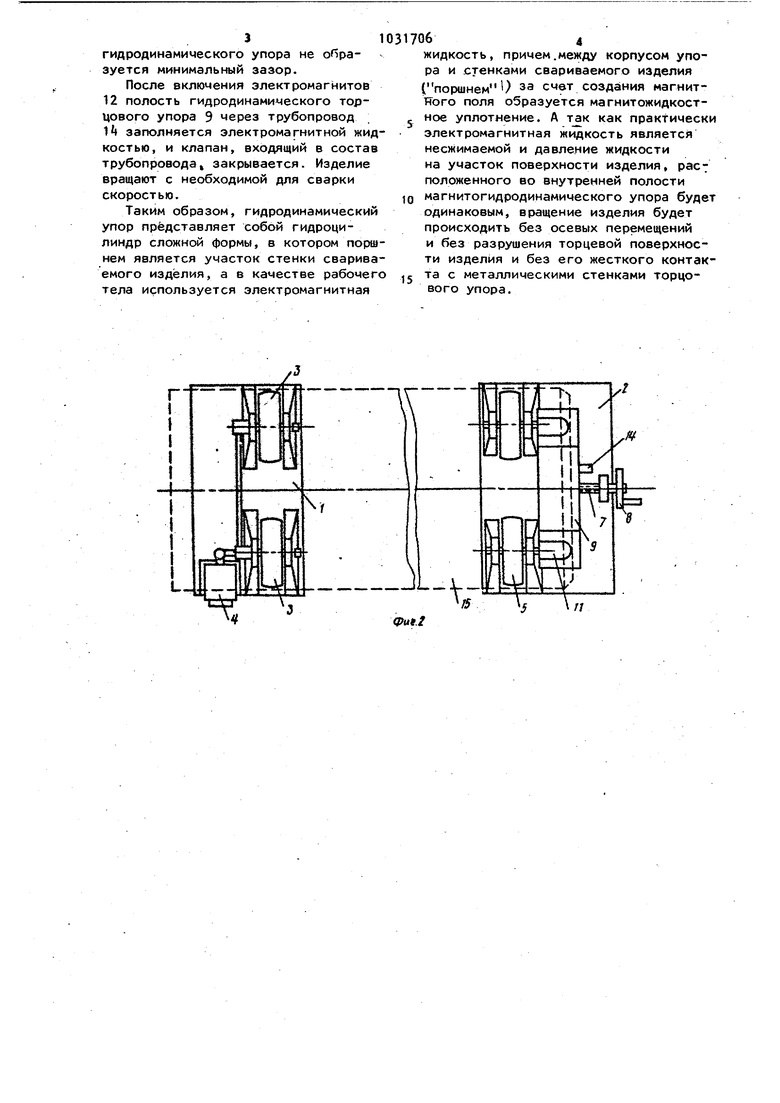
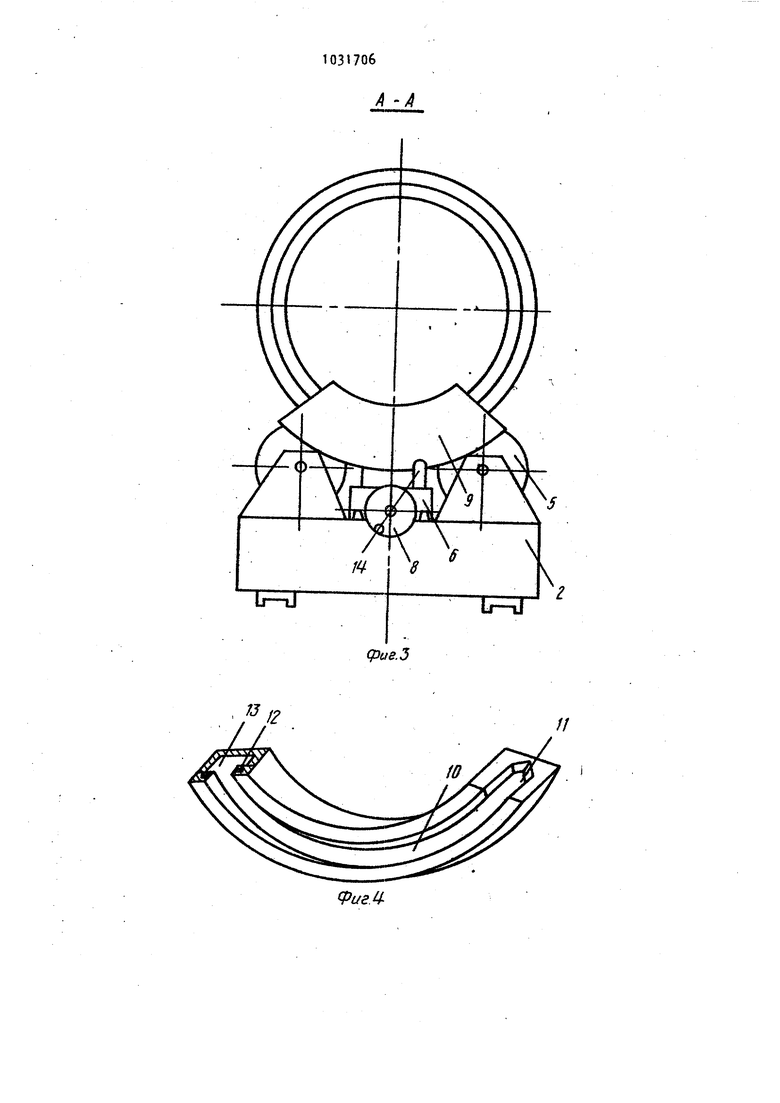
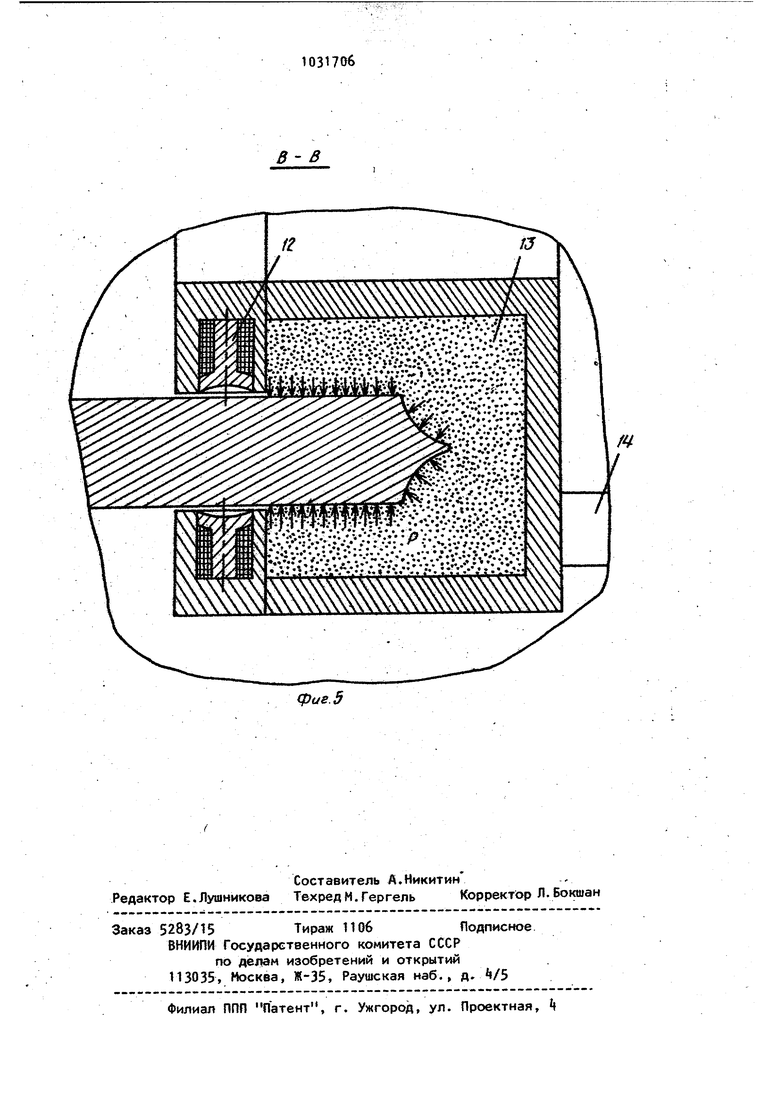
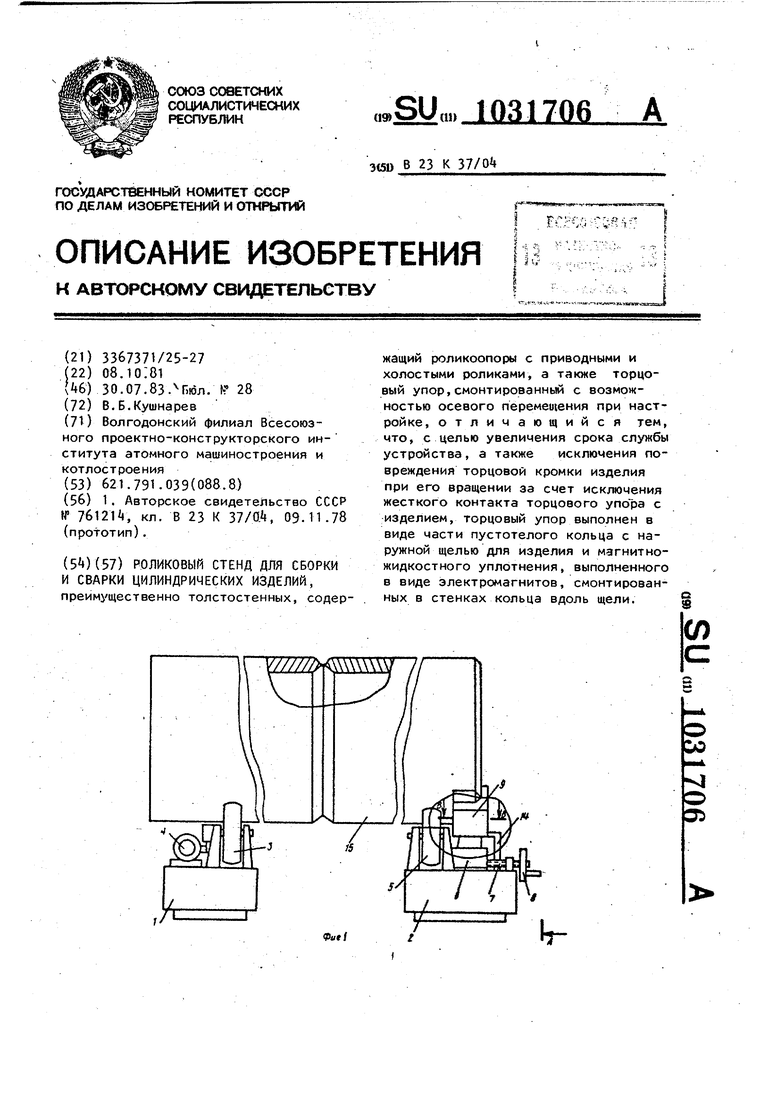
Изобретение относится к тяжелому машиностроению, а именно к роликовым стендам, предназначенным для вращения тяжелых цилиндрических изде лий, свариваемых между собой автома тической многопроходной сваркой, на пример, обечаек корпусов реакторов для aroMHbfx электростанций (АЭС, участков корпусов парогенераторов и пр. Наиболее близким к предлагаемому по технической сущности и достигаемо му результату является роликовый стенд для сборки, и сварки цилиндрических изделий, преимущественно толстостеннух, содержащий роликоопоры с приводными холостымиin роликами, а также торцовый упор, смонтированный с возножностью осевого перемещения при настройке, торцовый упор роликового стенда выполнен в виде ролика 1. Однако использование торцового ро лика в качестве торцового упора недопустимо на роликовых стендах, предназначенных для вращения тяжелых толстостенных изделий, свариваемых между собой автоматической многопроходной сваркой, например, обечаек корпу сов реакторов для АЭС. Это объясняется тем, что при многопроходной сварке толстостенных изделий поперечное сечение торцовой поверхности имеет, как - правило, заостренную форму, а так как при дрейфе тяжелых изделий силы реакции ролика на торцовую кромку изделия достигают больших величин, происходит разрушение торцовой кромк изделий и .