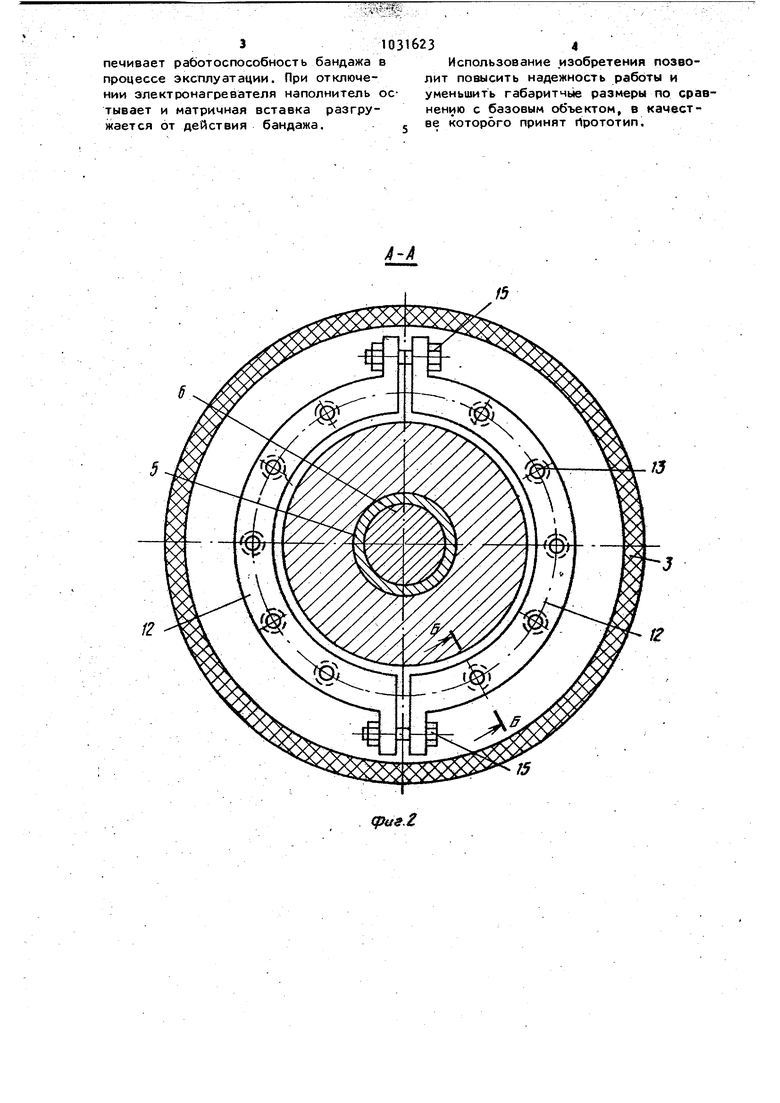
Изобретение относится к обработк металлов давлением, в частности к инструментам для горячей штамповки, 1,и может быть использовано при изо-термической штамповке. . Известна матрица для горячей штамповки,; содержащая матричную &СТ9ВКУ, бандаж с каналами для подвода охлаждающей среды и слой теплоизолирующего материала, размещенного между матричной вставкой и бан дажом { 1 . Недостатком известного устройства является невысокая надежность работы , так как в процессе эксплуа тации затруднено регулирование температуры в бандан е . Известна также матрица для горячей штамповки, содержащая размещенную в обойме матричную вставку и наполнитель, заполняющий пространство между матричной;вставкой и обой мой, а также элементы для регулиро вания степени сжатия наполнителяГ2. Недостаток указанной матрицы такж состоит в невысокой надежности работы, что обусловлено несовершеством системы регулирования степени сжатия наполнителя в процессе эксплуатации Наиболее близкой к предлагаемой является матрица для горячей штампов ки, содержащая матричную вставку, вы полненный в виде набора шайб бандаж и размещенную между матричной встайкой и бандажом обойму, выполненную в виде разрезных колец 3. Недостаткрм такой матрицы являетIся невысокая надежность работы, так как вследствие неравномерного нагрева бандажа и обоймы конструктивная прочность матричной вставки снижена. Кроме того, использование .матрицы дл изотермической штамповки связано со значительным увеличением габаритных размеров. Цель и; обретения - повышение надежности работы и уменьшение габаритных размеров. Поставленная цель достигается тем, что матрица для горячей штампов ки, содержащая матричную вставку, вы полненный в виде набора шайб, бандаж и размещенную между матричной вставкой и бандажом обойму, выполненную в виде набора разрезных колец, снабж на двумя разъемными полукольцами с полостями, в которых размещены вкладыам и наполнитель,матричная вставка Е)ыполнена с верхним и нижним фланцами, а разъемные полукольца установлены концентрично матричной вставке с возможностью взаимодействия с одним из фланцев и с одной из шайб, бандажа, причем коэффициент линейного расширения материала наполнителя в 1 ,5-3 раза больше, чем у материала разъёмных колец. На фиг. 1 показана матрица для го.