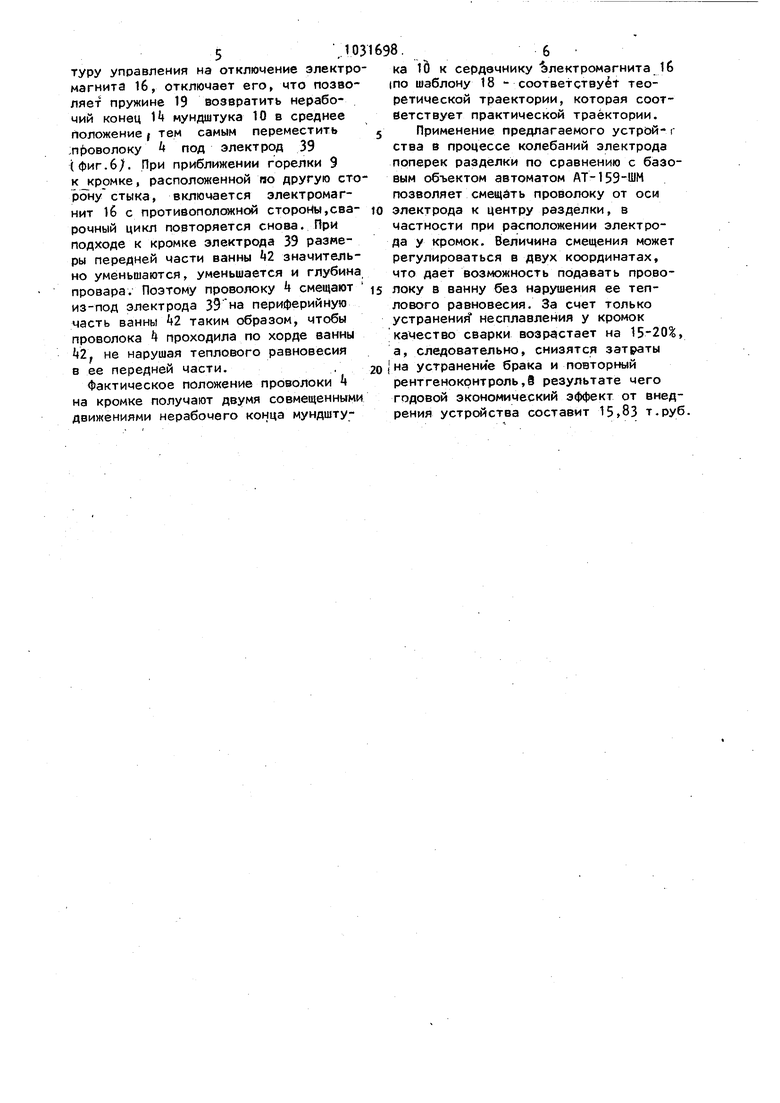
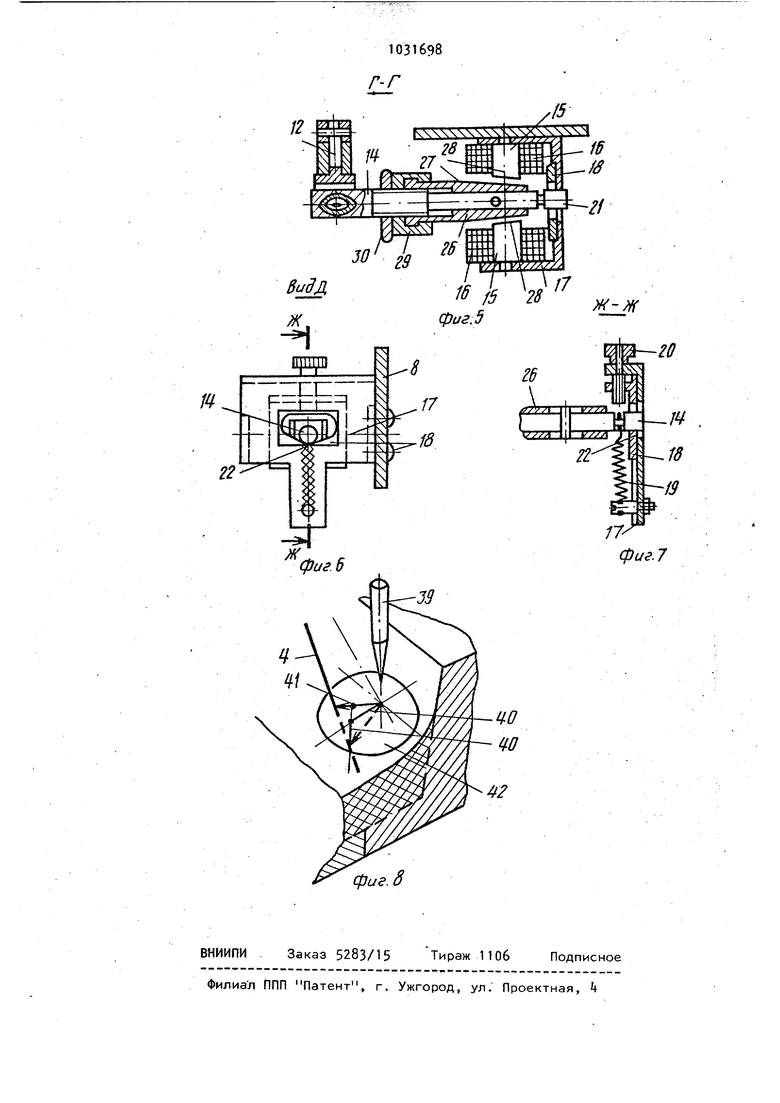
Изобретение относится к сварке, в частности к устройствам для сварки неплавящимся электродом с подачей присадочной проволоки и может найти применение а любой отрасли народного хозяйства при автоматизации сварочных процессов при сварке трубопроводов и других конструкций. Известны устройства для сварки, содержащие основание, горелку, механизм подачи присадочной проволоки механизм колебаний горелки, где электрод колеблется между кромками, проволока постоянно подается в середину разделки CQНедостйток устройства в том, что при такой схеме невозможно осуществить наплавку толщиной более 1, Поэтому при сварке больших толщин приходится выполнять много проходов, а это снижает производительность сварки. Известно устройство для автомати ческой сварки, содержащее основание, сварочную горелку с электродом, механизм подачи присадочной проволокиС2. Электрод колеблется вместе с пров локой, производительность выше, чем в предыдущих сварочных устройствах, Недостаток такого устройства в том что на кромках наблюдается несплавле ние. Связано это с тем, что из-за интенсивного теплоотвода у кромок разделки наблюдается уменьшение ширины , длины, глубины передней части сварочной ванны . часть ванны непосредственно прилегающей к кромке). В случае соосного положения электрода и проволоки,изменения указанных размеров ванны вызывают ухудшение плав ления .основного металла и пооволоьси ее примерзание и появление на кромках несплаалений. Наиболее близким по технической сущности к предлагаемому является устройство для сварки неплавящимся электродом с подачей присадочной проволоки, содержащее основание, горелку, жестко закрепленную на рычаге который связан с механизмом колебаний, мундштук для подачи присадочной проволоки с рабочим и нерабочим кон цами, шарнирно закрепленный на рычаг и механизм слежения Г З}. Основным недостатком этого устрой ства является то, что при сварке с колебаниями электрода и присадочной %1роволоки оно не сможет обеспечит глубокого проплавления на кромках разделки, так как ванна в этом месте мз-за повышенной интенсивности теплоотвода имеет меньшие размеры по глубине. Проволока, поступающая . в сварочную ванну у кромки непосредственно под электрод, не успевает расплавиться и утыкается в дно ванны, т.