1 Изобретение относится к обработк металлов давлением. Известен многопозиционный горизонтальный пресс для объемной штам повки, содержащий разъемную станину разъемные матрицы, пуансоны, привод манипулятор для перемещения обрабат ваемых деталей из одной матрицы в др гую ЕО. Известен также многопозиционный горизонтальный пресс для объемной штамповки, содержащий загрузочное устройство ,, инструментальный блок с рабочими инструментами, устройство для съема обрабатываемых деталей с; пуансонов, устройство для передачи деталей с позиции на позицию, вы полненное в виде захватов, установленных с возможностью возвратно-поступательного перемещения, устройство для подвода охлаждающей жидкости к рабочим инструментам и кулачковый ва с кулачком 2. Недостаток устройства - наличие большого числа элементов, что затрудняет обслуживание пресса и снижае его надежность. Цель изобретения - повышение удоб ства эксплуатации. Поставленная цель достигается тем, что многопозиционный пресс для объемной штамповки, содержащий загрузочное устройство, инструментальный блок с рабочими инструментами, устройство для съема обрабатываемых деталей с пуансонов, устройство для передачи деталей с позиции на позицию, выполн-енное в виде захватов, установлеиных с возможностью возврат но- поступательного перемещения, устройство для подвода охлаждающей жидкости к рабочим инструментам и кулачковый вал с кулачком, снабжен плитой с подпружиненными губками, охватывающими пуансоны, и каналами для подвода охлаждающей жидкости к рабочим инструментам, смонтированно с возможностью перемещения вдоль