Изобретение относится к пайке, а именно к припайке контактных выводов к заготовкам керамических конденсаторов и может быть применено на предприятиях электронной промышленности. Известен способ пайки изделий, согласно которому ленту припоя прижимают к изделиям дозирующими ножами и надсекают или рассекают ее для того, чтобы она делилась на равные части 1. Недостатком известного способа является низкое качество пайки вследствие неполного обслуживания металлизированных поверхностей конденсаторов. Известен также способ пайки изделия, преимущественно выводов с заготовками керамических конденсаторов с использованием ленты припоя, армированной выводами на участках пайки каждого конденсатора, включающий поджатие ленты припоя к изделию, сообщение заготовкам возвратно-поступательного движения относительно припоя с выводами и нагрев до температуры пайки 2. Указанный способ высокопроизводителен. Качественно в случае пайки изделий „ одного размера хорошее. Однако способ неприменим -для групповой пайки изделий переменного размера. Цель изобретения - повышение качества групповой пайки изделий переменного размера. Поставленная цель достигается тем, что согласно способу пайки изделий, преимущественно выводов с заготовками керамических конденсаторов с использованием ленты припоя, армированной выводами на участках пайки каждого конденсатора, включаю- 35 щему поджатие ленты припоя к изделию, сообщение заготовкам возвратно-поступательного движения относительно припоя с выводами и нагрев до температуры пайки, поджатие припоя к паяемым изделиям в про . цессе пайки осуществляют приложением 0 усилия к ленте припоя в промежутках между паяемыми изделиями. На чертеже показана схема реализации способа.45 Ленточный припой 1 устанавливается на планки 2, внутри которых размещены 30 кассеты с паяемыми изделиями 3, при этом через отверстия 4 планок 2 пропущены выводы 5. При сближении планок 2 в процессе пайки закругленные выступы 6 планок 2 нажимают на ленту припоя 1, армированную выводами 5 в промежутках между паяемыми изделиями, обеспечивая, таким образом, полный контакт ленты припоя с паяемыми поверхностями изделий и высокое качество пайки изделий переменного размера, В процессе пайки под действием прижима припоя к паяемым поверхностям происходит необходимое перераспределение припоя на паяемые поверхности изделия за счет использования прижимающихся выступов с закруглениями. Высота прижимающих выступов и их диаметр выбираются в зависомости от конкретных условий. Пример: Для заготовок в форме параллелепипеда 4x3,5x5 