«11 Изобретение относится к обработке металлов давлением и может быть использовано в штампах для объемной штамповки. По основному авт. св. № 869930 известна матрица к штампам для объемной штамповки, преимушественно в изотермических условиях, содержащая корпус, обойму с внутренней конической поверхностью и размешенную в обойме с зазором керамическую вставку с конической наружной поверхностью, а также заполняющий зазор наполнитель, при этом в зоне сопряжения торцовой поверхности обоймы с керамической вставкой выполнен дополнительный зазо для выхода наполнителя, а конусность наружно поверхности вставки выполнена большей, чем конусность внутренней поверхности обоймы 1 При использовании закрытой схемы штамповки керамическую вставку известной матрицы целесообразно вьшолнять утопленной ниже торцовой поверхности обоймы, а часть внутренНей поверхности обоймы, расположенную над торцовой поверхностью керамической вставки, выполнять в виде формообразуюшей поверхности матрицы. Кроме заглубления вставки, матрицу целесообразно использовать в перевернутом виде, т.е. формообразующую поверхность матрицы (гравюру) выполнять со стороны выталкивателя. Данная компановка наиболее удобна при использовании матрицы для получения изделий без периферийного заусенца с заданной боковой поверхностью, а также деталей увеличенной высоты, например, типа стаканов. Однако в этом случае .деформируемый металл, вездейсхвуя на пластичный наполнитель, продавливает его в зазор между вставкой и обоймой, нарушая с каждым циклом штамповки напряженное состояние вставки, уменьшая тем самым ее стойкость. Кроме того, уходящий в зазор наполнитель освобождает зазор, который при штамповке заполняется деформируемым металлом заготовки. Вследствие этого на торцовой поверхности отштампованной детали образуется кольцевой выступ, соответствующий конфигуращи свободного от пластического наполнителя зазора. Кроме того использование матрицы цельного наполнителя приводит к неравномерному распределению напряжений в керамической вставке при штамповке, что приводит к снижению ее стойкости. В нижней части вставки, где величина зазора между ней и обоймой ми нимальна, напряжения в наполнителе больше, чем в верхней части зазора, где его сечение больше, что согласуется с общими положениями в обработке металлов давлением. В случае подбора материала наполнителя под условия обжатия нижней части вставки не будет необходимого обжатия в ее верхней части, где напряжения в наполнителе имеет меньше значения. Кроме того, наполнитель из верхней части зазора может выдавливаться в стороны под действием деформируемого материала заготовки. При увеличении (з наполнителя под условия работы верхней части вставки резко возрастают напряжения в нижней ее части, ведущие к неравномерности обжатия и разрушению. Данное положение усугубляется неравномерностью температуры по высоте вставки. Нижняя ее часть имеет меньшую температуру вследствие оттока тепла в основание, что приводит к увеличению напряжения в нижней части наполнителя. Следовательно, известная матрица характеризуется пониженной стойкостью и невысоким качеством штампуемых изделий. Цель изобретения - повышение стойкости матрицы и качества штампуемых изделий. Поставленная цель достигается тем, что в матрице к штампам для объемной штамповки наполнитель вьшолнен составным из двух размещенных с зазором между ними металлических частей, причем часть наполнителя, примыкающая к формообразующему участку вставки, выполнена из материала с напряжением пластического течения, превышающим напряжение пластического течения материала другой части наполнителя. азор между частями составного наполнителя может быть заполнен стеклосмазкой. На чертеже изображена матрица, продольное сечение. Матрица содержит обойму 1, установленную в корпусе 2 через спой теплоизоляции 3. В обойме 1 размещен наполнитель, состоящий из отдельных частей 4 и 5. В пазах, выполненных на наружной поверхности обоймы 1, размец1ен нагреватель 6, покрытый злектроизоляцией 7. В корпусе 2 выполнены каналы 8 для охлаждения. Вставка 8 установлена на основании 10 матрицы. Позицией 11 обозначен зазор между частями составного