осе рабочих инструментов, при этом каналы связаны с устройством для подвода охлаждающей жидкости, а загрузочное устройство выполнено в виде лоткагна копителя, жестко связанного с инструментальным блоком, люльки, установленной под лотком-накопителем.с возможностью поворота вокруг горизонтальной оси, перпендикулярной к осям рабочих инструментов, отражателя заготовок, закрепленного на
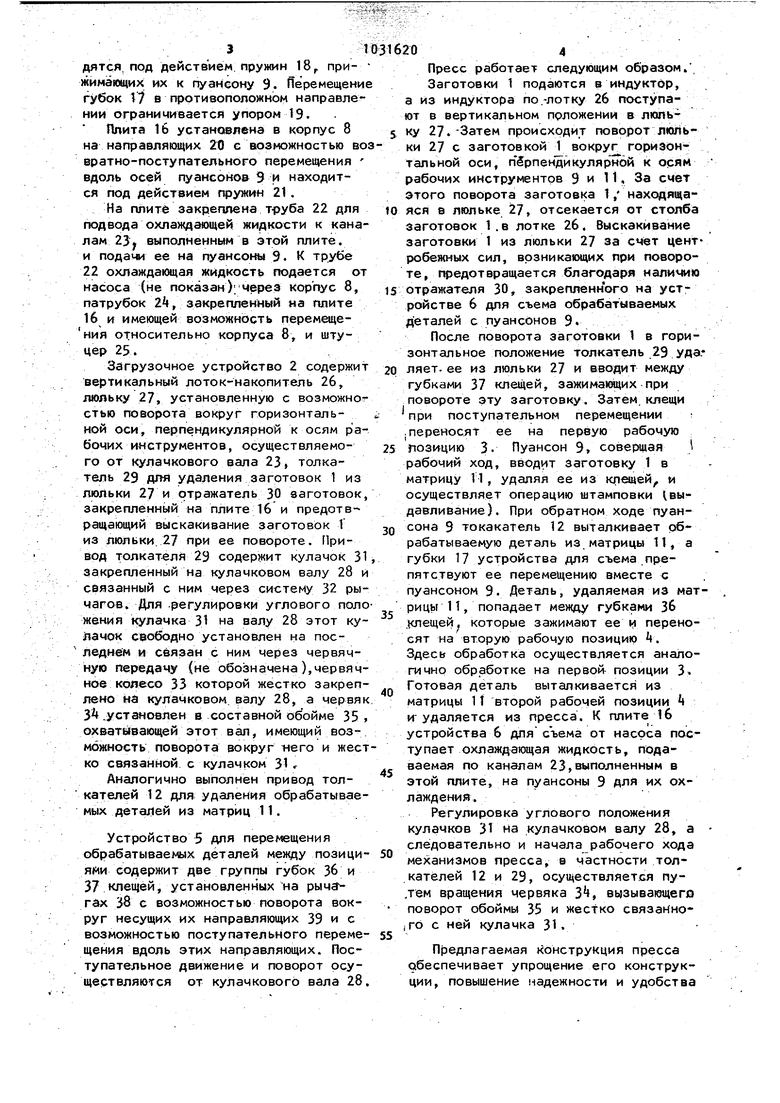
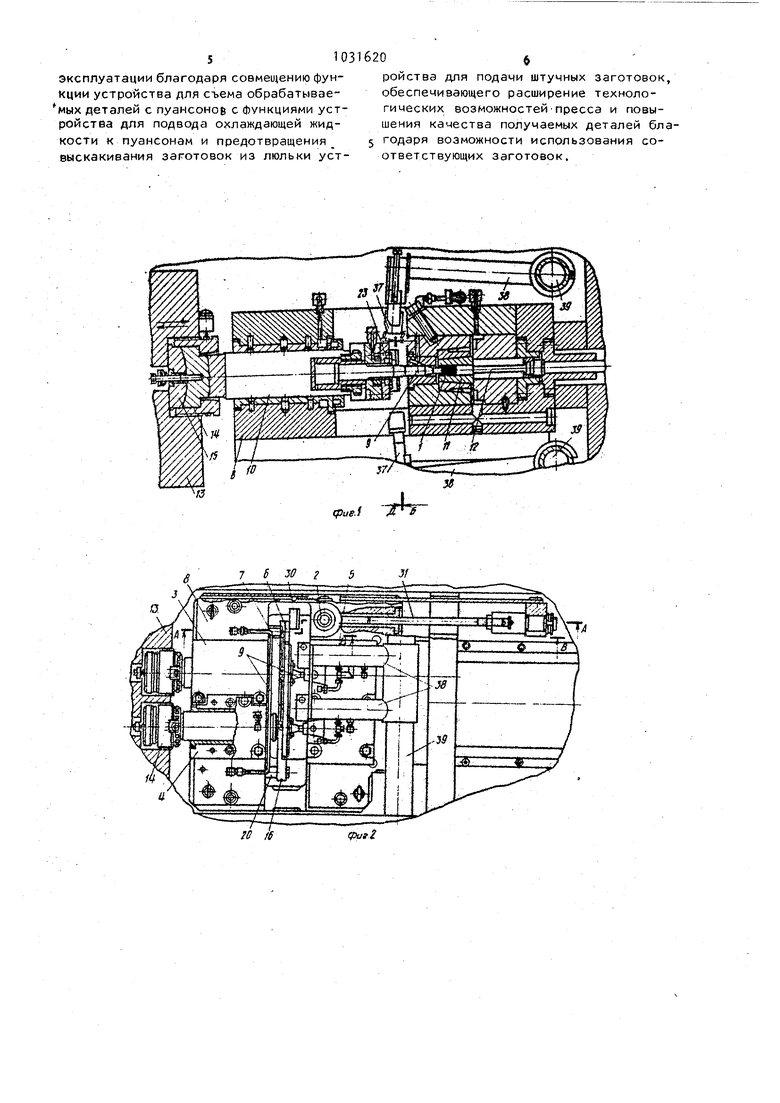
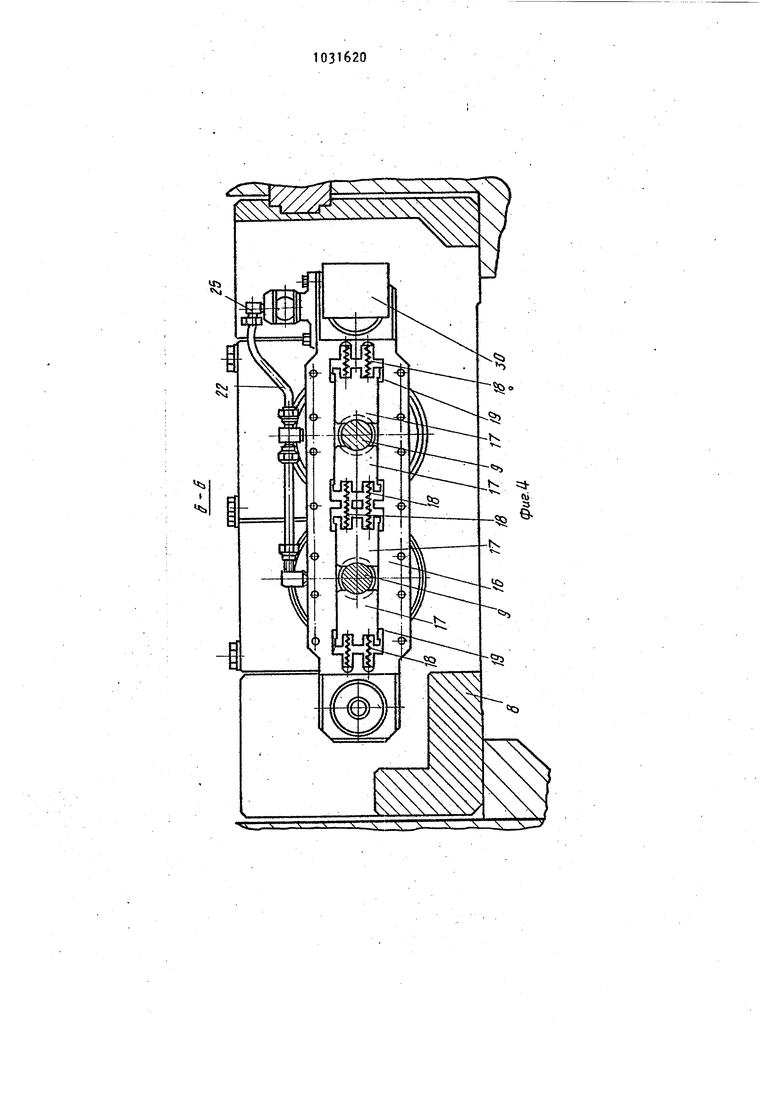
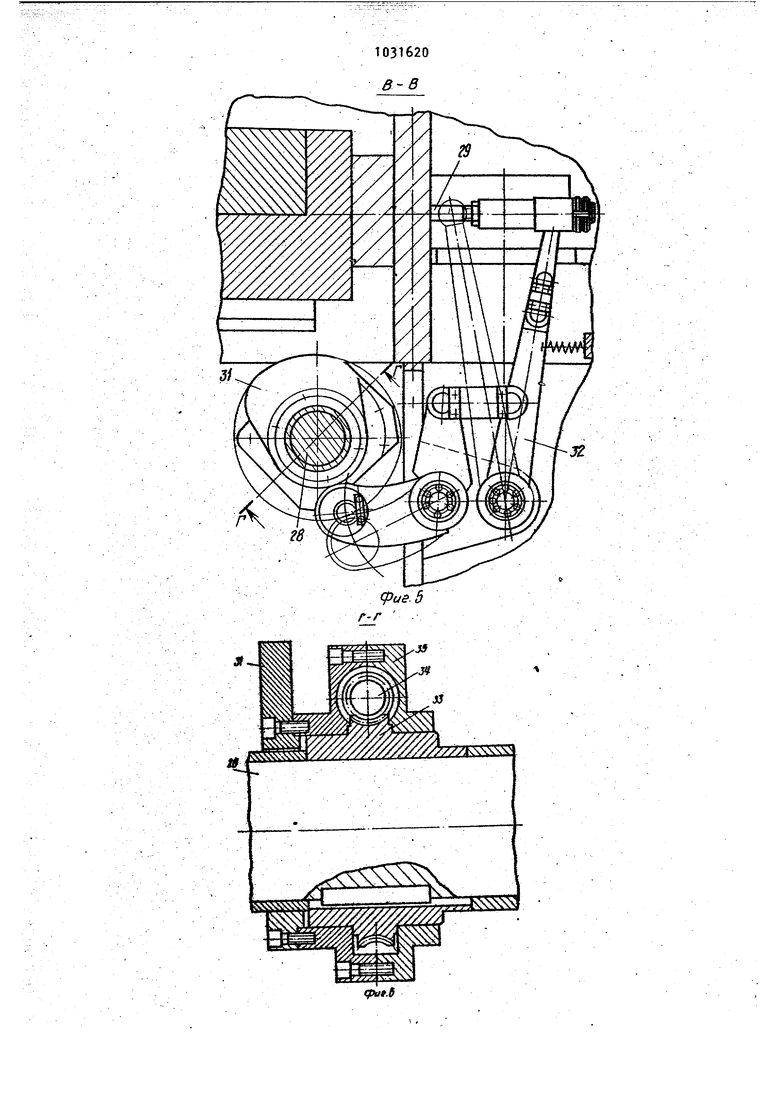
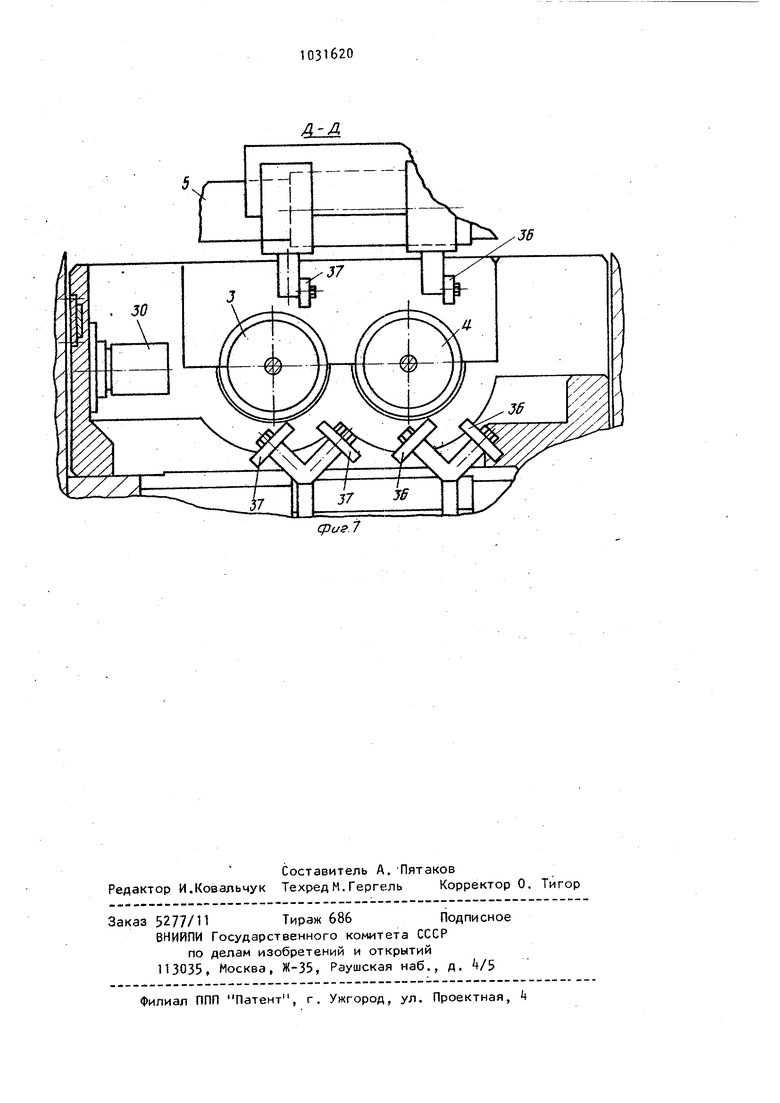
ния в радиальном направлении и нахо0плите, толкателя, связанного с. кулачковым валом. Кроме того, пресс также снабжен узлом регулировки положения кулачка, выполненным в виде червячной передачи, содержащей обойму с червяком. охватывающую вал и жестко связанную с кулачком, червячное колесо, жестко установленное на кулачковом валу, при этом кулачок установлен на валу свободно. На фиг. 1 представлена одна-из рабочих позиций устройства, продольный разрез; на фиг. 2 - автомат, вид сверху; на фиг, 3 - разрез А-А на фиг. 2; на фиг. - разрез Б-Б на фиг. 1 (вид на устройство для съема обрабатываемых деталей); на фиг,5 разрез В-В на фиг. 2 .(вид на привод толкателя устройства для подачи штучных заготовок); на фиг. 6 - разрез Г-Г на фиг. 5 (по кулачку привода толкателя); на фиг. 7 - разрез Д-Д у а фиг. 1 . .; Многопозиционный горизонтальный пресс предназначен для объемной штамповки (выдавливания) деталей типа стаканов (не показаны) из штучных заготовок 1. Пресс содержит загрузочное