рячей штамповки, общий вид; на фиг.2разрез А-А на фиг.1; на фиг.З -разрез Б-Б на фиг.2. Матрица состоит из основания 1, На котором размещены матричная вставка 2 и теплоизоляционный кожух 3. В матричной вставке 2 размещены выталкиватель А, формируемая заготовка 5 и пуансон 6.На матричной вставке 2 размещена обойма, выполненная в виде набора разрезных колец 7. а также бандаж, выполненный в виде набора ишйб 8. При этом верхняя шайба 9 взаимодействует с верхним фланцем 10 матричной вставки, а нижняя шайба 1 1 - с разъемными полукольцами 12, в полостях которых размещены вкладыши 13 и наполнители Vk. Разъемные полукольца 12 соединены болтами 15 и через основание 16 взаи- модействуют с нижним фланцем Г матричной вставки 2. Между изоляционным кожухом 3 и бандажом размещен электронагреватель 18. Матрица работает следующим образом . После сборки матрицы осуществляется выборка зазоров за счет затяжки болтов 15. При включении электронагревателя 18 происходит нагрев всех деталей матрицы. Причем бандажные шайбы 8,9 и 11 нагреваются доболее высокой температуры, чем разрезные колвца 7 обоймы. Возникающие при этом зазоры ликвидируются за счет увеличения объема наполнителя 1, коэффициент линейного расширения которого в 1,5-3 раза больше, чем у материала разъемных полуколец 12, В качестве наполнителя может быть спользован алюминий. Таким образом, ля приведения собранной матрицы в абочее положение достаточно нагреть . е до рабочей температуры, что и обеспечивает работоспособность бандажа в процессе эксплуатации. При отключении электронагревателя наполнитель остывает и матричная вставка разгружается от действия бандажа. j
