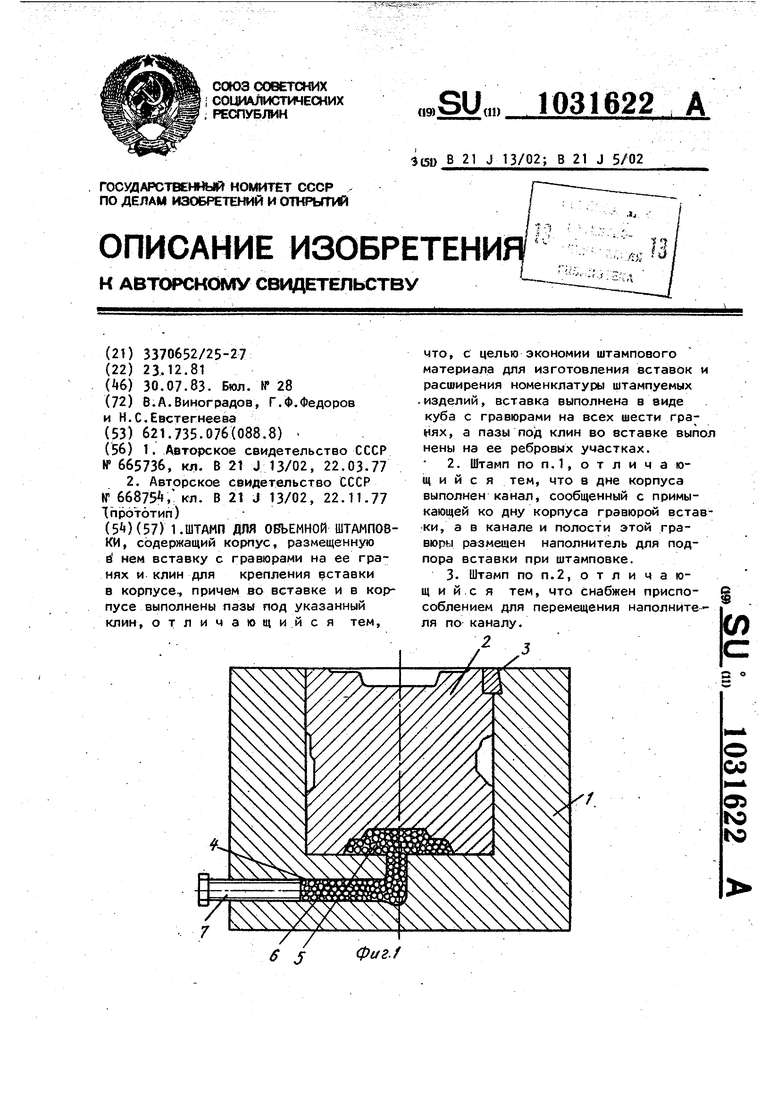
f Изобретение относится к обработ металлов давлением и может быт использовано в кузнечно-штампово :Ном производстве для получения ;детаяёй различной формы объемно .штамповкой, преимущественно при 1косерийном и одиночном характер производства. . Известен штамп для объемной шта повки, содержащий корпус, размещен в нем вставку с гравюрами на двух противоположных гранях и клиновые прижимы для крепления вставки в корпусе СОНедостатком известно штампа является большой расход штамповочног материала для изготовления вставки поскольку испсхпьзуются только две грани вставки, и при штамповке изделий различной номенклатуры мелки .партиями требуется большое количес во вставок. Известен штамп для объемной штамповки, содержащий корпус, разм щенную в нем вставку, выполненную в виде прямоугольного параллелепип да с гравюрами на четырех больших гранях и взаимно перпендикулярными пазами на торце, а также клин для крепления вставки в корпусе, взаимодействующий с выполненным в корпусе пазом и одним из упомянутых пазов во -вставке С Недостатком указанного штампа является также довольно высокий расход штампового материала для изготовления вставок, поскольку для гравюр используются только четыре грани вставки, при этом ограничена номенклатура штампуемых изделий. Кроме того, конструкция штампа не обеспечивает достаточной прочности штамповой вставки, так как она ослаблена гравюрами и пазами на торце. Цель изобретения - экономия штампового материала для изготовле ния вставок и расширение номенклатуры штампуемых изделий. Поставленная цель достигается тем, что в штампе для объемной шта повки, содержащем корпус, размещен ную, в нем вставку с гравюрами на ее гранях и клин для крепления вст ки в корпусе,причем во вставке и корпусе выполнены пазы под указанный клин, вставка выполнена в вид куёа с гравюрами на всех шест 2 гранях, а пазы под клин во вставке выполнены на ее ребровых участках, , Кроме того, для повышения точное ти вставки в дне корпуса выполнен канал, сообщенный с примыкающей ко дну Kopnycj гравюрой вставки, а в кйнале и полости этой гравюры размещен наполнитель :для подпора встав- . ки npi штамповке в частности, твердый). , Штамп может быть снабжен приспособлением для перемещения наполнителя по каналу. На фиг.1 показан штамп, общий вид; на фиг.2 - то же, в плане; на фиг.З - вставка с гравюрами и пазами под клин на ребрах, изометрия. Штамп, содержит корпус 1 и вставку 2, выполненную в виде куба, которая закреплена в корпусе посредством клина 3, примыкающего к плоскости разъема. В дне корпуса 1 выполнен канал , сообщающийся с гравюрой 5, заполненной твердым наполнителем 6. Канал 4 снабжен приспособлением 7 для перемещения наполнителя 6 в гравю ру 5 вставки. Пазы под клин 3 во вставке 2 выполнены на ее ребрах. Гравюры 5 расположены на всех шести гранях вставки. Подготовка штампа к работе осуществляется следующим