54) СПОСОБ ПАЙКИ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пайки изделий | 1982 |
|
SU1031659A1 |
| Способ пайки изделий | 1976 |
|
SU584992A2 |
| Способ пайки выводов с заготовками керамических конденсаторов | 1979 |
|
SU863209A1 |
| Способ пайки изделий | 1978 |
|
SU697268A2 |
| Способ групповой пайки выводов с заготовками конденсаторов | 1980 |
|
SU870027A1 |
| Способ пайки изделий | 1976 |
|
SU593848A2 |
| КИ ИЗДЕЛИЙ | 1969 |
|
SU255753A1 |
| Кассета | 1978 |
|
SU780242A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Кассета | 1978 |
|
SU752839A1 |
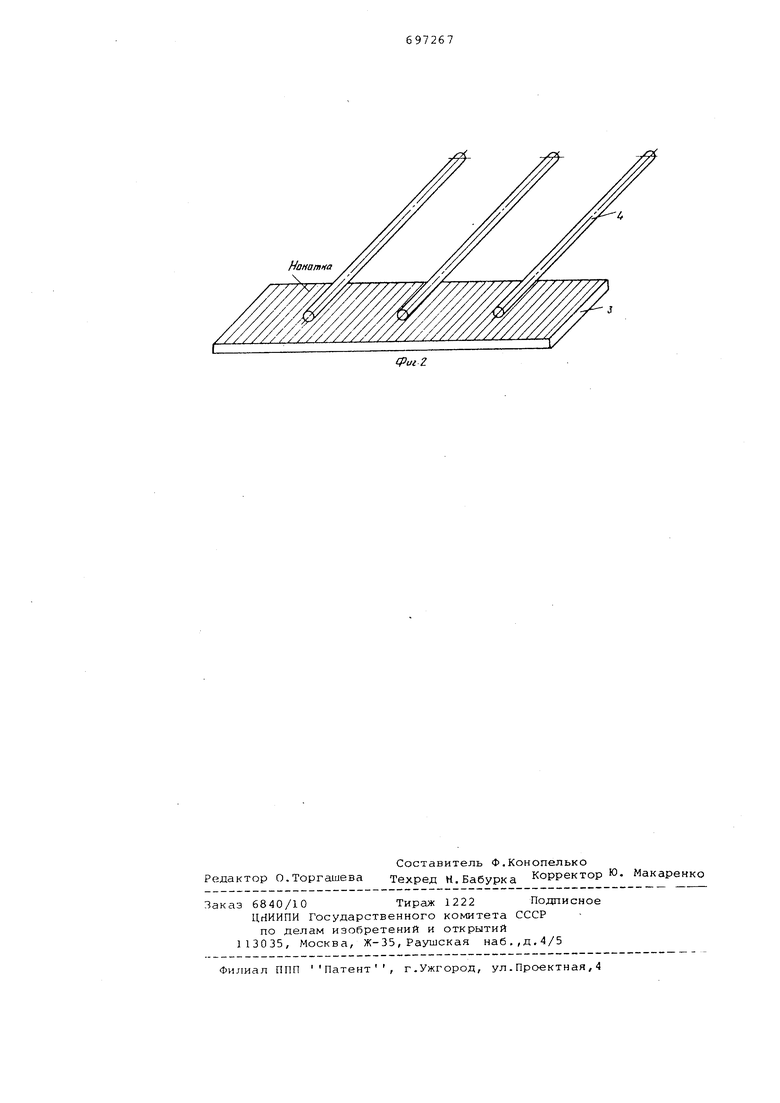
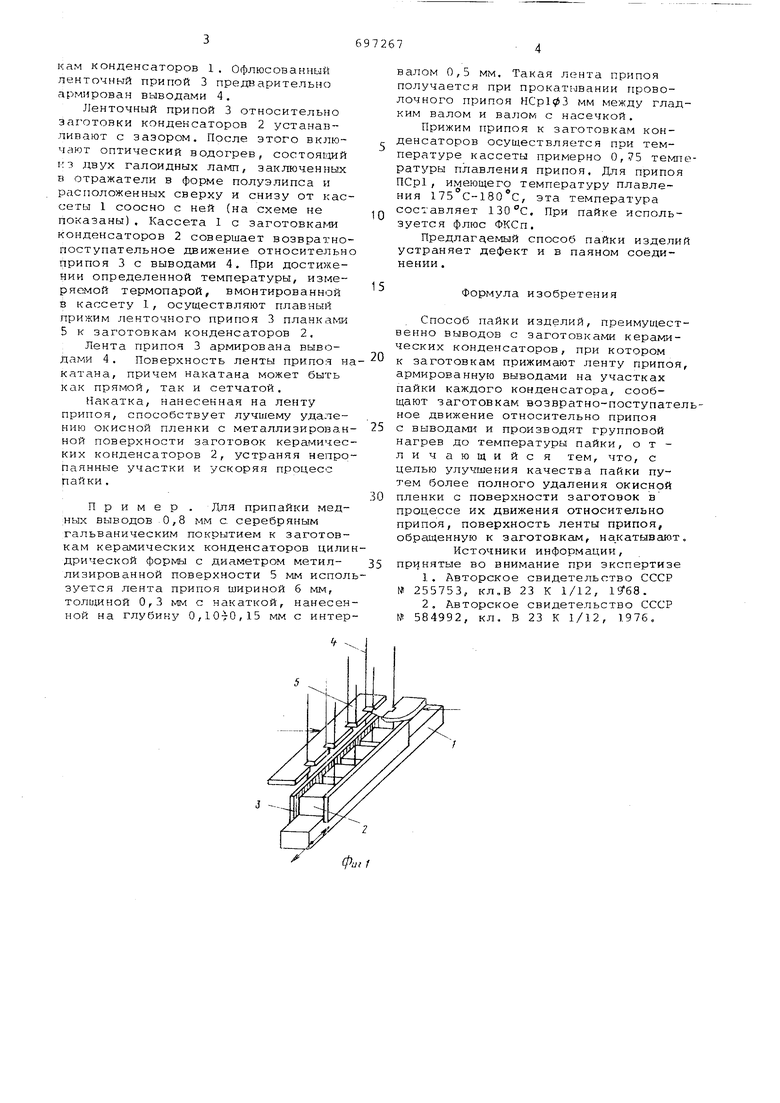
Изобретение относится к области пайки радиодеталей, в частности, к способу пайки выводов к заготовкам керс1мических конденсаторов, и может найти применение на предприятиях электронной промышленности. Известен способ пайки изделий, преимущественно выводов с заготовка ми керамических конденсаторов, в ко тором детали изделия укладывают на нагреватель и производят нагрев до температуры пайки одновременно неск льких изделий, причем используют при пой в виде ленты, которую предварительно армируют выводами на участках пайки каждого конденсатора, а об окончании процесса пайки судят по разрушению ленты припоя между отдел ными вывoдaJ и 1 . Недостатком этого способа являетс неполное обслуживание металлизирован ной поверхности керамических конденсаторов, т.е. наличие отдельных непропаянных участков. Известен способ пайки изделий,пр имущественно выводов с заготовками керамических конденсаторов, при котором к заготовкам прижимают ленту припоя, армированную выводами на участках пайки каждого конденсагора, . с(эобщаюх заготовкагл возвратно-поступательное движение относительно припоя с Быво.цами и производят групповой нагрев до температуры пайки 2 . Однако и зтот способ не обеспечивает идеального обслуживания металлизированной поверхности конденсаторов из-за неполного удаления окисной пленки с их поверхности, так как не обеспечив 1ется высокое локальное давление в контакте припой-металлизированная поверхность конденсатора. Целью изобретения является улучшение качества паники путем более полного ,удаления окисной пленки с поверхности заготовок конденсаторов в процессе их движения относительно припоя. Цель достигается тем, что поверхность лентыприпоя, обращенной к заготовкам конденсаторов, накатывают. На фиг.1 показана схема пайки изделий по предлагаемому способу; на фиг.2 - лента припоя, армированная выводакш, поверхность которой накатана. В кассету 1 укладывают заготовки конденсаторов 2 и ленточный припой 3 с