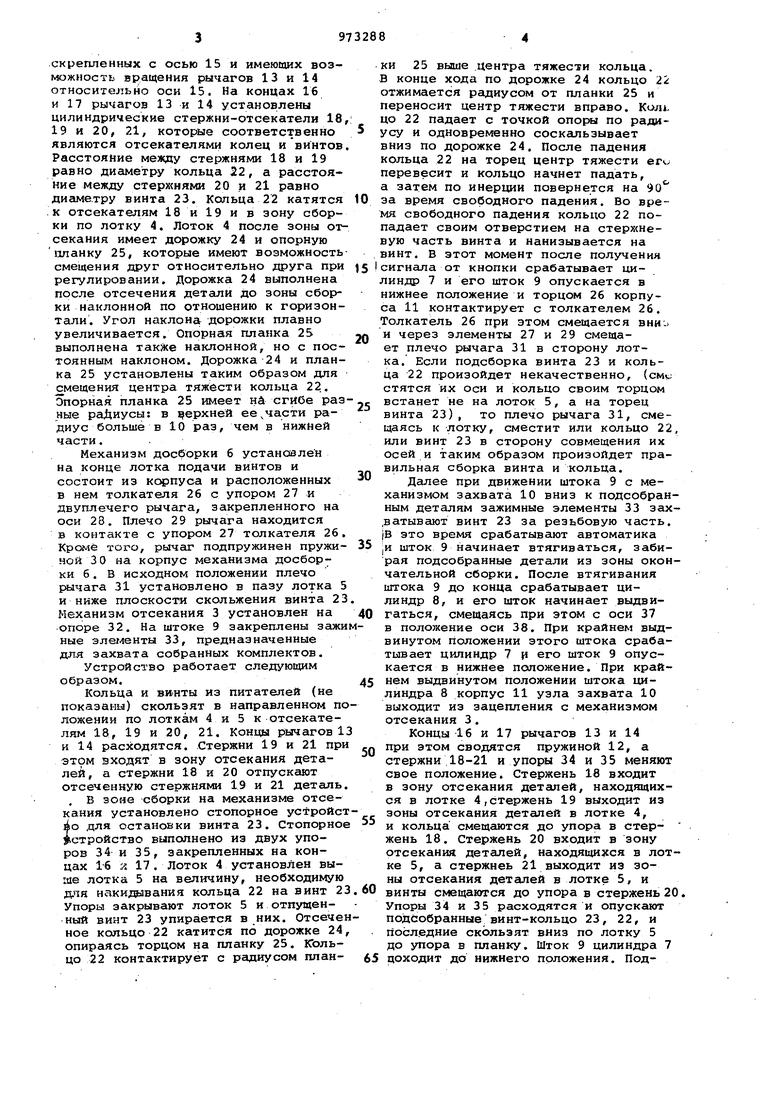
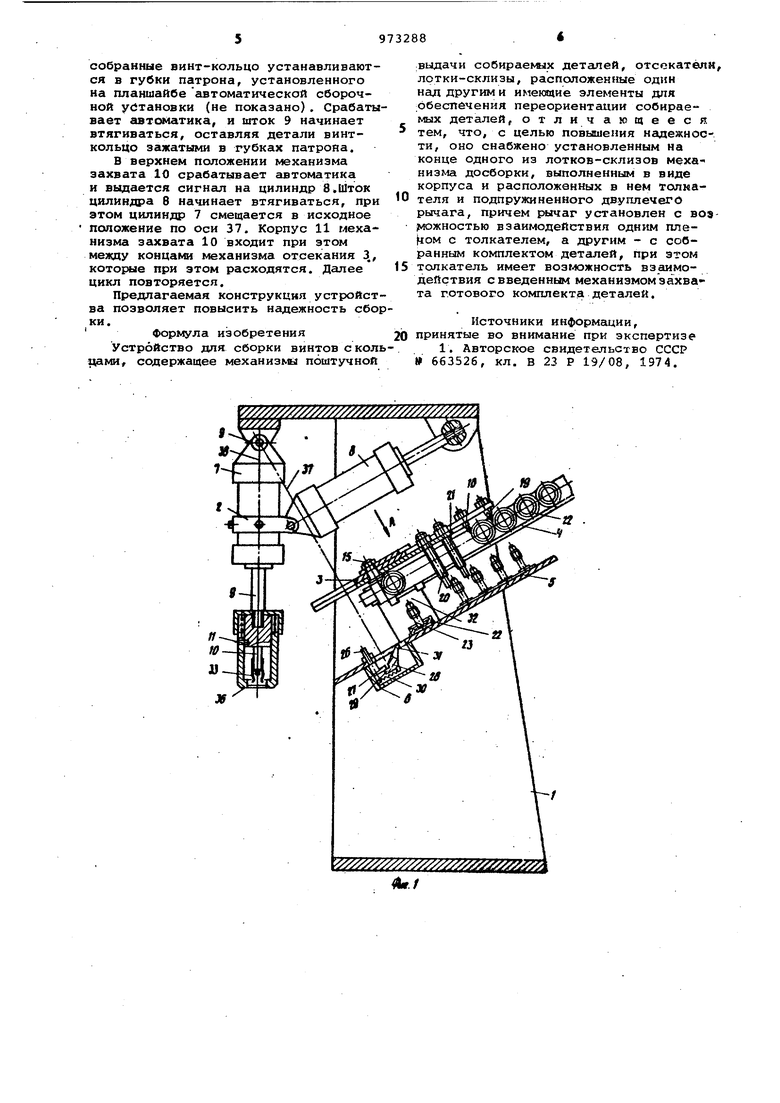
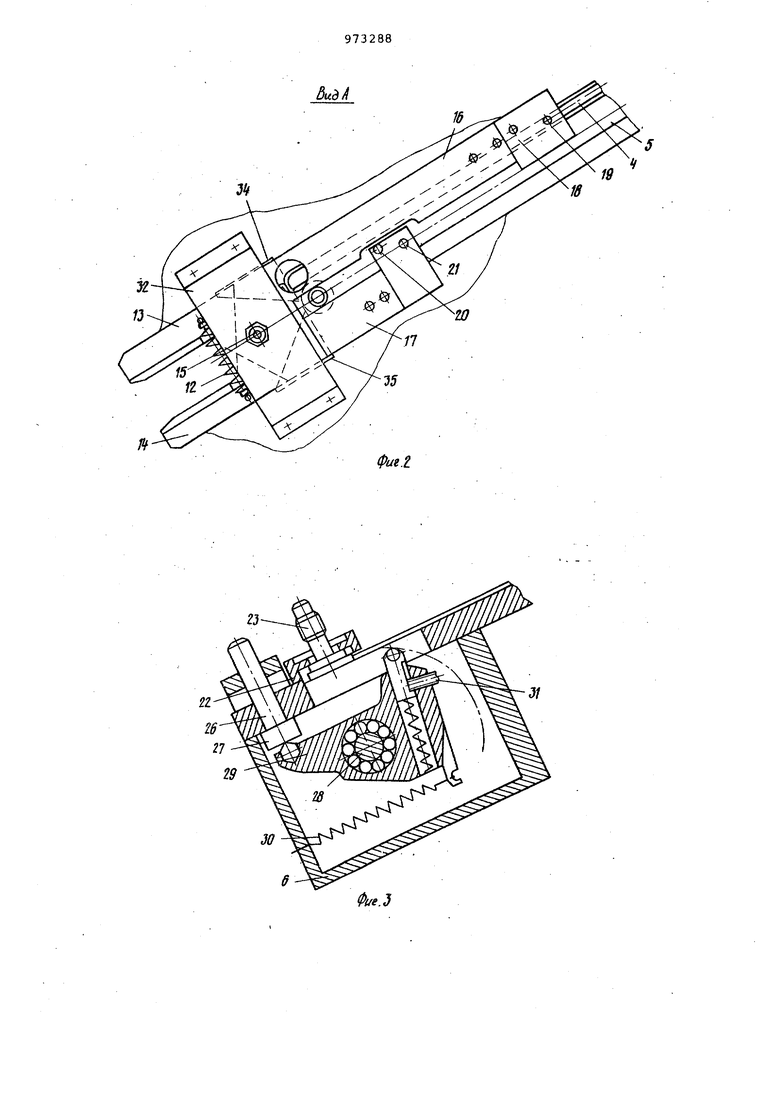
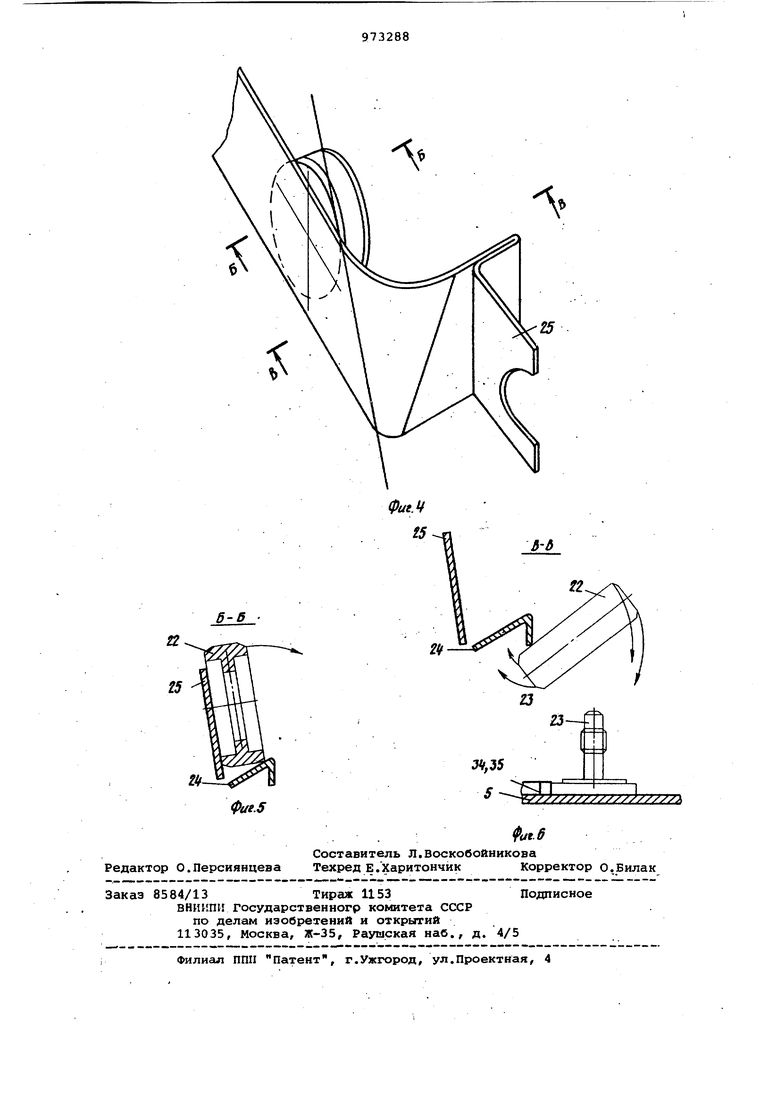
; Изобретение относится к машинот строению и может быть использовано в любой отрасли машино строения на сборочных операциях,- в частности при сборке винта с кольцом упорным поршня заднего тормоза для легковых авто мобилей . Известно устройство для сборки ви тов с кольцами, содержащее механизмы поштучной выдачи собираемых детгелей, отсекатели, лотки-склизы, рас1юло:кенные один под другим и имекхцие элементы для обеспечения переориеигтации собираемых деталей Cl. Недостатком известного устройства является отсутствие элементов, позво лякхцих бы сразу осуществить досборку некачественного собранного компле та деталей. Целью изобретения является повыше ние надежности сборки. Указанная цель достигается тем, что устройство для сборки винтов с кольцами снабжено установленным на конце одного из лотков-склизов механизмом досборки, выполненным в виде корпуса и расположенных в нем толкателя и подпружиненного двуплечего ры .чага, причем рычаг установлен с возможностью взаимодействия одним плечом с толкателем, а другим - с собранным комплектом деталей, при этом толкатель имеет возможность взаимодействия с введенным механизмом захвата готового комплекта деталей. На фиг. 1 изображено устройство для сборки винтов с кольцами, общий вид; на фиг. 2 - вид А на фиг. 1 (механизм отсекания); на фиг. 3 механизм досборки; на фиг. 4 - лоток подачи колец в месте осуществления переориентации кольца; на фиг. § сечение Б-В на фиг. 4; на фиг. 6 сечение В-В на фиг. 4. Устройство для .