(54) ШТАМП ДЛЯ ОБЬЕМНОЙ ШТАМПОВКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для объемной штамповки | 1976 |
|
SU608599A1 |
| Сборный штамп для объемнойшТАМпОВКи | 1979 |
|
SU812408A1 |
| ШТАМП ДЛЯ ЗАКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2019357C1 |
| Штамп для объемной штамповки | 1986 |
|
SU1412872A1 |
| Штамп для объемной штамповки | 1981 |
|
SU1031622A1 |
| Штамп для горячей обработки металлов давлением | 1983 |
|
SU1110533A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОВАННЫХ ДИСКОВ КОЛЕС АВТОМОБИЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2015786C1 |
| Сборный штамп | 1977 |
|
SU664736A1 |
| Штамп для объемной штамповки поковок | 1990 |
|
SU1750833A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВ И ДЕТАЛЕЙ К НИМ ДЛЯ ГОРЯЧЕГО ДЕФОРМИРОВАНИЯ МЕТАЛЛОВ | 1990 |
|
SU1744857A1 |
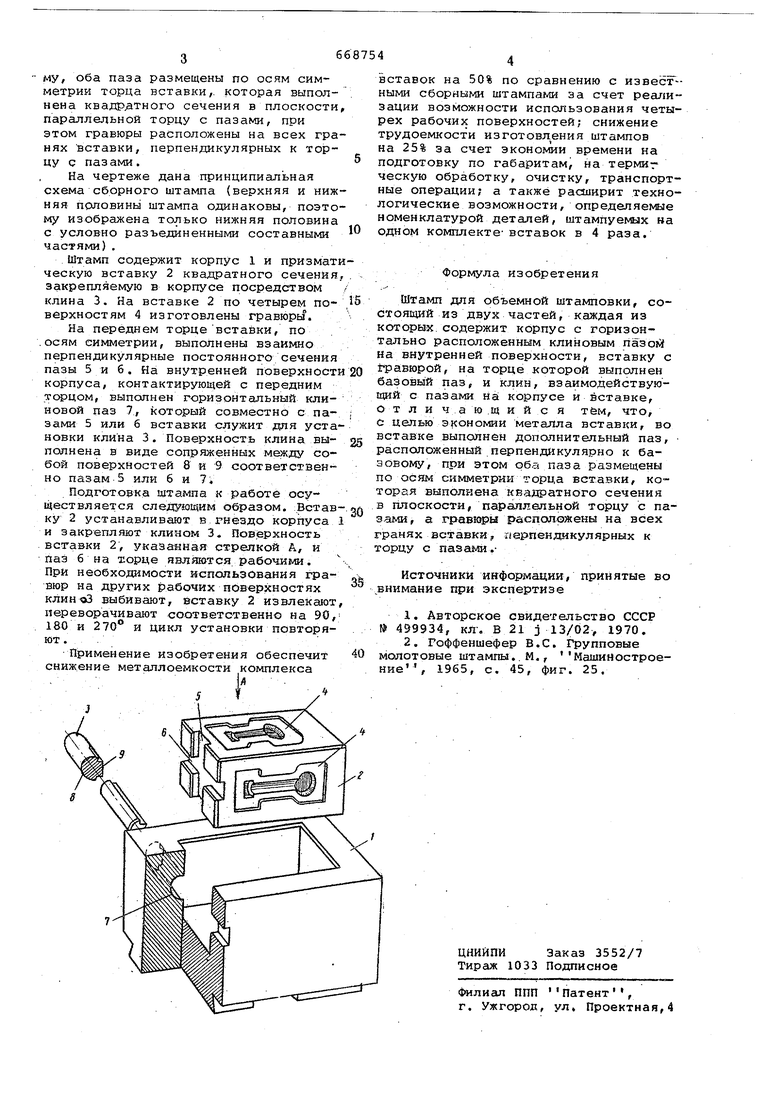
Изобретение относится к обработк металлов давлением, а именно к конструкциям сборных штампов для молотов . Известен молотовой блок, состоящий из верхнего и нижнего полублоков, каждый из которых представляет собой корпус с установленной в нем с зазором вставкой 1. Вставка выполнена с цилиндрической боковой поверхностью, каждый из полублоков снабжен герметизирующими кольцами, обхватывающими вставку, в полублоках выполнены центральная, осевая и радиальная проточки, при этом в последней размещен штуцер дл подвода сжатого воздуха. Известен, также сборный штамп со штифтовым креплением призматических вставок, СОСТОЯЩИЙ из верхней и ниж ней половин, каждая из которых содержит корпус с горизонтально распо ложенным клиновым пазом на внутренпризматическую вст ней, поверхности, с базовым уста.новочным пазом поКУстоянного сечения и клин, контактирующий ответными поверхностями с пазами на корпусе и вставке 2. Недостатком известных штампов является невозможность использования вставок с гравюрами на четырех сторонах, то есть увеличенный расход металла на изготовление каждой вставки. При штамповке обычных конструкционных сталей расход Металла Вставок может достигать 20-25 кг на 1000 кг штамповок, причем при одной и той же сложности штампуемых деталей расход штамповых сталей тем выше, чем меньше вес детали. При этом большая часть металла вставок используется нерационально, поскольку объём рабочей части вставки, содержащий гравюру с заусенечной ка- навкой и клещевиной, не превышает 5-15% объема вставки, и значительная часть металла, особенно при штамповке мелких деталей, служит лишь для заполнения .гнезда в штамповом блоке. Следствием нерационального использования Металла является повышенная трудоёмкость обработки кубиков из штамповых сталей по габаритам вставок,доходящая до 40%. Целью изобретения является экономия металла вставки. Это достигается тем, что во вставке выполнен дополнительный паз, расположенный перпендикулярно к баэово