устройство 2, две штамповочные позиции 3 и , устройство 5 для перемещения обрабатываемых деталей между позициями 2, устройство 6 для съема обрабатываемых деталей, устройство 7 для подачи смазки и охлаждения, индуктор для нагрева заготовок (не показан). Загрузочное устройство 2 и рхабочие ПОЗИЦИИ 3 и размещены в цельном корпусе 8 закрытого типа. Каждая из рабочих позиций 3 и 4 содержит пуансон 9, размещенный в плунжере 10, матрицу 11, толкатель 12 для удаления обрабатываемых деталей из матрицы 11. Плунжеры 10 рабочих позиций 3 и k связаны с ползуном 13 посредством накидных гаек 1, прижимающих их к сферическим опорам 15, обеспечивающим самоустановку. Ползун 13 имеет кривошипно-рычажный привод (не показан). Устройство 6 для съема рбрабаты-.. ваемых деталей с пуансонов 9 выполнено в виде плиты 1б, в которой установлены две пары губок 17. Губки 17 каждой поры расположены по разные стороны от оси соответствующего пуансона 9 имеют возможность перемеще3tдятся. под действием, пружин 18 прижимающиХ их к пуансону 9. Перемещение губок 17 в противоположном направлении ограничивается упором 19. Плита 16 установяена в корпус 8 на направляюацих 20 с возможностью во вратно-поступательного перемещения вдоль осей пуансоноа 3 и находится под действием пружин 21. На плите закреплена труба 22 для подвода охлаждающей жидкости к каналам 23 выполненным в этой плите, и подачи ее на г ансоны 9. К трубе 22 охлаждающая жидкость подается от насоса (не показан); через Корпус 8, патрубок 2k, закрепленный на плите 16 и имеющей возможность перемещения относительно корпуса 8, и