Изобретение относится к сварке, в частности, толстостенных труб с узкой разделкой кромок и может найти широкое применение 8 любой отрасли народного хозяйства, где необходимо сваривать толстостенные трубы или другие конструкции.
Цель изобретения-улучшение качества сварного соединения и повышение производительности путем повышения точности слежения положения электрода и присадочной проволоки относительно кромок разделки и автоматизации процесса регулирования амплитуды колебаний при переходе к следующему проходу.
В таком выполнении механизм вертикального перемещения горелки, входящие элементы которого в совокупности сдатчиком рассогласования и Г-образным поводком образуют новую взаимосвязь, благодаря которой механизм вертикального перемещения горелки, кроме функции слежения, выполняет еще и функцию задержки мундштука у кромки разделки, обеспечивает подачу сва{зочной проволоки в требуемое место. Кроме того, поскольку мундштук подачи сварочной проволоки благодаря новой взаимосвязи выполняет и функцию щупа, который контактирует непосредственно с рз:|делкой стыка, сварка будет качественной даже в случае отклонения разделки от требуемой геометрии, что очень важно при выполнении автоматической сварки на монтаже. Благодаря новой функции мундштука не требуется ручной настроили амплитуды колебаний сварочной горелки в разделке при многопроходной сварке, в момент перехода с одного прохода на следующий, поскольку задается она с помощью датчика