поверхности ролика, что к тому же приводит и к неравномерности вращения изделий, отрицательно влияет на качество шва. Цель изобретения - увеличение срока службы устройства,а также исключение повреждений торцовой кромки изделия при его вращении за счет исключения жесткого контакта торцового упора с изделием. Поставленная цель достигается тем в роликовом стенде для сборки и сварки цилиндрических изделий, преимущественно толстостенных, содержащем роликоопоры с приводными и холостыми роликами, а также торцовый упор, смонтированный с возможностью осевого перемещения при настройке, торцовый упор выполнен в виде заполненного электромагнитной жидкостью части пустотелого кольца с наружной щелью для изделия и магнитно-жидкостного уплотнения, выполненного в виде электромагнитов, смонтированных в стенках кольца вдоль щели. На фиг.1 изображен роликовй стенд с обрабатываемым изделиемj на фиг.2то же, вид в плане; на фиг.З - вид А-А на фиг.1; на фиг. - торцовый упор , аксонометрия; на фиг.5 сечение В-В на фиг.1. Роликовый стенд состоит из двух роликоопор 1 и 2. На роликоопопре 1 установлены приводные опорные ролики 3, которые через редуктор соединены с электродвигателем k. На роликеопоре 2 установлены холостые опорные ролики 5. На роликоопоре 2 между холостыми роликами расположена платформа 6, которая с помощью винт© 7 и рукоятки 8вращения может перемещаться вдоль корпуса роликоопоры параллельно оси вращения изделий. На подвижной платформе 6 смонтирован торцовый упор 9, выполненный в виде части пустотелого кольца. На торцовой поверхности упора имеется кольцевая