наполнителя, заполненный стеклосмазкой. Подготовку матрицы к работе производят следующим образом. Металлические части 4 и 5 наполнителя разграничивают слоем стеклосмазки Ни устанавливаютих на вставку 9, лежащую на основании 10. Сверху устанавливают обойму 1 и путем ее осевого перемещения производят предварительное обжатие вставки 9 по конической поверхности. Нагревателем 6 производят совместный нагрев обоймы 1, вставки 9 и расположенного между ними Заполнителя. При достижении заданной температуры путем предварительной щтамповки заготовок в полости матрицы производят дополнительное обжатие вставки 9 путем перемещения верхней части 4 наполнителя по коническим поверхностям в зазоре между обоймой 1 и вставкой 9. При необходимости цикл дополнительного обжатия повтЬряют, после чего матрица готова к штамповке. Предлагаемая матрица позволяет создать per ламентированное напряженное состояние не зав симо от общего усилия деформирования (как в прототипе), а раздельно путем передачи гидростатического давления металла деформируемой заготовки на торцовую поверхность верхней части 4 наполнителя. Перемещаясь в сторону сужения зазора и деформируясь, наполнитель создает дополнительное обжатие вставки 9. Изготовление наполнителя составным позво ляет заменять только верхнюю часть его при износе и получить равномерное обжатие вставки 9 за счет изготовления его частей из материалов с различным значением напряжения течения й . Более высокое значениеб материала верхней части наполнителя, примыкающей к формообразующему участку вставки, и меньщее значение 6- материала нижней части напо нителя при температуре деформирования и постоянном распределении теплового поля матрицы, позволяют получить оптимальные условия эксплуатации вставки, повысив ее стойкость. Зона раздела между частями составного наполнителя совмещена линией сопряжения конических наружных поверхностей вставки. Это позволяет произвести наиболее надежное обжатие верхней части вставки, так как для материала верхней части 4 наполнителе вьтолнение зазора с больигам углом наиболее благоприятно, а для продавливания его в нижнюю часть зазора требуется значительное усилие, что исключает также выдавливание нижней части 5 наполнителя. Выполнение зазора между частями наполнителя предохраняет от выдавливания верхней части 4 в зону нижней части 5 наполнителя, имеющего пониженное значение Cj . Заполнение зазора между частями 4 и 5 стеклосмазкой улучщает условия сборки и разборки матрицы, позволяет повысить стойкость частей наполнителя. Использование изобретения повыщает стойкость вставки и качества щтампуемых изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Матрица к штампам для объемной штамповки и способ ее изготовления | 1980 |
|
SU869930A1 |
| Штамп для объемной штамповки изделий изТРудНОдЕфОРМиРуЕМыХ МАТЕРиАлОВ | 1979 |
|
SU804166A1 |
| Матрица к штампам для объемной штамповки | 1980 |
|
SU956128A2 |
| Штамп для закрытой объемной штамповки | 1988 |
|
SU1602601A1 |
| Закрытй штамп | 1976 |
|
SU565768A1 |
| Штамп для горячего деформирования | 1982 |
|
SU1049160A1 |
| ШТАМП | 2003 |
|
RU2243052C1 |
| Штамп для объемной штамповки | 1979 |
|
SU867508A1 |
| Матрица к штампам для горячей объемной преимущественно изотермической штамповки | 1986 |
|
SU1389920A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
1. МАТРИЦА К ШТАМПАМ ДЛЯ ОБЪЕМНОЙ ЦГГАМПОВКИ по авт. св. N 869930, отличающаяся тем, что, с целью повышения стойкости матрицы и качества штампуемых изделий, наполнитель выполнен составным из двух размещенных с зазором между ними металлических частей, причем часть наполнителя, примыкающая к формообразующе1«у участку вставки, выполнена из материала с напряжением пластического течения, превышающим напряжение пластического течения материала другой части наполнителя. 2. Матрица поп. 1, отличающаяс я тем, что зазор между частями составного наполнителя заполнен стеклосмазкой. f/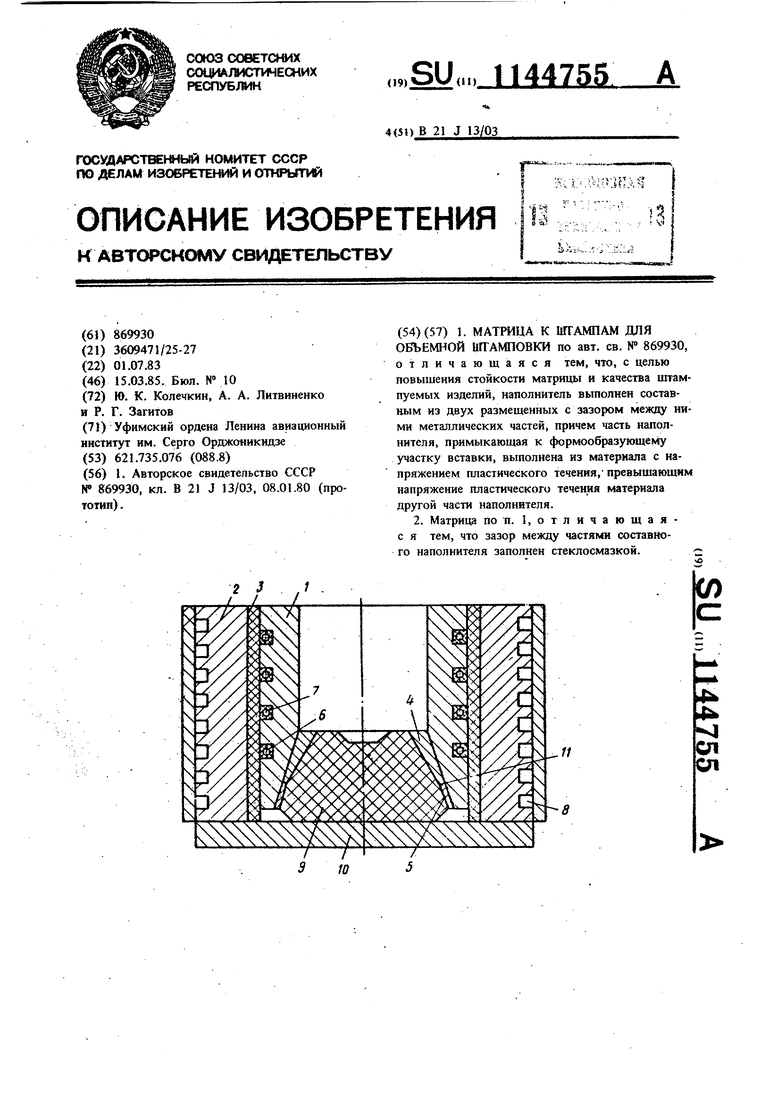
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Матрица к штампам для объемной штамповки и способ ее изготовления | 1980 |
|
SU869930A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