рзссогласоааиия, который кинематически связан с мундштуком, постоянно контактирующим с кромками разделки, что также способствует улучшению качества сварки и особенна повышению производительности процесса, поскольку автоматизирован процесс настройки амплитуды колебания горелки с мундштуком при переходе к последующим проходам.
Новые конструктивные элементы позволяет еще улучшить качество при многопроходной сварке, поскольку коробчатая вилка, шарнирно закрепленная на двуплечем рычаге, перемещение которой осуществляется по программе изменения положения кромки разделки в процессе сварки и от прохода к проходу, стабилизирует положение электрода и присадочной проволоки у кромки, а значит, обеспечивает стабильное сплавление в этом месте, при этом через вилку корректируется и защита сварочной ванны в этом месте, что полностью исключает подсос воздуха, а следовательно, улучшает качество сварки.
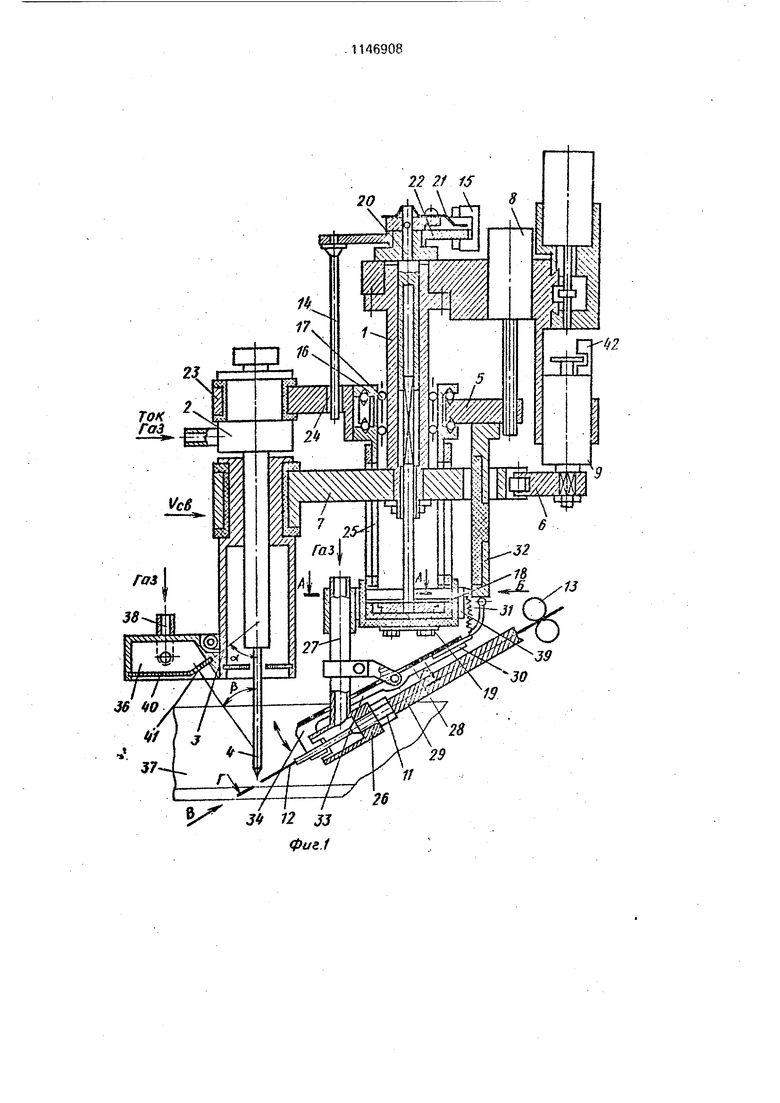
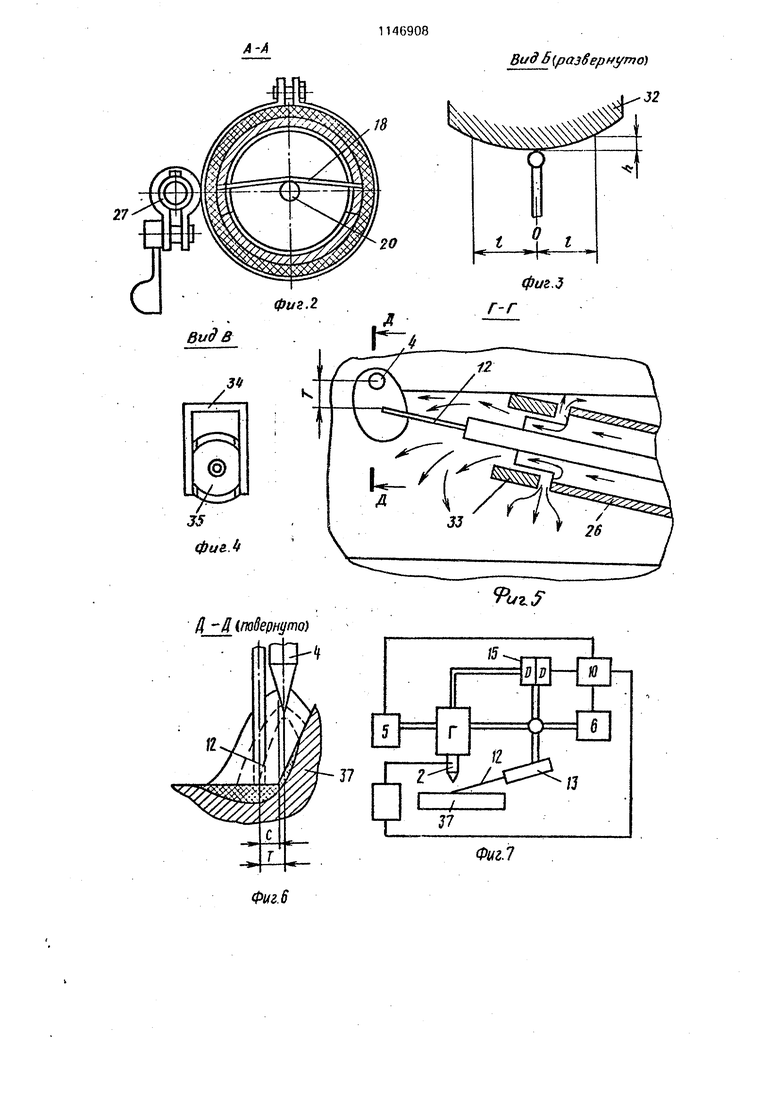
На фиг.1 схематически изображено устройство, общий вид; на фиг.2 - сечение А-А
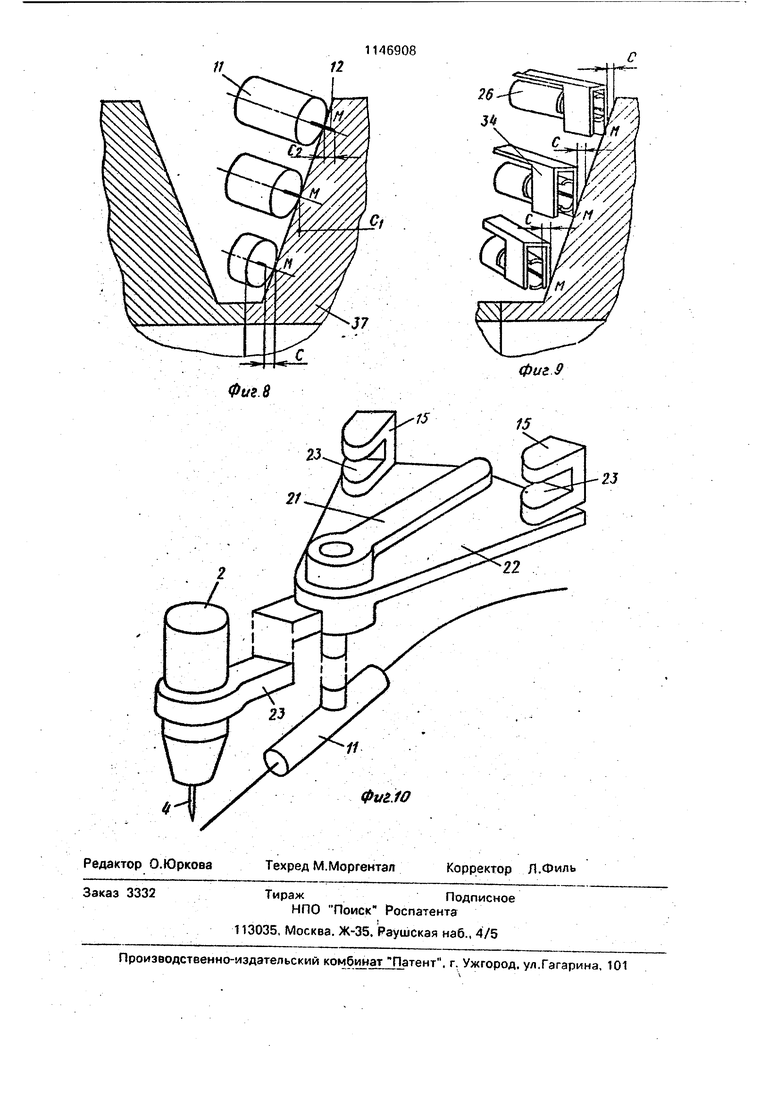
на фиг.1; на фиг.2 - вид Б на фиг1; на фиг.4вид В на фиг.1; на фиг.5 - сечение Г-Г на фиг.1; на фиг.6 - сечение Д-Д на фиг.5 на фиг.7- блок-схема устройства; на фиг.З перемещение точки касания с кромкой разделки по торцу мундштука при сварке от прохода к проходу; на фиг.9 - перемещение вилки по кромке разделки в процессе сварки от прохода к проходу; на фиг.10 - схема взаимосвязи полки и поводка, связанных с