е. получается несплавления у кромок, а швы дефектные. Цель изобретения - повышение качества сварки за счет улучшения сплавления у кромок разделки. Для достижения цели в устройстве для свирки неплавящимся электродом с подачей присадочной проволоки, содержащем основание, горелку, жестко за крепленную на рычаге, который связан с механизмом колебаний, мундштук для подачи присадочной проволоки с рабочим и нерабочим концами, шарнирно закрепленный на рычаге, и механизм слежения, мундштук для подачи присадочной проволоки снабжен дополнитель-. ным шарниром, установленным на рычаге перпендикулярно основному шарниру, механизм колебаний выполнен в .виде корпуса,.кинематически связанного с приводом посредством ряда шестерней , и на котором жестко закреплен рымаг, шаблона с отверстием, выполненным по его оси симметрии, двух электромагнитов с сердечниками и путевого датчика, при этом в одной из шестерен механизма колебаний выполнены отверстия в порядке, соответствующем заданному циклу, колебаний, через отверстие в шаблоне пропущен нерабочий конец мундштука, по обе стороны которого закреплены электромагниты с сердечниками, электрически связанные с путевым датчиком, установленным в корпусе механизма колебаний ответно шестерне с отверстиями, а нерабочий конец мундштука, шаблон и сердечники электромагнитов выполнены из магнитопроводного материала. Кроме того, для расширения технологических возможностей, шаблон закреплен на рычаге с возможностью перемещения , нерабочий конец мундштука снабжен конической обоймой, установленной на нем с возможнос- ью продольного перемещения, а на сердечниках электромагнитов выполнены скосы, ответные скосам конической обоймы. На фиг.1 показано устройство.общий вид; на фиг.2 - вид А на фиг.1; на фиг.З - сечение Б-Б на фиг.1; на фигЛ - семение В-В на фиг.1; нафиг.5 - сечение Г-Г на фиг,1; на фиг. 6 - вид D на.