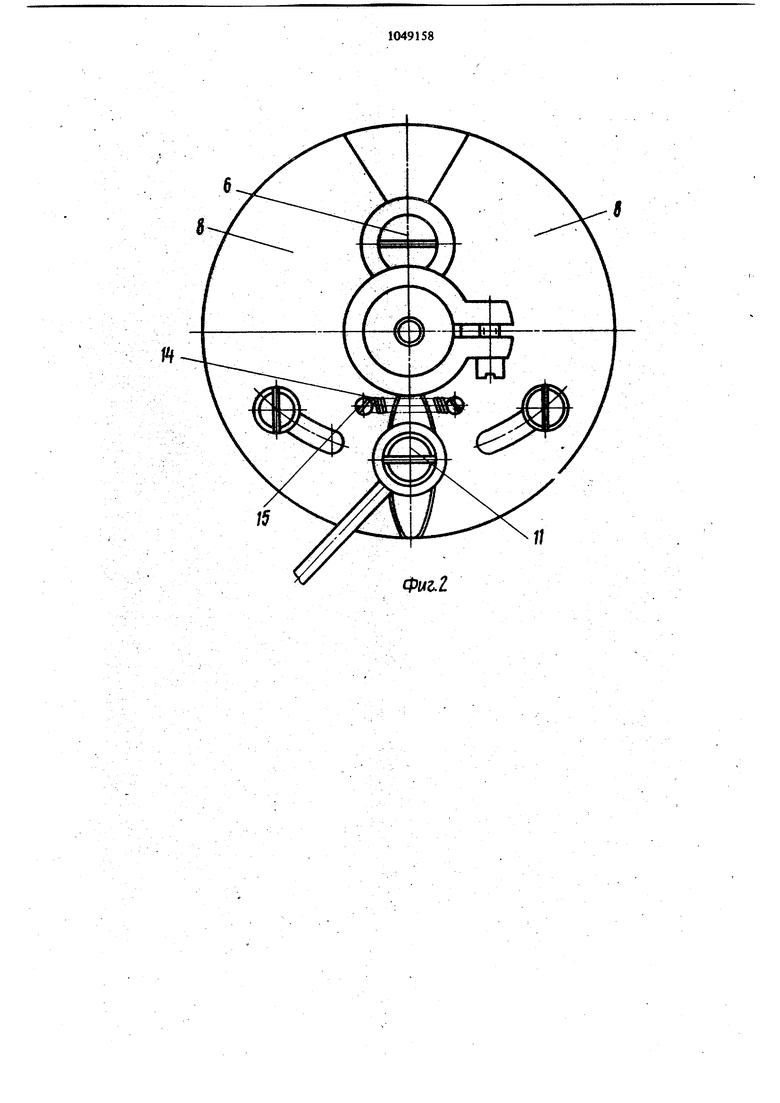
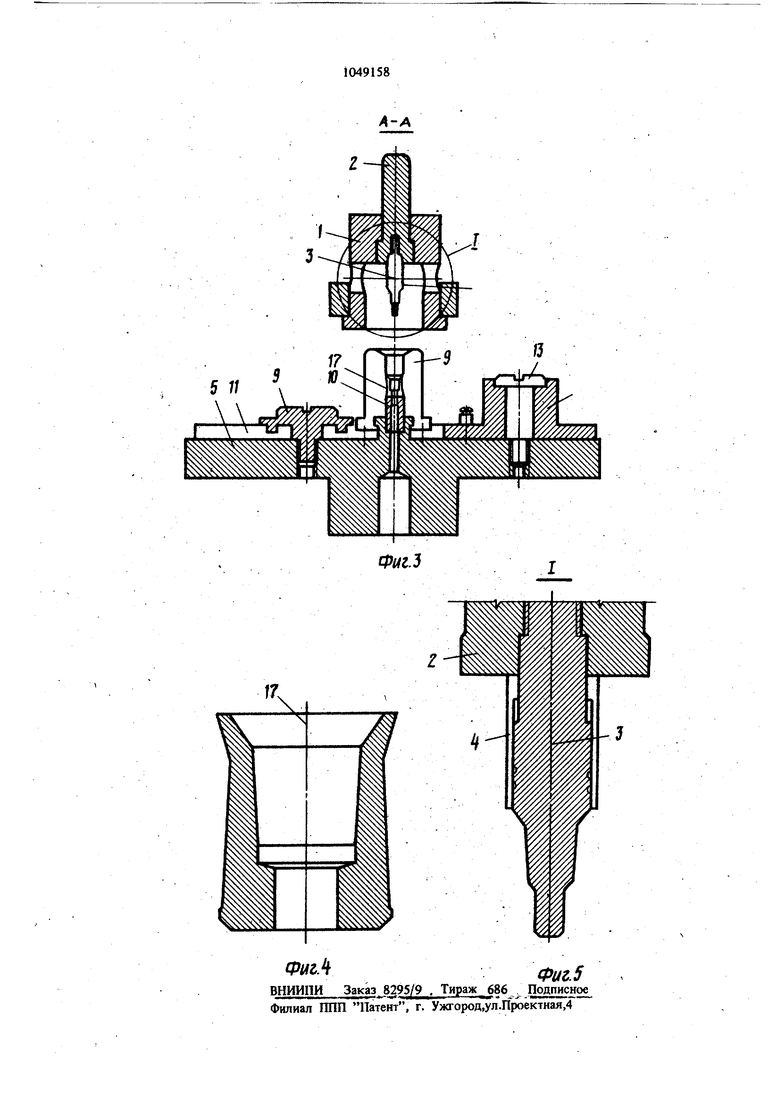
«1 Изобретение относится к обработке металлов давлением и может быть использовано для изготовления деталей сложной формы, например пуль для пневматического оружия.. Известен штамп, содержащий составную мат рицу с горизонтальной плоскостью разъема и пуансон, вьшолненный в виде формообразующих секций и стержня 1. К недостаткам этого щтампа относится низкое качество готовых изделий. Кроме того, конструкция штампа не позволяет изготавливать на нем изделия сложной формы. Известен также штамп для объемной штамповки, содержащий верхнюю часть с установлен ным в ней пуансоном и нижнее орновани с полуматрицами, между шарнирных опор на нижней плите, и пуансон, между которыми расположена матричная вставка 2. Недостатком зтого штампа является невысокая точность изготовления деталей сложной конфигурации. Целью изобретения является повышение to4ности изготовления деталей сложной конфигурации. Цель достигается тем, что штамп для объем ной штамповки деталей, содержащий верхнюю часть с установленными в ней пуансоном и нижнее основание с полу матрицами, между которыми расположена матричная вставка, снабжен размещенной на нижнем основании и шарнирно связанной с ним осью разъемной плитой, состоящей из двух частей, связанных между собой пружиной, каждая полуматрица жестко закреплена на отдельной части шшты, на пуансоне установлен охватывающий его съемник, верхняя часть штампа снабжена резной втулкой с охватывающим ее регулировочным стяжным кольцом, размещенной концентрично пуансону иустановленно Гс возможностью взаимодействилг. с полуматрицами, при зтом в каждой части пли ты выполнен направляющий паз, а в нижнем основании установлены ограничительные упоры, входящие в указанные пазы, причем нижнее основание вьшолнено с выступами, а на матрицах и частях разъемной плиты выполнены пазы под указанные выступы. На фиг. I - показан штамп, вид сбоку; на фиг. 2 - то же вид сверху; на фиг. 3 - разрез А-А на фиг. 3; на фиг. 4 - ипампованная деталь, разрез; на фиг. 5 - узел 1 на фиг. 3., Штамп для объемной штамповки деталей состо ит из верхнего и нижнего узлов. Верхний узел штампа содержит разрезную втулку 1, в которую впрессован хвостовик 2 пуансона 3. 