горелкой, и флажка, связанного мундштуком для подачи присадочной проволоки, с Датчиком рассогласования.
Устройство включает корпус 1, горелки 2 с соплом 3 и электродом 4, механизм ее
вертикального перемещения 5 и механизм ее колебания 6 с рычагом 7, приводы 8, 9, которые связаны через блок управления 10 с системой управления, мундштук 11 для подачи присадочной проволоки 12 с механизмом 13 её подачи, Г-образный поводок 14 с датчиками рассогласования 15. Механизм 5 вертикального перемещения горелки 2 выполнен 8 виде приводной цилиндрической каретки 16, концентрично насаженной на корпусе 1 с возможностью поворота и продольного перемещения по направляющим 17. На одном из торцов каретки 16 с возможностью поворота насажен и подпружинен пружиной 18 стакан 19, несущий мундштук 11 для подачи присадочной проволоки 12. В дне стакана 19 жестка закреплена штанга 20, пропущенная через корпус 1 и несущая флажок 21. Г-образный поводок 14 полкой 22 свободно насажен на
штангу 20 с возможностью поворота. На палке 22 закреплены датчики 15 рассогласования с прорезями 23 для прохождения через них флажка 21. Другая полка Г-образного поводка 14 через шпоночное соединение 24
и каретку 16 механизма вертикального перемещения 5 связана с электродом 4 горелки 2, которая жестко закреплена в каретке-16 механизма вертикального перемещения 5. В каретке 16 и стакане 19ответно выполнены диаметрально противоположные