образом. Вставку 2 устанавливают в гнездо корпуса 1 и закрепляют клином 3. Гравюра, примыкающая к плоскости, разъема штампа, является рабочей. С помощью приспособления 7 перемещают напблйитель 6 по каналу 1 до заполнения гравюры 5,находящейся на стороне противоположной рабочей гравюре. Штамп готов к работе. Штамповка осуществляется обычным способом. Применение объемной штамповки в мелкосерийном и единичном производстве сдерживается высокой стоимостью штамповой оснастки при небольших партиях дetaлeй.Поэтому в большинстве случаев мелкие партии деталей ( 50 70 штук изготовляют резанием из проката, причем согласно этому способу изготовления коэффициент весовой точности не превышает 0,3. Применение предлагаемого штампа в производстве позволит снизить расход штампового материала на изготовление вставок, а следовательно,.и стоимость комплекта штамповой оснастки на 30-40,что при мелких сериях деталей позволит 3103 изготавливать их способом объемной штамповки, т.е. повысить коэффициент весовой точности с 0,2-0,3 до 0,6-0,7, а следовательно, снизить расход металла на изготовление самих деталей. использовании пред1622лагаемого штампа-с гравюрами на шести гранях вставки расширится номенклатура изделий, штампуемых с, помощью одной и той же вставки. Кроме того, за счет, применения напЪлнителя повышается прочность вставки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для объемной штамповки | 1987 |
|
SU1489913A2 |
| ШТАМП ДЛЯ ЗАКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2019357C1 |
| Штамп для объемной штамповки | 1986 |
|
SU1412872A1 |
| Штамп для объемной штамповки | 1977 |
|
SU668754A1 |
| ШТАМП ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1991 |
|
RU2007248C1 |
| Штамп для объемной штамповки | 1987 |
|
SU1465164A2 |
| Сборный штамп для объемнойшТАМпОВКи | 1979 |
|
SU812408A1 |
| Штамп для объемной штамповки поковок | 1990 |
|
SU1750833A1 |
| Штамп для горячей обработки металлов давлением | 1983 |
|
SU1110533A1 |
| Инструментальный узел устройства для изотермической штамповки | 1982 |
|
SU1106572A1 |
1.ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ, содержащий корпус, размещенную в нем вставку с гравюрами на ее гранях и клин для крепления вставки в корпусе, причем во вставке и в корпусе выполнены пазы под указанный клин, отличающийся тем. фиг./ что, с целью экономии штампового материала для изготовления вставок и расширения номенклатуры штампуемых изделий, вставка выполнена в виде куба с гравюрами на всех шести гранях, а пазы под клин во вставке выпол нены на ее ребровых участках. 2.Штамп по п.1, о т л и ч а ющ и и с я тем, что в дне корпуса выполнен канал, сообщенный с примыкающей ко дну корпуса гравюрой вставки, а в канале и полости этой гравюры размещен наполнитель для подпора вставки при штамповке. 3.Штамп по п.2, о т л и ц а ющ и й.с я тем, что снабжен приспособлением для перемещения наполнителя по каналу. 2 3