8 Пуансон 3 с надетым- на него съемником 4 установлен в, хвостовик 2. Нижний узел щтампа состоит из основания S, к которому винтом-осью 6, расположенной в плоскости разъема полуматриц и смещенной относительно центральной оси штампа, и двумя ограничительными упорами-винтами 7 монтируется разъемная плита 8, состоящая из двух половин: К разъемным частям плиты жестко крепятся полуматрицы 9. В основание 5 запрессо; вана матричная вставка 10 со сквозным отверстием. Система разъема плиты, состоящая из кулачка 11 и рукоятки 12, крепится к основанию посредством винта оси 13 в плоскости разъема полуматриц и расположена диаметрально проти- вополойсно оси 6. Части разъемной плиты связаны между собой пружиной 14. На разрезной втулке 1 установлено регулировочное стяжное кольцо 15 с винтом 16. Для работы штампа необходимо, чтобы разъемная матрица при отводе верхнего узла вверх оставалась на своем месте. Эту функцию вьшолняют выступы нижнего основания и пазы на полуматрицах частей разъемной плиты. Верхний узел крепится в подвижной верхней части пресса. Нижний узел становится на неподвижное основание пресса с устройством для крепления нижнего узла щтампа. При вращении винта пресса верхний узел, опускаясь вниз, надевается на сомкнутую матрицу до упора. После чего нижний узел фиксируется на нижнем основании пресса, верхний узел поднимается вверх. Регулировка необходимой степени сжатия полуматриц производится после пробного рабочего цикла винтом 16 кольца 15. Штамп работает следующим образом. В рабочую полость матрицы кладется дозированная заготовка, верхний узел опускается до упора, в результате чего пуансоном заготовка деформируется. Затем верхний узел поднимается до сходаого положения. Части разъемной плиты 8 разводятся в стороны при сохранении горизонталМого положения за счет двух ограничительных упоров-винтов 7, преодолевая сопротивление пружтцл 14. Полуматрицы также расходятся в стороны. Отштампованная деталь 17 остается на ма фичной вставке 10 и убирается с нее. Затем полуматрицы сводятся в рабочее положение. Цикл повторяется. По сравнению с базовым объектом предлагаемый штамп позволяет повысить точиость подучаемых деталей.