окна 25, через которые пропущен рычаг 7 механизма колебания 6, несущий жестко заделанное в нем сопло 3 горелки 2 и шарнирно закрепленный на корпусе 1 с возможностью поворота. Привод 9 механизма колебания 6 через блок управления 10 электрически Связан с датчиками рассогласования 15. Дополнительное сопло 26 закреплено с внешней стороны донной
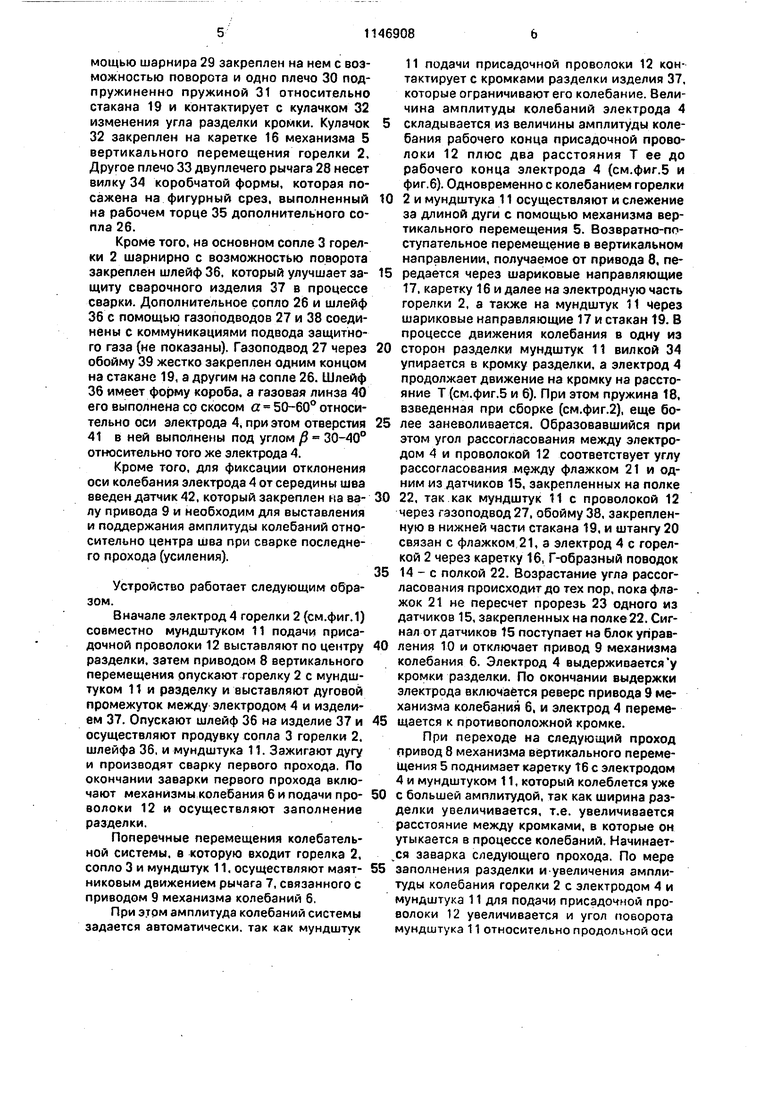
части стакана 19 через газоподвод 27, а двумощью шарнира 29 закреплен на нем с возможностью поворота и одно плечо 30 подпружиненно пружиной 31 относительно стакана 19 и контактирует с кулачком 32 изменения угла разделки кромки. Кулачок 32 закреплен на каретке 16 механизма 5 вертикального перемещения горелки 2. Другое плечо 33 двуплечего рычага 28 несет вилку 34 коробчатой формы, которая посажена на фигурный срез, выполненный на рабочем торце 35 дополнительного сопла 26.
Кроме того, на основном сопле 3 горелки 2 шарнирно с возможностью поворота закреплен шлейф 36. который улучшает защиту сварочного изделия 37 в процессе сварки. Дополнительное сопло 26 и шлейф 36 с помощью газоподводов 27 и 38 соединены с коммуникациями подвода защитного газа (не показаны). Газоподвод 27 через обойму 39 жестко закреплен одним концом на стакане 19, а другим на сопле 26. Шлейф 36 имеет форму короба, а газовая линза 40 его выполнена со скосом а 50-60 относительно оси электрода 4, при этом отверстия 41 в ней выполнены под углом/3 30-40 относительно того же электрода 4.
