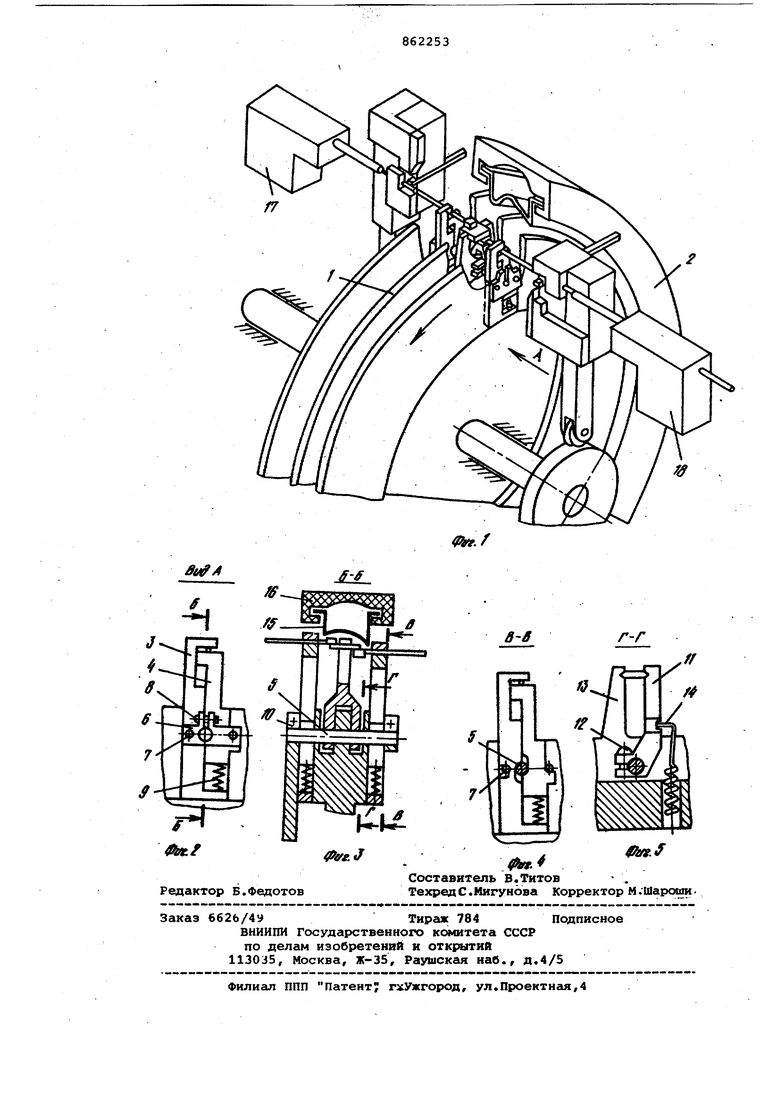
(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ПАЙКИ ВЫВОДОВ ПЛОСКИХ КОНДЕНСАТОРОВ Изобретение относится к устройствам, используемым в производстве радиодеталей для сборки-пайки плоских заготовок с разнонаправленными вы,водами, например, в производстве монолитных керамических конденсаторов. Известно устройство для автоматической пайки выводов плоских конденгсаторов, содержащее механизм загрузки заготовок, механизмы подачи выводов, механизмы подачи припоя, механизма напрессовки припоя на выводы, механизм подачи флюса, механизм прел варительного подогрева заготовок ,два паяльника,привод и транспортирующий ме ханизм в виде диска с самозажимными гнездами, снабженного устройством для центрирования заготовок в зоне сборки-пайки, состоящим из плавающего конического фиксатора, перемещающегося по радиальным направляющим, и кулака, регулирующего поворот тран портирующего диска сЬртветственно положению фиксатора (,1J, Однако известное устройство на обеспечивает высокой производительности и надежности работы. Цель изобретения - повышение производительности и надежности -устройства достигается тем, что, в устройстве для автоматической пайки, выво-. дов плоских конденсаторов, содержащем механизм загрузки заготовок, подачи выводов, подачи припоя, напрессовки припо9 на выводы, подачи флюса, нагреватель заготовок, паяльник, установленный около транспортирующего диска с губкс1ми зажима заготовок, соединенного с приводом, транспортирующий диск снабжен механизмами зажима выводов, каждый из которых установлен на одной оси с губками зажима заготовок С целью упрощения конструкции паяльник выполнен в виде излучателя из профильно изогнутой в поперечном сечении ленты. На фиг.1 представлен внешний вид Чсюти транспортирующего диска; на фиг. 2 - вид А згокимаправого вывода состоронц торца транспортирующего диска, на фигЛ; на фиг.З - поперечное сеченке Б-Б транспортирующего диска и паяльника на фиг.2; на фиг.4 зажим правого вывода без разрезного хомутика на фиг.5 - разрез Г-Г конструкция зажима заготовок конденсаторов на фиг.З.