штуцер 25. Загрузочное устройство 2 содержит вертикальный лоток-накопитель 26, люльку 27, установленную с возможног стью поворота вокруг горизонтальной оси, перпендикулярной к осям рабочих инструментов, осуществляемого от кулачкового вала 23, толкатель 29 дгж удаления заготовок 1 из люльки 27 и отражатель 30 заготовок, закрепленный на плите 16 и предотвращающий выскакивание заготовок Т из люльки. 27 при ее повороте. Привод толкателя 29 содержит кулачок 31 закрепленный на кулачковом валу 28 и связанный с ним через систему 32 рычагов. Для регулировки углового поло жения кулачка 3 а валу 28 этот кулачок сао(х)дно установлен на последнем и связан с ним через червячную передачу (не обозначена ),червячное кояесо 33 которой жестко закреплено на кулачковом, валу 28, а червяк 3 .ycтa oвлeн в составной обойме 35 , охватывающей этот вал, имеющий возможность поворота вокруг него и жест ко связанной с кулачком 31 г Аналогично выполнен привод толкателей 12 для удаления обрабатываемых дет eui ей из матриц 11. Устройство 5 для перемещения обрабатываемых деталей между позициями содержит две группы губок Зб и 37 клещей, установленных на рыча гах 38 с возможностью поворота вокруг несущих их направляющих 39 и с возможностью поступательного перемещения вдоль этих направляющих. Поступательное движение и поворот осуществляются от кулачкового вала 28. 0 Пресс работает следующим образом. Заготовки 1 подаются в индуктор, а из индуктора по .-лотку 26 поступают в вертикальном положении в люльку 27.