накаткой, обращенной к заготовкам конденсаторов 1. Офлюсованный ленточный припой 3 предварительно армирован выводами 4. Ленточный припой 3 относительно заготовки конденсаторов 2 устанавливают с зазором. После этого включают оптический водогрее, состоявши из цзух галоидных ламп, заключенных в отражатели в форме полуэлипса и расположенных сверху и снизу от кас сеты 1 соосно с ней (на схеме не показаны) . Кассета 1 с зaгoтoвкa 1И конденсаторов 2 совершает возвратно поступательное движение относительн припоя 3 с выводами 4. При достижении определенной температуры, измеряезлой термопарой, вмонтированной в кассету 1, осуществляют плавный прижим ленточного припоя 3 планками 5 к заготовкам конденсаторов 2. Лента припоя 3 армирована выводами 4. Поверхность ленты припоя н катана, причем накатана может быть как прямой, так и сетчатой. Накатка, нанесенная на ленту припоя, способствует лучшему удалению окисной пленки с металлизирован ной поверхности заготовок керамичес ких конденсаторов 2, устраняя непро паянные участки и ускоряя процесс Пайки. Пример . Для припайки медных выводов 0,8 мм с серебряным гальваническим покрытием к заготовкам керамических конденсаторов цили дрической формы с диаметром метиллизированной поверхности 5 мм испол зуется лента припоя шириной 6 мм, толиданой 0,3 мм с накаткой, нанесен ной на глубину 0,1070,15 мм с инте
J --Vвалом 0,5 мм. Такая лента припоя получается при прокатывании проволочного припоя мм между гладким валом и валом с насечкой, Прижим припоя к заготовкам конденсаторов осуществляется при температуре кассеты примерно 0,75 температуры плавления припоя. Для припоя ПСр1, имеющего температуру плавления 175с-180с, эта температура составляет 130°С, При пайке используется флюс ФКСп. Предлагаемый способ пайки изделий устраняет дефект и в паяном соединении . Формула изобретения Способ пайки изделий, преимущественно выводов с заготовками керамических конденсаторов, при котором к заготовкам прижимают ленту припоя, армированную выводами на участках пайки каждого конденсатора, сообщают заготовкам возвратно-поступательное движение относительно припоя с выводами и производят групповой нагрев до температуры пайки, о т личающийс я тем, что, с целью улучгления качества пайки путем более полного удаления окисной пленки с поверхности заготовок в процессе их движения относительно припоя, поверхность ленты припоя, обращенную к заготовкам, накатывают. Источники информации, принятые во внимание при экспертизе 1,Авторское свидетельство СССР № 255753, кл.В 23 К 1/12, 1SC68. 2,Авторское свидетельство СССР № 584992, кл, В 23 К 1/12, 1976,
