Ю
00
1C
1
Изобретение относится к обработке ме- I таллов давлением и может быть использова- i но при изготовлении деталей горячей объ- I емной штамповки.
Цель изобретения - упрощение конструкции штампа и повышение его эксплуатационной надежности. : На чертеже показан штамп, разрез, i Штамп содержит верхний 1 и нижний 2 корпусы, а также сменные вставки - I верхнюю 3 и нижнюю 4. На двух про- тивоположных сторонах каждой вставки вы- :полнены гравюры 5, облойные канавки 6 ; и мостики 7. Поверхность облойного мости- i ка 7 и опорная периферийная поверх- I ность вставки находятся в одной плоскос- i ти, т. е. вставка опирается на дно I гнезда корпуса одновременно и периферийной частью и мостиком. Вставки закреплены клиньями 8.
Штамп работает следующим образом.
Вставку 3 или 4 устанавливают в посадочное гнездо соответственно в нижний или в верхний корпусы 1 или 2 и закрепляют клином 8. Гравюра, примыкающая к плоскости разъе.ма щтампа, является рабочей. Поскольку поверхность мостика 7 расположена в одной плоскости с опорной периферийной поверхностью вставки, то при приложении силы в процессе щтамповки заготовки максимальный изгибающий момент, действующий на вставку, равен
р. Дграв
где Дг-рав - диаметр гравюры;
Р - сила, действуюп;ая на вставку. В известном же щтампе в этой формуле диаметр равен сумме величин;
Д Дграв + АД,
где ДД - увеличение диаметра, равное щи- рине мостика 7 плюс ширина облойной канавки 6.
В известном щтампе максимальный изгибающий момент будет 31 ачительно больше (примерно в 2 раза для штамповочных молотов с массой падающих частей 1-5т). Следовательно, предлагаемый щтамп более надежен, чем известный.
Излишки металла штампующей заготовки (облой) уходят по каналу, образующемуся за счет уменьшения высоты вставки по сравнению с высотой (глубиной) гнезда
корпуса. Раз)1ица высот равна высоте мостика 7.
Упрощение конструкции щтампа и повышение прочности вставок с гравюрами на двух противоположных гранях вставок позволяют значительно сократить расход дорогостоящей штамповой стали. Кроме того, значительное снижение стоимости штампово- го комплекта позволяет применять штамповку в мелкосерийно.м производстве (парQ тии штамповок 15-20 шт) вместо механической обработки этих деталей целиком из проката, что повышает в 2-3 раза коэффициент весовой точности деталей. При этом экономится материал, идущий на изготовление деталей, и значительно снижает5 ся трудоемкость механической обработки. Предлагаемый штамп, в отличие от известного, не требует использования наполнителя под расположенную внизу гравюру, т. е. упрошена конструкция и тамца.
При замене одной гравюры на другую
вставки 3 и 4 меняют местами, т. е. вставку 3 помешают в гнездо нижнего корпуса и наоборот, вставку 4 размешают вверху. Поэтому глубины посадочных гнезд корпусов 1 и 2 должны быть равны,
5 также должны быть равны высоты вставок 3 и 4, чтобы не изменялась толщина об- лоя.