сборки винтов с кольцами состоит из корпуса 1 с закрепленны а1 на нем механизг/юм 2 захвата собранного комплекта, механизмом отсекания 3 собираемых деталей, лотков-склизов 4 и 5, механизма досборки 6. Механизм 2 захвата состоит из двух пневмогидроцилиндров 7 и 8, шарнирно закрепленных как на корпусе , так и между собой. На штоке 9 цилиндра 7 закреплен захват 10, цилиндрический корпус 11 которого подпружинен относительно штока 9. Механизм отсекания 3 состоит из двух подпружиненных пружиной 12 ножницеподобных рычагов 13 и 14, скрепленных с осью 15 и имеющих возможность в)ащения рычагов 13 и 14 относительно оси 15. На концах 16 и 17 рычагов 13 и 14 установлены цилиндрические стержни-отсекатели 18 19 и 20, 21, которые соответственно являются отсекателями колец и винтов Расстояние между стержнями 18 и 19 равно диаметру кольца 22, а расстояние между стерхснями 20 и 21 равно диаметру винта 23. Кольца 22 катятся к отсекателям 18 и 19 и в зону сборки по лотку 4. Лоток 4 после зоны от секания имеет дорожку 24 и опорную планку 25, которые имеют возможность смещения друг относительно друга при регулировании. Дорожка 24 выполнена после отсечения детали до зоны сборки наклонной по отношению к горизонтали. Угол наклона дорожки плавно увеличивается. Опорная планка 25 выполнена также наклонной, но с постоянным наклоном. Дорожка 24 и планка 25 установлены таким образом для мещения центра тяжести кольца 22. Опорная планка 25 имеет ни сгибе раз ные радиусы: в эерхней ее,части радиус больше в 10 раз, чем в нижней части. . Механизм досборки 6 установлен На конце лотка подачи винтов и состоит из корпуса и расположенных в нем толкателя 26 с упором 27 и двуплечего рычага, закрепленного на оси 28. Плечо 29 рычага находится в контакте с упором 27 толкателя 26 Кроме того, рычаг подпружинен пружиной 30 на корпус механизма досборки 6 . В исходном положении плечо рычага 31 установлено в пазу лотка 5 и ниже плоскос-га скольжения винта 2 Механизм отсекания 3 установлен на опоре 32. На штоке 9 закреплены зажи ные зле11енты 33, предназначенные для захвата собранных комплектов. Устройство работает следующим образом. Кольца и ВИ.