щель 10 (фиг. и 5шириной, соответствующей толщине стенок свариваемых изделий, а на боковых поверхностях имеются прорези 11 с формой, соответствующей форме продольного сечения торцовой части стенок вращаемых изделий. В стенке пустотелого кольца, граничащей с поверхностью вращаемых изде;лий, вмонтированы электромагниты 12 (на фиг. 5). Полость П пустотелого кольца заполнена электромагнитной жидкостью и соединена трубопроводом 1 через клапан с источником электромагнитной жидкости,который может быть располо кен внутри корпуса холостой роликоопоры 2. Роликовый стенд с гидродинамическим упором работает следующим образом. Свариваемые многопроходной автоматической сваркой цилиндрические изделия устанавливают на опорные ролики, при этом сторона изделий, опирающаяся на„ холостую роликоопору, располагается несколько ниже, чем topoHa изделия,опирающаяся на приводную роликоопору, С помощью рукоятки 8 вращения и винта 7 платформа 6передвигается вдоль корпуса роликоопоры 2 в сторону изделия до тех пор, пока между стенками изделия 15 и стенками 11
гидродинамического упора не образуется минимальный зазор.
После включения электромагнитов 12 полость гидродинамического торцового упора 9 через трубопровод 1 заполняется электромагнитной жидкостью, и клапан, входящий в состав трубопровода закрывается. Изделие вращают с необходимой для сварки скоростью.
Таким образом, гидродинамический упор представляет собой гидроцилиндр сложной формы, в котором поршнем является участок стенки свариваемого изделия, а в качестве рабочего тела используется электромагнитная