фиг.1; на фиг. 7 сечение Ж-Ж на фиг,6; на фиг.8 - траектория перемещения проволоки у кромки стыка. Устройство состоит ий основания 1, на котором размещены механизм 2 подачи проволоки с кассетой 3 для присадочной проволоки k, механизм 5слежения за длиной дуги и, механизм 6колебания, к корпусу 7 которого жестко прикреплен рычаг 8с горелкой 9 и мундштуком 10 для подачи присадочной проволоки, связанным с рычагом 8 двумя взаимно перпендикуЛярными шарниром 11 и дополнитель jtiHM шарниром 12. Мундштук 10 для подачи присадочной проволоки имеет рабочий 13 и нерабочий 1 k концы. Нерабочий конец; Н мундштука 10 расположен между двумя сердечниками ,1$ электромагнитов 16, закрепленных на магнитопроводной рамке 17, которая в свою очередь жестко закреплена на рычаге 8. Нерабочий конец мундшту ка 10 при.жат к шаблону iSi пружиной 19. Шаблон 18 закреплен в рамке 17 с .воз можностью перемещения с помощью руко ятки 20 и имеет по оси его симметрии . 2 Т выемку 22. Отверстие 23 выполнена по шестерне 2k 6 колебани в соответствии с заданной программой Путевой датчик 25,выполненный в виде фотоэлемента, размещен также в механизме 6 колебания напротив отверстий : 23 и электрически связан с электромагнитом 1б. Коническая обойма 2б им ет форму цилиндра с двумя лыс ками 27, об|эазуго1цими клин конической обоймы 26, а сердечники 15 электромагнитов имеют скосы 28, ответные и параллельные лыскам 27 конической обоймы 26. Коническая обойма 26 имеет рукоятку 29 настройки и стопор 30.Корпус. 7 механизма 6 колебания связан с приводом (не показан) посредством шестерен, 24,- 31, 32, винта 33, гайк З и штифтов 35, размещенных в паза 36 втулки 37 с возможностью перемещения вдоль паза 36. Втулка 37 жест ко связана с рычагом 38 механизма слежения 5 за длиной дуги. На фиг.8 показан электрод 39 У края разделки, обозначены поз.tО теоретическое смещение проволоки; k - фактическое смещение проволоки; k2 - сварочная ванна у кромки на одном из проходов. Устройствр работает следующим .