мм с металлизированными (посеребренными) поверхностями 4x3,5 мм используют ленту припоя ПСр 10-90 щириной 5,5 мм, толщиной 0,15 мм с щагом приварки выводов 6 мм. При этом амплитуда возвратно-поступательного движения 6 - 3,5 d 1,25-0,5 22 0,75 (мм), где d 1 мм - диаметр выступа. В этом случае А 0,6 мм. Смещение заготовки от оси лунки при возвратно-поступательном движении после расплавления припоя реагируют для предотвращения ударов заготовок о выступы на планках. Выступы должны быть расположены с шагом 6 мм. С тем же щагом расположены и пазы для выводов между выступами. Максимальный разброс длин изделий 0,8 мм. Учитывая, что глубина лунки 0,6 мм, высота выступа должна быть 0,4 мм. Выполнение на планках выступов способствует тому, что в процессе пайки ленUUUCI DVci I им у, ч 1U ts iiuuucci,c паи ли ,лсп изделиях изгибается и вытягивается, тем самым плотно прилегая к металлизированным поверхностям разных по длине изделий. Это позволяет повысить качество пайки без применения сортировки и селективной сборки изделий под пайку, что дает возможность значительно снизить трудоемкость изготовления изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пайки изделий | 1978 |
|
SU697267A1 |
| Способ пайки изделий | 1976 |
|
SU584992A2 |
| Способ пайки выводов с заготовками керамических конденсаторов | 1979 |
|
SU863209A1 |
| Способ пайки изделий | 1978 |
|
SU697268A2 |
| Способ групповой пайки выводов с заготовками конденсаторов | 1980 |
|
SU870027A1 |
| Кассета | 1978 |
|
SU780242A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Способ пайки изделий | 1976 |
|
SU593848A2 |
| Устройство для автоматической пайки выводов плоских конденсаторов | 1979 |
|
SU862253A1 |
| КИ ИЗДЕЛИЙ | 1969 |
|
SU255753A1 |
СПОСОБ ПАЙКИ ИЗДЕЛИЙ, преимущественно выводов с заготовками керамических конденсаторов с использованием ленты припоя, армированной выводами на участках пайки каждого конденсатора, включающий поджатие ленты припоя к изделию, сообщение заготовки возвратнопоступательного движения относительно припоя с выводами и нагрев до температуры пайки, отличающийся тем, что, с целью повыщения качества групповой пайки изделий переменного размера, поджатие припоя к паяемым изделиям в процессе пайки осуществляют приложением усилия к ленте припоя в промежутках между паяемыми изделиями.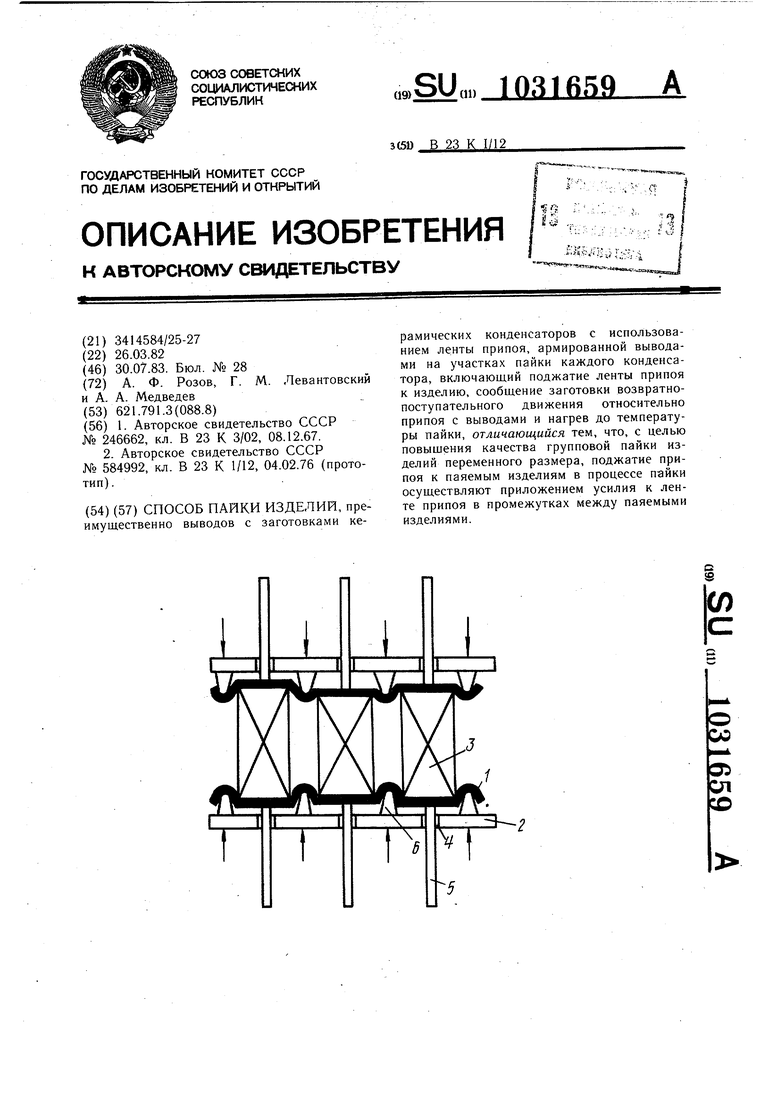
| I | |||
| МАССИВНЫЙ РОТОР | 0 |
|
SU246662A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ пайки изделий | 1976 |
|
SU584992A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
