11
Изобретение относится к тяжелому машиностроению, а именно к роликовым стендам, предназначенных для вращения свариваемых между собой автоматической сваркой изделий большой массы, например обечаек, корпусов реакторов для атомных электростанций АЭС) , секций корпусов резервуаров большого давления для химической промышленности и пр.
При автоматической электросварке изделий на качество шва существенное влияние оказывает точность раскладки валиков Сварки, что накладывает жесткие требования на осевую стабилизацию вращаемого изделия, либо требует усложнения следящей системы и исполнительного механизма сварочной головки.
На практике за счет различных технологических погрешностей(нестрогой симметрии свариваемых изделий, неточности взаимного расположения опорных роликов и пр. при вращении возникает смещение /дрейф/свариваемых изделий вдоль их оси вращения что отрицательно сказывается на качество всего шва.
В настоящее время известны различные устройства роликовых опор с системой стабилизации (.антридрейфа)свариваемых изделий, которые обеспечивают враи1ение изделий с минимЛьными отклонениями от плоскости, перпендикулярной оси вращения.
Известен упорный торцовой ролик, который упирается в торцовую кромку свариваемых изделий, препятствуя их перемещению вдоль оси вращения ti.
Однако данная система антидрейфа неприменима на роликовых стендах, предназначенных для автоматической, особенно, многопроходной сварки тяжелых изделий, например, обечаек корпусов реакторов АЭС, так как при большем весе свариваемых изделий как на упорный ролик, так и на торцовую кромку изделий действуют большие нагрузки, что приводит не только к деформации, но и к разрушение как упорного ролика, так и кромки изделия, а также к неравномерности ращения изделия. .
Известна также роликовая оцора с системой антидрейфа, в которой стабилизация свариваемых изделий осуществляется с помощью поворота одного из холостых роликов вокруг определенной точки, положение которой зависит от кривизны и радиуса пово9301 2
рачиваемого ролика, в результате чего меняется только точка приложения силы реакции ролика на изделие, а направление и величина этой силы практически остаются без изменения.
Величина поворота холостого ролика зависит от величины дрейфа, который регистрируется с помощью датчиков, установленных с торцовой
части изделий и устраняется с попощью следящей системы и поворотного ролика 21.
К недостаткам данной конструкции относится то, что при установке на нее свариваемых изделий необходимо
5 очень точно расположить ролики относительно друг друга, что существенной влияет на производительность.Кроме этого, данная система антидрейфа неэффективна при осевой стабилизации
0 вращаемых изделий, у которых центр масс значительно смещен от оси плоскости симметрии приводных и холостых роликов.
Наиболее близким к изобретению
5 по технической сущности и достигаемому результату является стенд для сборки и вращения тяжеловесных цилиндрических изделий в процессе сварки, содержащий основание с при0 водными и ХОЛОСТЫМ1 роликами, а также следящую систему с датчиком величины и направления дрейфа изделия з .
Принцип работы данной системы аптидрейфа основан на изменении точки приложения и величины сил реакции, но эти изменения осуществляются только в плоскости вращения холостых роликов. Не используется также возможность стабилизации с помощью изменения и направления сил трения свариваемых изделий с роликами .
Указанные недостатки можно устранить и, следовательно, и эффективность cncTeMij стабилизации можно повысить, если применять роликовую опору с системой антидрейфа.
Целью устройства является повышение производительности и качества сварки путем уменьшения времени на стабилизацию положения изделия относительно оси стенда при его дрейфе.
Указанная цель достигается тем, что в устройстве, содержащем основание с приводньпчи и холостьгми роликами, а также следящую систему с датчиком величины и направления дрейфа изделия, стенд оснащен смонтированной на основании платформой с приводом ее поворота в плоскости,перпендикулярной основанию, связанным с датчиком величины и направления дрейфа, холостые ролики установлены на этой платформе, размещены си; метрично относительно продольной оси стенда, и каждый из них выполнен в виде асимметричного шарового слоя с основанием меньшего диаметра, расположенным со стороны приводных роликов,
Кроме того, стенд оснащен смонтированной на основании дополнительной платформой также с приводом ее поворота в плоскости, перпендикулярной основанию, связанным с датчиком величины и направления дрейфа изделия, приводные ролики установлен на этой платформе, размешены симметрично относительно продольной оси стенда и каждый из них выполнен аналогично холостому ролику с основание меньшего диаметра, размещенным со стороны холостых роликов.