НТЫ из питателей (не показаны) скользят в направленном п ложении по лоткам 4 и 5 к отсекателям 18, 19 и 20, 21. Концы рычагов 1 и 14 расходятся. Стержни 19 и 21 пр этом входят в зону отсекания деталей, а стержни 18 и 20 отпускают отсеченную стержнями 19 и 21 деталь . В зоне сборки на механизме отсекания установлено стопорное устройс во для остановки винта 23. Стопорно устройство выполнено из двух упоров 34 и 35, закрепленных на концах 16 у. 17 . Лоток 4 установлен выше лотка 5 на величину, необходимую Д.ЧЯ накидаавания кольца 22 на винт 2 Упоры закрывают лоток 5 и отпущенный винт 23 упирается в .них. Отсече ное кольцо 22 катится по дорожке 24 опираясь торцом на планку 25. Кольцо 22 контактирует с радиусом планки 25 выше центра тяжести кольца. конце хода по дорожке 24 кольцо 22 отжимается радиусом от планки 25 и переносит центр тяжести вправо. Кшицо 22 падает с точкой опоры по радиусу и одновременно соскальзывает вниз по дорожке 24. После падения кольца 22 на торец центр тяжести ег перевесит и кольцо начнет падать, а затем по инерции повернется на 90 за время свободного падения. Во врея свободного падения кольцо 22 попадает своим отверстием на стержнеую часть винта и нанизывается на инт. В этот момент после получения сигнала от кнопки срабатывает цииндр 7 и его шток 9 опускается в нижнее положение и торцом 26 корпуса 11 контактирует с толкателем 26. Толкатель 26 при этом смещается вни. и через злементы 27 и 29 смещает плечо рычага 31 в сторону лотка. Если подсборка винта 23 и кольца 22 произойдет некачественно, {см стятся их оси и кольцо своим торцом встанет не на лоток 5, а на торец винта 23), то плечо рычага 31, смецаясь к лотку, сместит или кольцо 22, или