Устройство состоит из транспортирунжцего диска 1, на котором смонтированы механизмы Зс1жима заготовок конденсаторов и выводов, и огибаюцего его стационарного паяльника 2. Механизм зажима правого вывода состоит из двух Г-образных планок 3 и 4, смонтированных своими удлиненными полуотверстиями на оси 5, разрезного хомутика., 6 с двумя штырями 7, жестк закрепленного на той же оси 5 с помощью винта 8, И пружины 9.
Механизм зажима левого вывода выполнен идентично зажиму правого из таких же губок, смонтированных на оси 5, и лишь разрезной хомутик снабжен рычагом поворота оси 5 при воздействии на него штока (на чертеже не показан ).
Механизм зажима заготовки конденсатора включает в себя губку 11 зажима заготовки, жестко смонтированную наноси 5 с помсэдью двух винтоа 12 и прижимае мую к неподвижной губке 13 с помощью плоско-винтовой пружины 14
Паяльник 2 устройства содержит из лучатель 15 из высокоомной ленты закрепленный в теплоизоляционной обечайке 16. в поперечном сечении (в рабочей части - зоне пайки) он изог нут по дуге окружности,.центр которой смещен относительно центра заготовки в сторону верхнего вывода. Такая асимметричная форма излучателд обеспечивает более равномерный подвод лучистой энергии к местам пайки и заготовке конденсатора, увеличивая эффективность использования энергии, что сокращает длительность процесса пайки. Устройство включает в себя также механизм 17 подачи левого вывода, механизм 18 подачи правого вывода, а также не показанные на чертеже общие дляпрототипа и описываемого устройства, механизм загрузки заготовок, механизм подачи припоя и напрессовки его на концы выводов, механизм подачи флюса и привод.
Работает описываемое устройство следующим образом.
В исходном положении Г-образные планки зажимов левого и правого выводов с помощью пружины 9 поджаты своими опорными поверхностями к оси 5. При этом зазор между их рабочими поверхностями меньше диаметра выводов.
В позиции сборки -.конденсатора с выводами на рычаг 10 воздействует шток (на чертеже не показан ), поворачивая рычаг и жестко связанную с ним центргшьную ось 5 на определенный, угол. Одновременно с осью пово рачиваются жестко сидящие на ней разрезные хомутики, воздействуя своими штырями 7 на планки 3 и 4 зажимов выводов и перемещая их относительно друг друга вверх-вниз. При этом между рабочими поверхностями планок образуется зазор, достаточный для прохода выводов.
При повороте оси 5 поворачивает ся жестко сидящая на ней подвижная губка 11. Зазор между ней и неподвижной губкой 13 увеличивается и становится больше ширины заготовки конденсатора, благодаря чему последняя может свободно загружаться между губками. После этого шток освобождает рычаг 10, заготовка конденсатора зажимается в призматические выемки губок 11 и 13, а правый и левый вывода зажимаются планками соответствующих зажимов и прижимаются коцами, армированными припоем, к заготовке.
В таком собранном виде при повороте диска 1 конденсатор с выводами потупает на позицию флюсовки и далее пайки. . ,
Проходя под бесконтактным излучателем собранный конденсатор постепенно прогревается, достигая температуры плавления припоя на выводе изпод паяльника), припой расплавляется после выхода конденсатора из-под паяльника кристаллизуется, и запаянный конденсатор поступает на операцию выгрузки.
Формула изобретения
1. Устройство для автоматической пайки выводов плоских конденсаторов, содержащее механизм загрузки заготовок, подачи выводов, подачи припоя, напрессовки припоя на выводы, подачи флюса, нагреватель заготовок, паяльник , установленный около транспортирующего диска с губками зажима заготовок, соединенного с приводом, отличающееся тем, что, с целью повышения производительности и надежности транспортирующий диск снабжен механизмами зажима выводов, каждый из которых установлен на одной оси с губками зажима заготовок. 2. Устройство по п.1, о т л и чающееся тем, что, с целью упрощения конст)рукции, паяльник выполней в виде излучателя из профильно изогнутой в поперечном сечении ленты.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 205959, кл, Н 01 G 13/00, 1966 (прототип).