Затем происходит поворот люльки 27 с заготовкой 1 BOKpyj- горизонтальной оси, пёрпендикулярной к осям рабочих инструментов 9 и 11, За счет этого поворота заготовка 1, находящаяся в люльке 27, отсекается от столба заготовок 1.8 лотке 26. Выскакивание заготовки 1 из люльки 27 за счет центробежных сил, возникающих при повороте, предотвращается благодаря наличию отражателя 30, закрепленного на устройстве 6 для съема обрабатываемых деталей с пуансонов 9« После поворота заготовки 1 в горизонтальное положение толкатель 29 удаляет- ее из люльки 27 и вводит между губками 37 клещей, зажимащих при повороте эту заготовку. Затем, клещи при поступательном перемещении .переносят ее на первую рабочую позицию 3- Пуансон 9, совершая рабочий ход, вводит заготовку 1 в матрицу 11, удаляя ее из клещей, и осуществляет операцию штамповки tвыдавливание). При обратном ходе пуансона 9 токакатель 12 выталкивает обрабатываемую деталь из матрицы 11, а губки 17 устройства для съема препятствуют ее перемещению вместе с пуансоном 9. Деталь, удаляемая из матрицы 1 t , попадает между губками Зб ;клещей; которые зажимают ее ц| переносят на вторую рабочую позицию . Здесь обработка осуществляется аналогично обработке на первой позиции 3. Готовая деталь выталкивается из матрицы 11 второй рабочей позиции А и-удаляется из пресса. К плите 16 устройства 6 длясъема от насоса поступает охлаждающая жидкость, подаваемая по каналам 23,выполненным в этой плите, на пуансоны 9 для их охлаждени. Регулировка углового положения кулачков 31 на кулачковом валу 28, а следовательно и начала рабочего хода механизмов пресса, в частности толкателей 12 и 29, осуществляет.ся путем вращения червяка 3, вызывающего поворот обоймы 35 и жестко связанно|Гб с ней кулачка 31. Предлагаемая конструкция пресса обеспечивает упрощение его конструкции, повышение надежности и удобства