винт 23 в сторону совмещения их осей и таким образом произойдет правильная сборка винта и кольца. Далее при движении штока 9 с механизмом захвата 10 вниз к подсобранным деталям зажимные элементы 33 зах,ватывают винт 23 за резьбовую часть. IB это время срабатывают автоматика (И шток 9 начинает втягиваться, забирая подсобранные детали из зоны окончательной сборки. После втягивания штока 9 до конца срабатывает цилиндр 8, и его шток начинает выдвигаться, смещаясь при этом с оси 37 в положение оси 38. При крайнем выдвинутом положении этого штока срабатывает цилиндр 7 и его шток 9 опускается в нижнее положение. При крайНем выдвинутом положении штока цилиндра 8 корпус 11 узла захвата 10 выходит из зацепления с механизмом отсекания 3. Концы 16 и 17 рычагов 13 и 14 при этом сводятся пружиной 12, а стержни 18-21 и упоры 34 и 35 меняют свое положение. Стержень 18 входит в зону отсекания деталей, находящихся в лотке 4,стержень 19 выходит из зоны отсекания деталей в лотке 4, и кольца смещаиотся до упора в стержень 18. Стержень 20 входит в зону отсекания деталей, находящихся в лотке 5, а стержнеь 21 выходит из зоны отсекания деталей в лотке 5, и винты смещаются до упора в стержень 20. Упоры 34 и 35 расходятся и опускают подсобранные винт-кольцо 23, 22, и последние скользят вниз по лотку 5 до упора в планку. Шток 9 цилиндра 7 доходит до нижнехо положения. Подсобранные винт-кольцо устанавливаются в губки патрона, установленного на планшайбе автоматической сборочной установки (не показано). Срабатывает гютоматика, и шток 9 начинает втягиваться, оставляя детали винткольцо зажатыми в губках патрона.
В верхнем положении механизма захвата 10 срабатывает автоматика и выдается сигнал на цилиндр 8.Шток цилиндра 8 начинает втягиваться, при этом цилиндр 7 смещается в исходное положение по оси 37. Корпус 11 механизма захвата 10 входит при этом мезвду концами механизма отсекания 3, которые при этом расходятся. Далее цикл повторяется.