Кроме того, для фиксации отклонения оси колебания электрода 4 от середины шеа введен датчик 42, который закреплен иа валу привода 9 и необходим для выставления и поддержания амплитуды колебаний относительно центра Шва при сварке последнего прохода (усиления).
Устройство работает следующим образом.
Вначале электрод 4 горелки 2 (см.фиг.1) совместно мундштуком 11 подачи присадочной проволоки 12 выставляют по центру разделки, затем приводом 8 вертикального перемещения опускают горелку 2 с мундштуком 11 и разделку и выставляют дуговой промежуток между электродом 4 и изделием 37. Опускают шлейф 36 на изделие 37 и осуществляют продувку сопла 3 горелки 2. шлейфа 36, и мундштука 11. Зажигают дугу и производят сварку первого прохода. По окончании заварки первого прохода включают механизмы колебания 6 и подачи проволоки 12 и осуществляют заполнение разделки.
Поперечные перемещения колебательной системы, а которую входит горелка 2, сопло 3 и мундштук 11, осуществляют маятниковым движением рычага 7, связанного с приводом 9 механизма колебаний 6,
При этом амплитуда колебаний системы задается автоматически, так как мундштук
11 подачи присадочной проволоки 12 контактирует с кромками разделки изделия 37, которые ограничивают его колебание. Величина амплитуды колебаний электрода 4 складывается из величины амплитуды колебания рабочего конца присадочной проволоки 12 плюс два расстояния Т ее до рабочего конца электрода 4 (см.фиг.5 и фиг.6). Одновременно с колебанием горелки 2 и мундштука 11 осуществляют и слежение за длиной дуги с помощью механизма вертикального перемещения 5. Возвратно-поступательное перемещение в вертикальном направлении, получаемое от привода 8. передается через шариковые направляющие 17. каретку 16 и далее на электродную часть горелки 2, а также на мундштук 11 через шариковые направляющие 17 и стакан 19. В процессе движения колебания в одну из сторон разделки мундштук 11 вилкой 34 упирается в кромку разделки, а электрод 4 продолжает движение на кромку на расстояние Т (см,фиг.5 и 6). При этом пружина 18. взведенная при сборке (см.фиг.2), еще более заневоливается. Образовавшийся при этом угол рассогласования между электродом 4 и проволокой 12 соответствует углу рассогласования м§жду флажком 21 и одним из датчиков 15, закрепленных на полке 22, так как мундштук 11 с проволокой 12 через гэзоподвод 27, обойму 38, закрепленную в нижней части стакана 19, и штангу 20 связан с флажком 21, а электрод 4 с горелкой 2 через каретку 16, Г-образный поводок 14 - с полкой 22. Возрастание угла рассогласования происходит до тех пор, пока флажок 21 не пересчет прорезь 23 одного из датчиков 15. закрепленных на полке 22. Сигнал от датчиков 15 поступает на блок управления 10 и отключает привод 9 механизма колебания 6. Электрод 4 выдерживаетсяу кромки разделки. По окончании выдержки электрода включается реверс привода 9 механизма колебания 6, и электрод 4 перемещается к противоположной кромке.