51031620§
эксплуатации благодаря совмещению фун- ройства для подачи штучных заготовок, кции устройства для съема обрабатывав- обеспечивающего расширение техноло мых деталей с пуансоноб с функциями уст- гических возможностейпресса и повыройства для подвода охлаждающей жид- шения качества получаемых деталей блакости к пуансонам и предотвращения5 ЗДэря возможности использования совыскакивания заготовок из люльки уст- ответствующих заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный агрегат для горячей штамповки | 1978 |
|
SU904860A1 |
| РАБОЧИЙ РОТОР | 1965 |
|
SU174601A1 |
| Многопозиционный штамп для обработки штучных заготовок | 1980 |
|
SU940950A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
| Чеканочный пресс-автомат | 1980 |
|
SU946982A1 |
| АВТОМАТИЗИРОВАННЫЙ МНОГОПОЗИЦИОННЫЙ ШТАМП | 1968 |
|
SU207680A1 |
| Многопозиционный штамп для холодной объемной штамповки | 1991 |
|
SU1836172A3 |
| ПРЕССОВЫЙ АГРЕГАТ ДЛЯ ОБРАБОТКИ ДАВЛЕНИЕМ (ВАРИАНТЫ) | 1990 |
|
RU2082614C1 |
| Многопозиционный сверлильный автомат | 1977 |
|
SU663499A1 |
Л
(рс/г.7
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Многооперационная горизонтально-ковочная машина | 1958 |
|
SU118068A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Банкетов А | |||
| Н | |||
| и др | |||
| Кузнечно-штампобочное оборудование | |||
| М., Машиностроение, 1970, t.( (прототип). | |||