Формула изобретения
0 Штамп для объемной щтамповки, содержащий верхний и нижний корпусы и закрепленные в их посадочных гнездах посредством клиньев соответственно верхнюю и нижнюю вставки, на противоположных гранях каждой из которых выпол5 нены гравюры с облойными канавками и мостиками, а по периферии этих граней выполнены контактирующие с дном гнезда корпуса опорные поверхности вставки, отличающийся тем, что, с целью упрощед ния конструкции и повышения эксплуатационной надежности, каждая вставка выпол- высотой, меньшей глубины посадочного гнезда cooi ветствующего корпуса на высоту облойного мостика, а ее опорная поверхность расположена в одной плоскости
5 с поверхностью облойного мост.чка, при этом высота верхней вставки равна высоте нижней вставки и глубина гнезда верхнего корпуса равна глубине гнезда нижнего корпуса.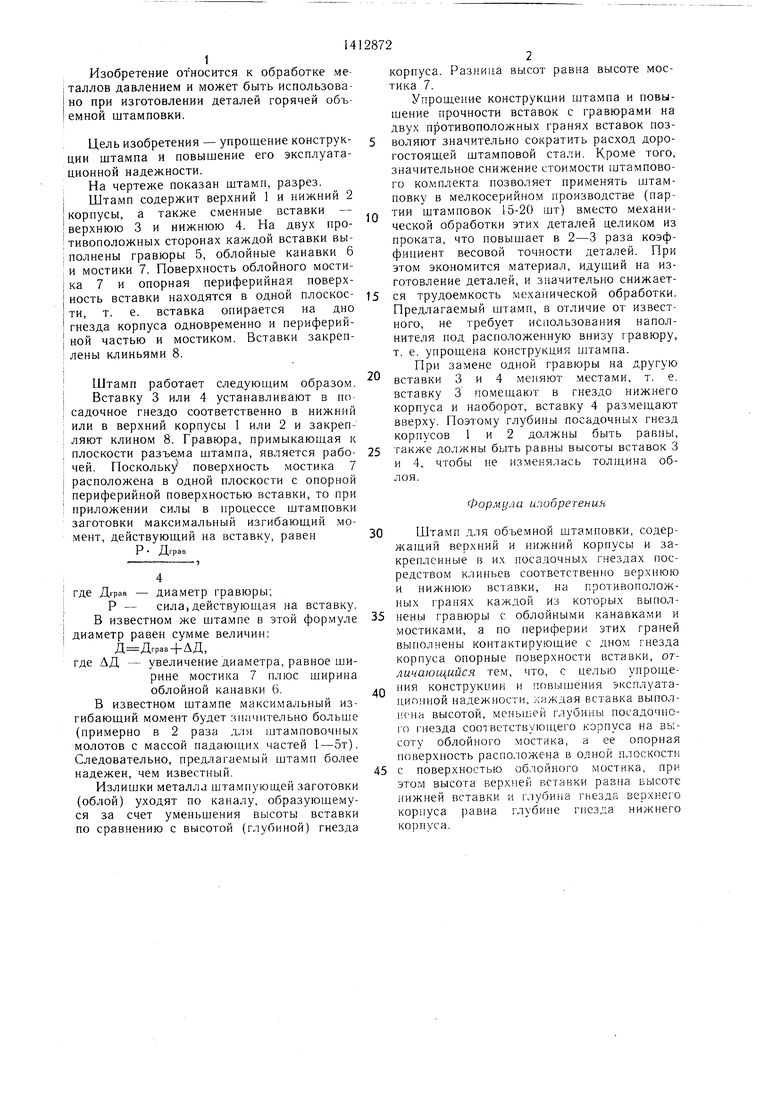
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для объемной штамповки | 1981 |
|
SU1031622A1 |
| Штамп для объемной штамповки | 1987 |
|
SU1489913A2 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2019 |
|
RU2732514C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| Устройство для изотермического деформирования | 1983 |
|
SU1140869A1 |
| Штамп для объемной штамповки | 1976 |
|
SU608599A1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2753482C1 |
| ШТАМП ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1991 |
|
RU2007248C1 |
| ШТАМП ДЛЯ МНОГОШТУЧНОЙ ШТАМПОВКИ | 1991 |
|
RU2011467C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВ И ДЕТАЛЕЙ К НИМ ДЛЯ ГОРЯЧЕГО ДЕФОРМИРОВАНИЯ МЕТАЛЛОВ | 1989 |
|
SU1615969A1 |
Изобретение относится к обработке .металлов давлением и может быть использовано при горячей объемной штамповке заготовок деталей. Цель изобретения - упрощение конструкции штампа и повышение его эксплуатационной надежности. Штамп для объемной штамповки содержит верхний и нижний корпусы со вставками, на противоположных гранях которых выполнены гравюры с облойными канавками и мостиками. Каждая вставка опирается на дно соответствуюш,его посадочного гнезда корпуса периферийной опорной поверхностью и поверхностью облойного мостика, которые расположены в одной плоскости. Это исключает возможность разрушения вставки за счет ее прогиба, так как изгибаюш.ий момент, действующий на вставку, относительно невелик. Высота вставки меньше глубины посадочного гнезда корпуса на высоту облойного мостика, а высоты верхней и нижней вставок равны. Также равны между собой глубины посадочных гнезд корпусов. Благодаря этому верхняя и нижняя вставки взаимозаменяемы при использовании гравюр на противоположных гранях вставок. 1 ил. о (Л
| Штамп для объемной штамповки | 1981 |
|
SU1031622A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