образом.. Зажигают дугу и, после нескольких секунд-на прогрев изделия, начинает перемещаться (вращаться ) основание 1 с одновременным включением механизма 6 колебания и механизма подачи присадочной проволоки 2. Механизм 6 -колебания посредством шестерен 31, 24, 32 и винта 33, гайки 3 и Штифтов 35 перемещает корпус 7 поперек стыка на выстайленную амплитуду колебания. Корпус 7 в свою очередь несет на прикрепленном к нему рычаге 8 горелку 9 и мундштук 10, который связан с рычагом 8с помощью шарниров 11 и 12. При колебании горелки 9 путевой датчик 25, размещенный в механизме 6 колебания, отсчитывает число отверстий 23 на шестерне 2k, и за 0,5-2 мм до остановки электрода 39 на кромке аппаратура управления иыдает сигнал на включение соответствующего электромагнита 16, который к своему сердечнику 15 притягивает коническую обойму 26, Нерабочий конец 14, ведомый зафиксированной на нем конической обоймой 26, перемещает -в направлении, противоположном движению электрода 39, мундштук 10 с проволокой 4. Этим движениемобеспечивается в крайних положениях (на кромках взаимное расположение горелки 9 и проволоки 4 (фиг. В). . При включенном электромагните замкнутая магнитная цепь обеспечивается Контактированием лыски. 27 конической обоймы 2б со скосом 28 сердечника 15 и постоянным поджимом нерабочего конца 14 мундштука 10 к шаблону 18, тем самым обеспечивается замкнутая магнитная цепь сердечник 15 электромагнита 1б - рамка 17 - шаблон 18 Нерабочий конец 14 мундштука 10 - коническая обойма 26 (фиг.5. По окончании времени задержки электрода 39 на кромке механизм 6 колебания пере мещает горелку 9 с проволокой 4 от края разделки, и путевой датчик 25 подает электрический сигнал в аппаоа 5.10 туру управления на отключение электро магнита 16, отключает его, что позволяет пружине 19 возвратить нерабо19чий конец It мундштука 10 в среднее положение f тем самым переместить :п|Ьоволоку А под электрод 39 (фиг.6). При приближении горелки 9 к кррмке, расположенной по другую сто рону стыка, включается электромагнит 1б с противополсйкной стороны,сварочный цикл повторяется снова. При подходе к кромке электрода 39 размеры передней части ванны 2 эначительно уменьшаются, уменьшается и глубина провара. Поэтому проволоку смещают из-под