Ф«г.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для штамповки деталей сложной конфигурации | 1980 |
|
SU1042870A1 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| Штамп для пробивки щелевидных отверстий | 1976 |
|
SU648307A1 |
| Штамп для штамповки деталей | 1982 |
|
SU1063523A1 |
| Штамп для раздачи полых заготовок | 1980 |
|
SU927382A1 |
| Штамп для изотермической штамповки | 1986 |
|
SU1500428A1 |
| Штамп для объемной штамповки | 1986 |
|
SU1423244A1 |
| Гибочный штамп для изготовления П-образных деталей | 1991 |
|
SU1803227A1 |
| Штамп для объемной штамповки | 1990 |
|
SU1731397A1 |
| Штамп для гибки | 1988 |
|
SU1523223A1 |
ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ ДЕТАЛЕЙ, например пуль для пневма тического оружия, содержащий верхнюю часть с установленными в ней пуансоном и нижнее основание с полуматрицами, между которыми расположена матртиая вставка, отличаю щийся тем, что, с целью повышения точности изготавливаемых деталей, он снабжен размещенной на нижнем основании и шарнирно связанной с ним осью разъемной плитой, состоящей из двух частей, связанных между собой пружиной, каждая пояумятрт жестко закреплена на отдельной части плиты, на пуансоне установлен охватывающий его съемник, верхняя часть ипампа снабжена разрезной втулкой с охватывающим ее регулировочным стяжным кольцом, размещенной коицентрично пуансону и установленной с возможностью взаимодействия с полуматрицами, при этом в каждой части плиты выполнеи паз, а в нижнем основании установлены ограничительные упоры, входящие в указанные пазы, причем нижнее ocнoвa. i ние выполнено с выступами, а на полуматрицах: и частях разъемной плиты выполнены пазы под указанные выступы.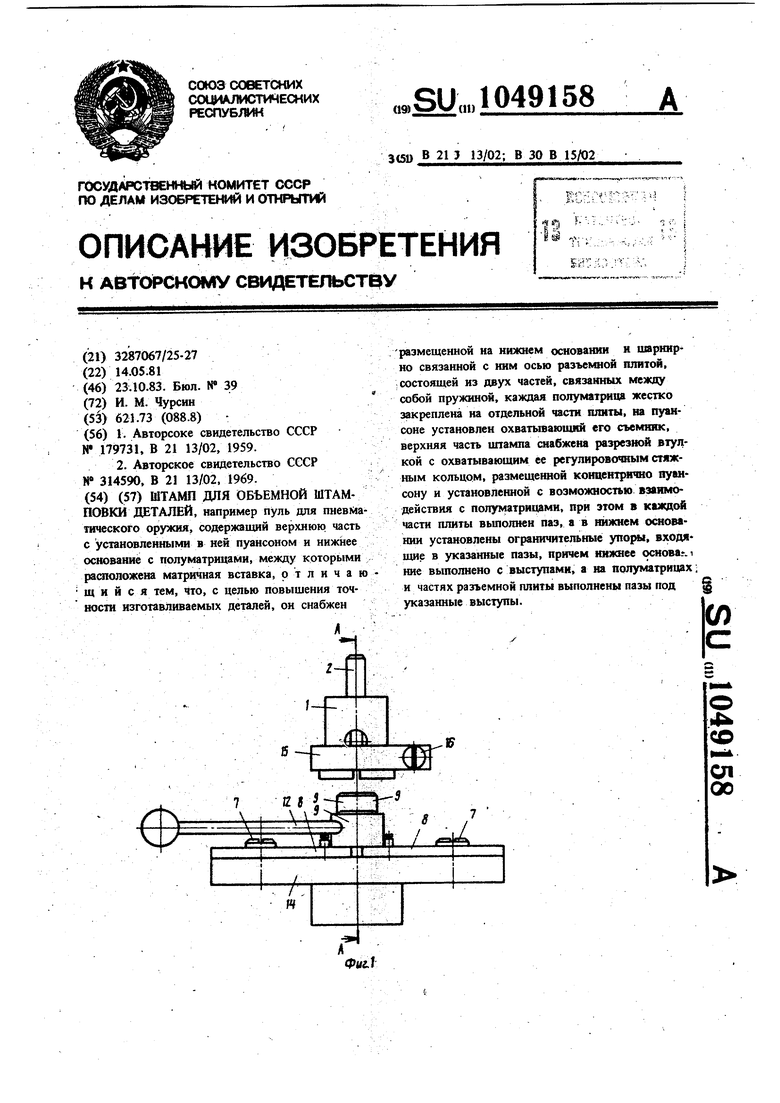
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ШТАМП ДЛЯ ОТБОРТОВКИ ДЕТАЛЕЙ ПОЛУЗАКРЫТОГО ТИПА | 0 |
|
SU179731A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ШТАМП С РАЗЪЕМНОЙ МАТРИЦЕЙ | 0 |
|
SU314590A1 |
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