жидкость, причем.между корпусом упора и стенками свариваемого изделия поршнем ) за счет создания магнитИого поля образуется магнитожидкостное уплотнение. А TJIK как практически электромагнитная жидкость является несжимаемой и давление жидкости на участок поверхности изделия, рас-: положенного во внутренней полости
магнитогидродинамического упора будет одинаковым, вращение изделия будет происходить без осевых перемещений и без разрушения торцевой поверхности изделия и без его жесткого контакта с металлическими стенками торцового упора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роликовый стенд для вращения цилиндрических изделий при сборке и сварке | 1981 |
|
SU1031707A1 |
| Стенд для сборки и вращения тяжеловесных цилиндрических изделий в процессе сварки | 1981 |
|
SU1109301A1 |
| Стенд для сборки и вращения в процессе сварки кольцевых стыков обечаек | 1977 |
|
SU732109A1 |
| Роликовый стенд для сборки под сварку обечаек цилиндрического корпуса друг с другом и обечайки цилиндрического корпуса с днищем | 2015 |
|
RU2609600C1 |
| Вращатель цилиндрических изделий при сварке | 1987 |
|
SU1489959A1 |
| Стенд для сборки и вращения цилиндрических изделий при сварке | 1984 |
|
SU1247219A1 |
| Торцовый вращатель | 1979 |
|
SU821112A1 |
| РОЛИКОВЫЙ СТЕНД ДЛЯ СОВМЕЩЕНИЯ ОБЕЧАЙКИ С ОБЕЧАЙКОЙ И ОБЕЧАЙКИ С ДНИЩЕМ | 2013 |
|
RU2541215C1 |
| Стенд для сварки цилиндрических изделий | 1980 |
|
SU889360A1 |
| Роликовый стенд | 1983 |
|
SU1243927A1 |
В в