электрода ЗЭна периферийную часть ванны 2 таким образом, чтобы проволока 4 проходила по хорде ванны 42f не нарушая теплового равновесия в ее передней части., Фактическое положение проволоки k на кромке получают двумя совмещенными движениями нерабочего конца мундшту8.6 ка 10 к сердечнику Электромагнита 16 |по шаблону 18 - соответствует теоретической траектории, которая соответствует практической траектории. Применение предлагаемого устрой-г ства в процессе колебаний электрода поперек разделки по сравнению с базовым объектом автоматом АТ-159-ШМ позволяет смещйть проволоку от оси электрода к центру разделки, в частности при расположении электрода у кромок. Величина смещения может регулироваться в двух координатах, что дает возможность подавать проволоку а ванну без нарушения ее теплового равновесия. За счет только устранения несплавления у кромок качество сварки возра стает на 15-20%, а, следовательно, снизятся затраты на устранение брака и повторный рентгеноКритроль,8 результате чего годовой экономический эффект от внедрения устройства составит т.руб.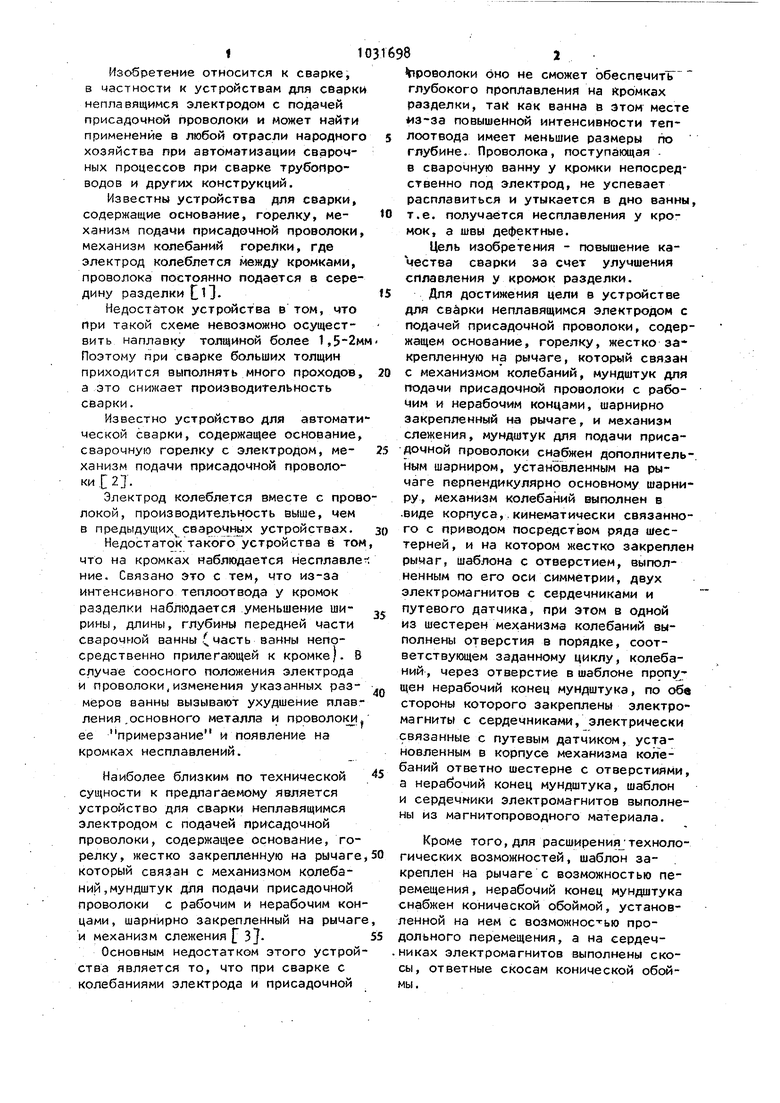

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки неповоротных стыков труб | 1981 |
|
SU1018833A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1983 |
|
SU1146908A1 |
| Устройство для дуговой сварки неплавящимся электродом с подачей присадочной проволоки | 1984 |
|
SU1249793A1 |
| Способ дуговой сварки в среде защитных газов | 1983 |
|
SU1140910A1 |
| Способ дуговой сварки | 1984 |
|
SU1165540A1 |
| Способ дуговой сварки и устройство для его осуществления | 1988 |
|
SU1574391A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| Устройство для сварки | 1985 |
|
SU1250422A1 |
| Способ импульсно-дуговой сварки неплавящимся электродом | 1981 |
|
SU988489A1 |
В-6 55 36 7 . .l I I J7 фиеЧ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гриненко В.И | |||
| и др | |||
| Переносные автоматы ТАМ для сварки неповоротных стыков труб вольфрамовым электродом с присадкой | |||
| Сварочное производство, Т979, Vf , c. | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