Использование изобретения позволит повысить надежность работы и уменьшить габаритчь е размеры по сравнению с базовым объектом, в качестве которого принят прототип.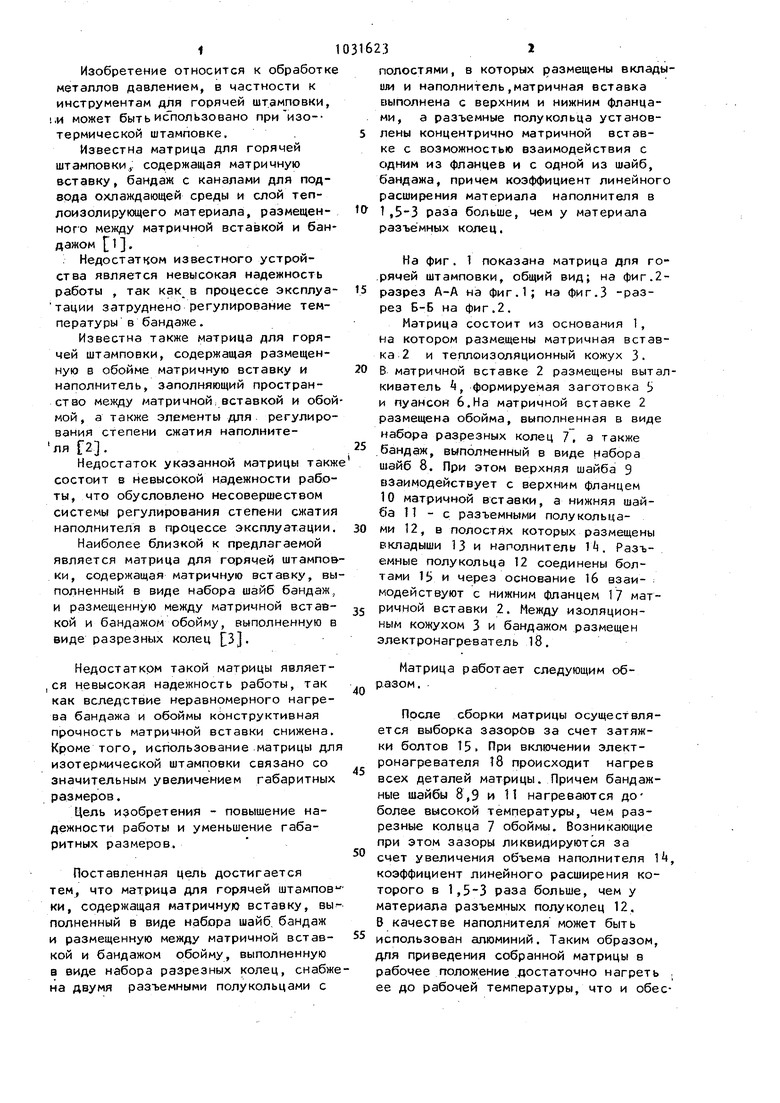
| название | год | авторы | номер документа |
|---|---|---|---|
| Матричный блок штампа для горячей штамповки изделий | 1982 |
|
SU1071344A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ТРУБОПРОФИЛЬНЫХ ПРЕССАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2375134C2 |
| Штамп для изготовления полых деталей | 1978 |
|
SU700263A1 |
| Способ изготовления бандажированных матриц | 1977 |
|
SU727276A1 |
| Штамп для объемной штамповки деталей | 1981 |
|
SU1049158A1 |
| Штамп для высадки фланцев с плоскими гранями на трубных заготовках | 1981 |
|
SU990389A1 |
| Штамп для деформирования заготовки в разъемной матрице | 1979 |
|
SU871987A1 |
| Матрица к штампам для объемной штамповки | 1983 |
|
SU1144755A2 |
| Штамп для радиальной штамповки поковок с центровыми отверстиями | 1986 |
|
SU1382573A1 |
| Матрица к штампам для объемной штамповки | 1976 |
|
SU631248A1 |

qttts.Z
W
gjt/s.3
12
w
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 757239, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Авторское свидетельство СССР , кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| (( МАТРИЦА ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ, содержащая матричную вставку, выполненный в виде набора шайб бандаж и размещенную между матричной вставкой и бандажом обойму, выполненную в виде набора разрезных колец,отличающаяся тем, что, с целью повышения надежности работы и уменьшения габаритных размеров, она снабжена двумя разъемными полукольцами с полостями,в которых размещены вкладыши и наполнитель,матричная вставка выполнена с верхним и нижним фланцами, а разъемные полукольца установлены концентрично-мат-, ричной вставке с возможностью взаимо действия с одним из фланцев и с одной из шайб бандажа, причем коэффициент линейного расширения матери- s ала наполнителя в 1,5-3 раза больше, (Л .чем у материала разъемных полуколец | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