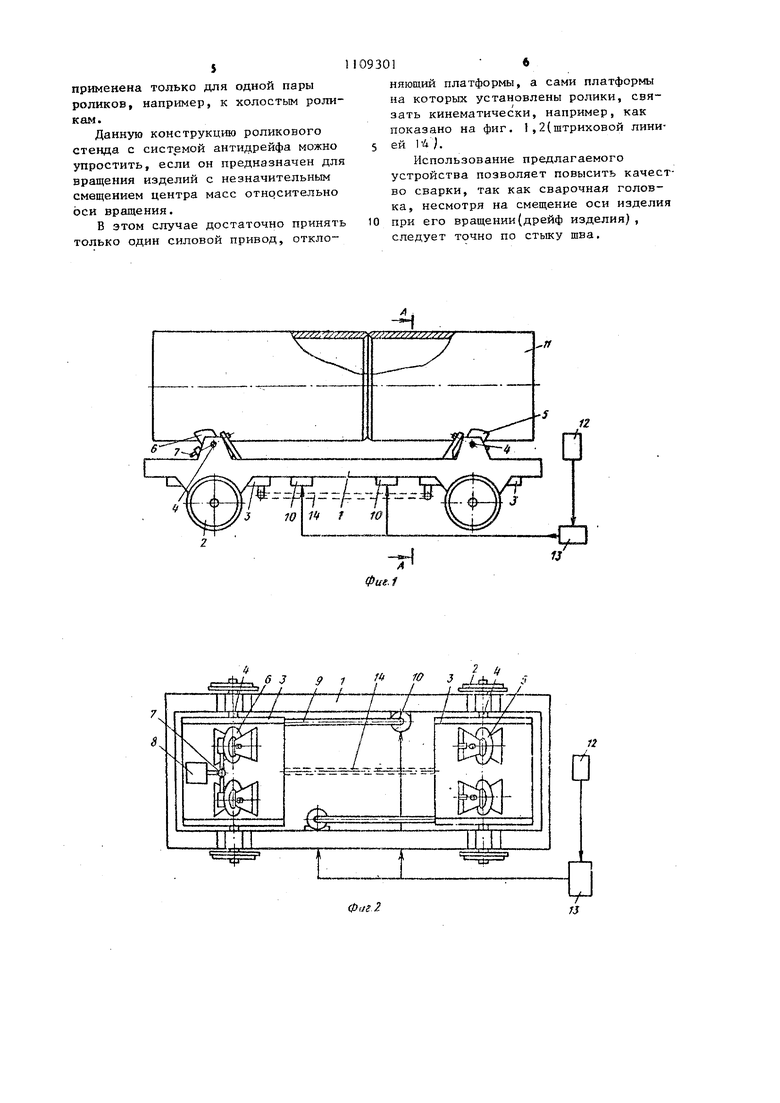
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 то же, вид сверху; на фиг. 3 - разрез А-А на фиг. I .
Роликовый стенд представляет собой тележкУ, содержащую основание 1, установленное на колесах 2, предназначенных для перемещения тележки по рельсам-опорам. По обеим сторонам тележки расположены подвижные платформы 3, которые могут вращаться относительно осей 4 в вертикальной плоскости.
На одной платформе установлены холостые ролики 5, а на другой приводные 6, которые с помощью редуктора 7 связаны с электродвигателем 8, обеспечивающим вращение роликов с необходимой для сварки скоростью.
Холостые 5 и приводные 6 опорные ролики имеют одинаковые размеры и выполнены в виде асимметричного шарвого слоя.
Торцы опорных роликов имеют различный диаметр, а сами ролики расположены так, что оси приводных и холостых роликов попарно параллельны между собой. В исходном положении платформ 3 оси вращения роликов направлены под одинаковыми углами к горизонтальной плоскости, причем основания меньшего диаметра приводных и холостых роликов направлены друг к другу.
Платформы 3 с помощью рычагои 9 связаны с силовыми приводами 10, например, электродвигателями, которые обеспечивают поворот платформ
на необходимый угол.
Конструкция роликового стенда работает следующим образом.
При появлении дрейфа изделия 11, например, в правую сторону(фиг. I
и 2), датчик 12 перемещения подает сигнал следящей системе 13, которая, в свою очередь подает команду на силовые приводы fO.
Силовые приводы начинают поворачн5 вать платформы 3 против часовой
стрелки(в случае дрейфа вправо согласно фиг. 1 и 21
В результате поворота, за счет того, что ролики не имеют плоскости
симметрии, правый конец изделия 1I приподнимается (расстояние между точками соприкосновения изделия с поверхностью холостых роликов уменьшится), а левый конец опуска5 ется так как расстояние между точками соприкосновения изделия с поверхностью приводных роликов увеличиBaeTCJi).