При переходе на следующий проход привод 8 механизма вертикального перемещения 5 поднимает каретку Т6 с электродом 4 и мундштуком 11, который колеблется уже с большей амплитудой, так как ширина разделки увеличивается, т.е. увеличивается расстояние между кромками, в которые он утыкается в процессе колебаний. Начинает,ся заварка следующего прохода. По мере заполнения разделки и увеличения амплитуды колебания горелки 2 с электродом 4 и мундштука 11 для подачи присадочной проволоки 12 увеличивается и угол поворота мундштука 11 относительно продольной оси
корпуса 1. что приводит к уменьшению величины С вплоть до отрицательных значений (см.фиг.8). Расстояние от кромки до рабочего конца электрода 4. т.е. Т-С увеличивается, при этом электрод 4 смещается на кромку разделки, а глубина сварочной ванны из-за высокой интенсивности отвода тепла в изделие становится маленькой, и поступающая в нее проволока 12 утыкается в ее дно, в результате чего проволока примерзает, образуется в этом месте несплавление. Однако шарнирно заделанный двуплечий рычаг 28 с помощью вилки 34 исключает увеличение расстояний С и Т-С (см.фиг.6, 8), так как другое подпружиненное плечо 30 двуплечего рычага 28 поджато к поверхности кулачка 32 и отрабатывает размер h (см.фиг.З), опуская вниз вилку 34 рычага 28, корректируя точку касания мундштука 11с кромкой разделки и, следовательно, стабилизируя глубину сварочной ванны и ее положение относительно кромки, что дает качественное сплавление у кромок. Процесс повторяется до полного заполнения разделки. Для сварки последнего прохода блок управления 10 обеспечивает необходимую амплитуду колебания
Формула изобретения30
УСТРОЙСТВО ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ, содержащее корпус, смонтированные на нем го- 5 релку с механизмом ее вертикального перемещения, мундштук для подачи присадочной проволоки, механизм колебаний, рычаг которого связан с горелкой и мундштуком, и приводы вертикального переме- 40 щения и колебаний, связанные с системой управления, отличающееся тем, что, с целью улучшения качества сварки путем повышения точности слежения положения электрода и присадочной проволоки отно- 45 сительно .кромок разделки, оно снабжено Г-образным поводком с установленными на одной из его полок двумя датчиками рассогласования, механизм вертикального перемещения горелки выполнен в виде 50 приводной цилиндрической каретки, коицентримно установленной на корпусе с возможностью поворота и снабженной на одном из торцов подпружиненным стакасварочной горелки 2 с мундштуком для подачи присадочной проволоки 12, которая поддерживается датчиком 40 автоматически. В таком выполнении устройство повышает качество сварного соединения за счет повышения точности слежения положения электрода, присадочной проволоки у кромки разделки путем использования мундштука для подачи присадочной проволоки в
качестве щупа и перемещения его у кромки по программе, соответствующей изменению полохсения кромки в процессе сварки. Изобретение позволяет увеличить и производительность процесса, поскольку происходит автоматическая настройка амплитуды колебания горелки с электродом и мундштука для подачи присадочной проволоки, а также их взаимного расположения при пе- реходе от прохода к проходу, что очень важно при сварке больших толщин.
(56) Касёткйн Б.С, и др. Сварка кольцевых стыков толстостенных рулонированных сосудов высокого давления с применением следящей системы ОБ-2171. Автоматическаг сварка, №4, 1982.
Авторское свидетельство СССР NJ 1055603, кл. В 23 К 9/16, 1982.
ном, в дне которого жестко закреплена штанга, пропущенная через корпус и несущая на свободном конце флажок датчика рассогласования, при этом Г-обрэзный поводок одной полкой, несущей датчики рассогласования, смонтировзн на штанге с возможностью поворота, а другой кинематически связан с горелкой, а в каретке и стакане выполнены диаметрально противоположные окна, через которые пропущен а1арнирио установленный на корпусе рычаг механизма колебаний, привод которого электрически связан с датчиками рассогласования, а мундштук снабжен дополнительным соплом, жестко связанным с дном стакана через газоподвод, и двуплечим рычагом, шарнирно установленным на газопроводе, причем одно плечо рычага подпружинено относительно стакана и находится в контакте с кулачком изменения угла кромки разделки, закрепленным на к ретке механизма вертикального перемещения, а другое снабжено вилкой, свободно насаженной на рабочий торец дополнительного сопла. л j / 5 J« / 12 JJ фи&.1
/l(noSepHt/mo)
fhrt
Вид б {развернуто}
Фиг.7
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки неплавящимся электродом с подачей присадочной проволоки | 1984 |
|
SU1249793A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ МНОГОПРОХОДНОЙ СВАРКИ | 1990 |
|
SU1743111A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1982 |
|
SU1031698A1 |
| Устройство для сварки неповоротных стыков труб | 1981 |
|
SU1018833A1 |
| Устройство для сварки | 1985 |
|
SU1250422A1 |
| Способ автоматического направления сварочной головки по стыку (его варианты) | 1982 |
|
SU1174203A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1967 |
|
SU202408A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| Устройство для колебания сварочной горелки по дуге окружности | 1978 |
|
SU766786A1 |
| Устройство для дуговой сварки неплавящимся электродом | 1983 |
|
SU1169270A1 |