Предлагаемая конструкция устройства позволяет повысить надежность сборки. Формула изобретения
Устройство для сборки винтов с кольцами, содержащее механиз &1 поштучной
вьадачи собираекых деталей, отсекатели лотки-склизы, расположенные один над другим и имеющие элементы для обеспечения переориентации собираемых деталей, отличающееся тем, что, с целью повышения надежности, оно снабжено установленным на конце одного из лотков-склизов механизма досборки, выполненным в виде корпуса и расположенных в нем толкателя и подпружиненного двуплечего рычага, причем рычаг установлен с воэ|можностью взаимодействия одним плевом с толкателем, а другим - с собранным комплектом деталей, при этом тсшкатель имеет возг эжность взёшмодействия с введенным механизмом захвата готового комплекта деталей.
Источники информации, 20 принятые во внимание при экспертизе
1. Авторское свидетельство СССР 663526, кл. В 23 Р 19/08, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматическая линия для сборки,преимущественно,петель | 1983 |
|
SU1088912A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Установка для наплавки клапанов двигателей внутреннего сгорания | 1977 |
|
SU897438A1 |
| Сборочный комплекс | 1989 |
|
SU1715542A1 |
| Устройство для сборки уплотнительной манжеты | 1980 |
|
SU944860A1 |
| Сборочный автомат | 1977 |
|
SU707754A1 |
| Устройство для контактной точечной сварки | 1984 |
|
SU1211011A1 |
| Устройство для поштучной выдачидЕТАлЕй | 1979 |
|
SU841913A1 |
| Автомат для индукционно-тепловой сборки неподвижных соединений | 1979 |
|
SU876352A1 |
| Способ сборки игольчатых подшипников, устройство для его осуществления и рабочая головка к устройству | 1990 |
|
SU1783185A1 |
23
30
в