При повороте платформы, сила треония скольжения изделия о поверхность холостых роликов увеличивается, а о поверхность приводных уменьшается что позволяет более быстро остановить и стабилизировать смещение
с изделия. Кроме этого, при повороте, платформ силы реакции холостых роликов увеличиваются и изменяют свое направление(угол между направлением силы реакции и оси вращения уменьшаQ ется), что увеличивает эффект стабилизации изделия.
Силы же реакции приводных роликов уменьшаются, а угол между направлением этих сил реакции и осью вращес ния изделия увеличивается, что так же положительно влияет на стабилизацию.
С целью расширения технологических возможностей(сварка изделий различной длины)приводные и холостые опорные ролики с указанной системой антидрейфа могут быть установлены на отдельных подвижных тележках, которые могут быть соединены между собой телескопическим устройством.
Кроме этого, приведенная система антидрейфа(отклоняющиеся в вертикальной плоскости платформы с несимметричными роликами)может быть
5
применена только для одной пары роликов, например, к холостым роликам.
Данную конструкцию роликового стенда с системой антидрейфа можно упростить, если он предназначен для вращения изделий с незначительным смещением центра масс относительно оси вращения.
В этом случае достаточно принять только один силовой привод, откло109301
няющий платформы, а сами платформы на которых установлены ролики, связать кинематически, например, как показано на фиг. 1,2(штриховой лини5 ей 1U J.
Использование предлагаемого устройства позволяет повысить качество сварки, так как сварочная головка, несмотря на смещение оси изделия 10 при его вращении(дрейф изделия), следует точно по стыку шва.

| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки и вращения цилиндрических изделий при сварке | 1984 |
|
SU1247219A1 |
| Роликоопорный стенд | 1983 |
|
SU1222473A1 |
| Роликовый стенд для вращения цилиндрических изделий при сборке и сварке | 1981 |
|
SU1031707A1 |
| Роликовый стенд для сборки и сварки цилиндрических изделий | 1981 |
|
SU1031706A1 |
| Стенд для сборки и вращения в процессе сварки кольцевых стыков обечаек | 1977 |
|
SU732109A1 |
| Стенд для сборки и вращения тяжелове ных цилиндрических изделий в процессе сварки | 1973 |
|
SU518310A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ И КОЛЬЦЕВОЙ СВАРКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2024 |
|
RU2840538C1 |
| МЕХАНИЗИРОВАННАЯ УСТАНОВКА ДЛЯ СВАРКИ ПОВОРОТНЫХ СТЫКОВ ТРУБ | 1969 |
|
SU250347A1 |
| Установка для обработки цилиндрических изделий | 1990 |
|
SU1773656A1 |
| Машина для контактной сварки панелей | 1981 |
|
SU1009674A1 |

1. СТЕНД ДЛЯ СБОРКИ И ВРАЩЕНИЯ ТЯЖЕЛО БЕ СНЬК .ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ Б ПРОЦЕССЕ СБАРКИ, содержа- , щий основание с приводными и холостыми роликами, а также следящую систему с датчиком величины и направления дрейфа изделия, о т л и ч а ющ и и с я тем, что, с целью повышения производительности и качества сварки путем уменьшения времени на стабилизацию положения изделия относительно оси стенда при его дрейфе, стенд оснащен смонтированной на основании платформой с приводом ее поворота в плоскости, перпендикулярной основанию, связанным с датчиком велич1-шы и направления дрейфа, холостые ролики установлены на этой платформе, размещены симметрично относительно продольной оси стенда и каждый из них выполнен в виде асимметричного шарового слоя с основанием меньшего диаметра, расположенным со стороны приводных роликов . с 2. Стенд по п. 1, о т л и ч а гощ и и с я тем, что он оснащен смонтированной на основании дополнительной платформой также с приводом ее поворота в плоскости, перпендикулярной основанию, связанным с датчиком величины и направления дрейфа изделия, приводные ролики установлены на этой платформе, размещены симметрично относительно продольной оси СО стенда и каждый из них выполнен W аналогично холостому ролику с основанием меньшего диаметра,, размещенным со стороны холостых роликов.
Jtri.rJlf.
-/--1--/ --f---14 7 Ю
10
п
Р
/J
//
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Севбо П.И | |||
| Конструирование и расчет механического сварочного оборудования | |||
| Киев | |||
| Наукова думка, 1978, с | |||
| Гидравлическая или пневматическая передача | 0 |
|
SU208A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| Раздел I | |||
| Фирма Breda Fermomeccanica, Италия | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
