(54) СТЕНД ДЛЯ СВАРКИ ЦИЛИНДРИЧЕСКИХ
I
Изобретение относится к оборудованию, применяемому при автоматической дуговой сварке кольцевых швов трубопроводов, обечаек и может быть использовано для сварки коротких трубных элементов в авиациошой и нефтяной, промышлеиности, а также на предприятиях химического, металлургического и атомного машиностроения.
Известен сварочный стенд, содержащий две роликовые опоры с параллельными осями, имеющие привод для вращения изделия с заданной .скоростью сварки. Расстояние между роликами может меняться в зависимости от диаметра свариваемого изделия и расположения от центра тяжести. Свариваемое изделие взаимодействует с роликоопорами, используя только собственный вес. Стенд такого типа удобен при изготовлении серийной продукции, когда не требуется чистых перестроек стенда .
Однако в производственной практике мелкосерийного и опь1тного производства с широкой номенклатурой изделий этот стенд не пригоден, в связи с трудоемкостью перестройки сварочного стенда в широком диапазоне габаритов ИЗДЕЛИЙ
изделий, что связано с взаимной пространственной коррекцией роликовых опор (изменением базового рассто5па1я между роликоопорами) и изменением положения свародной головки по высоте. Кроме того, стенды такого типа предназначены для сварки прямолинейных труб. При сварке изделий более сложной конфигурац ш, например, фланца с отводом, при вращегаш может потеряться устойчивость изделия и сварочный процесс станет невозможным.
to
Известен также стенд для сварки цилиндрических изделий, содержащий вращатель, вьшолненный в виде приводного рюлика, опорного ролика и прижимного ролика, а также сварочную головку, закрепленную на основании со
ts стороны закрепления приводного ролика. Данный стенд обеспечивает -сварки изделий в небольшом диапазоне размеров 21.
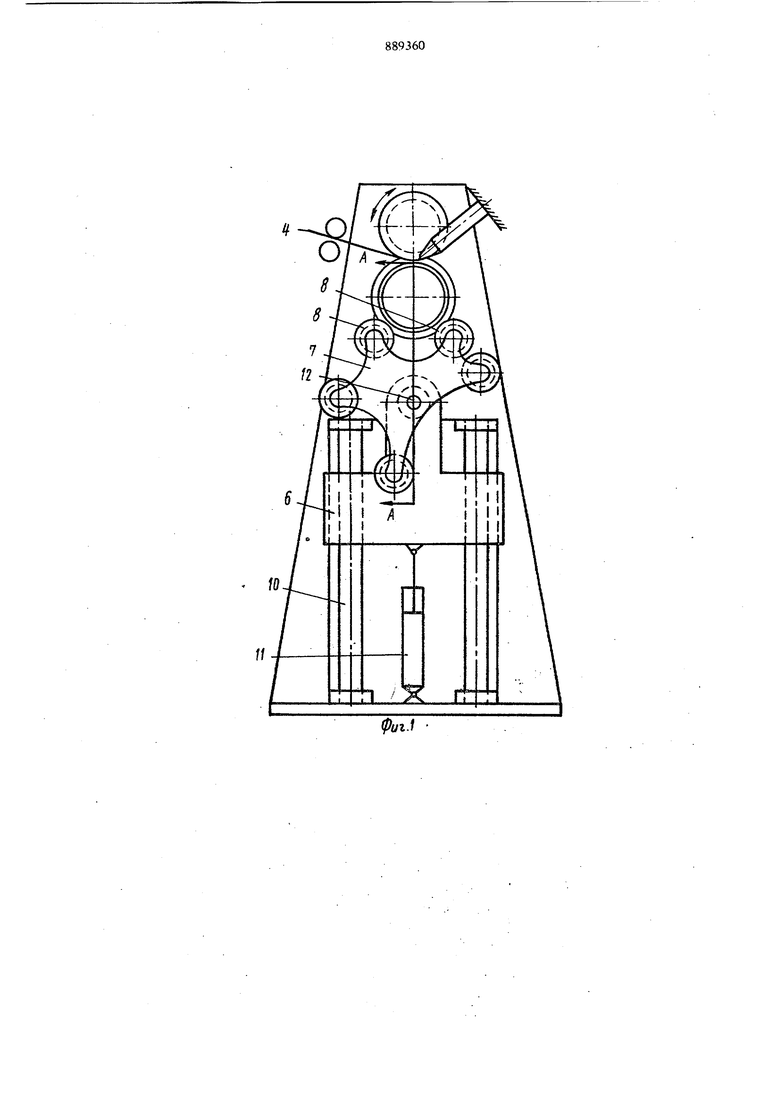
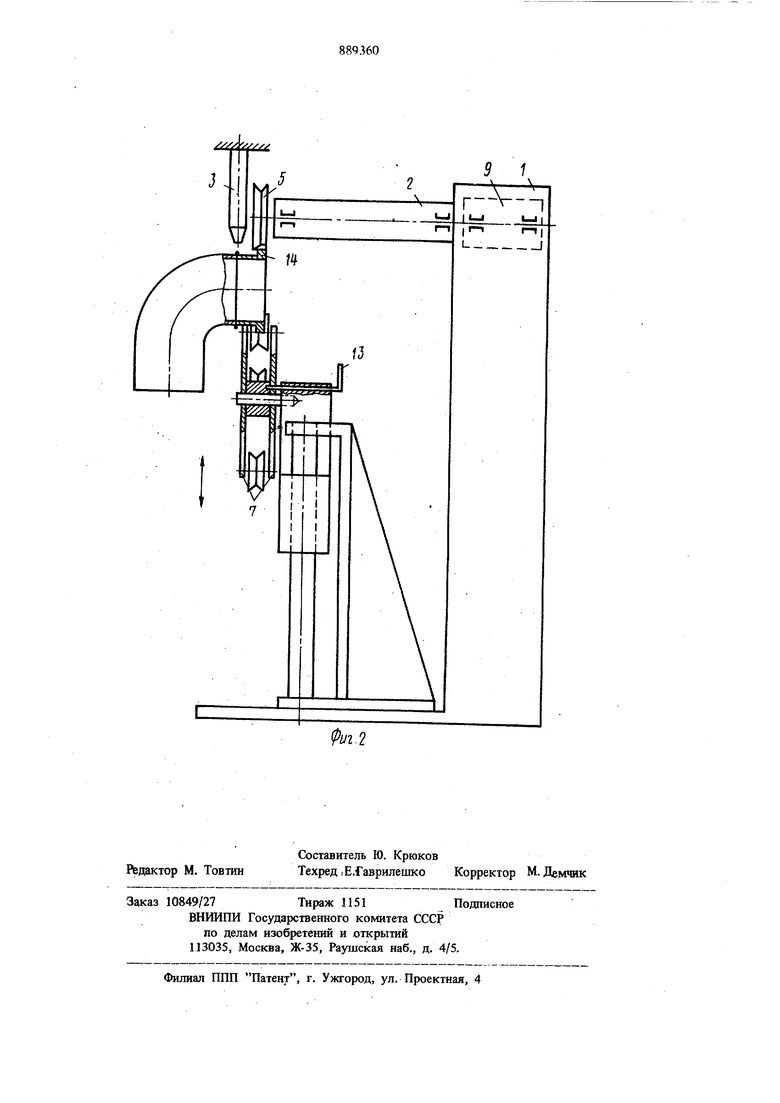
Наиболее близким по технической сущности и достигаемому результату к изобретению яв20ляется сварочный стенд, содержашлй (зарочную головку и вращатель, вьшолненнь1й в ви;к пряводного ролика закрепленного на основаЖи и подъемного ползуна, оснащенного поворотным В плоскости перпендикулярной оси приводного ролика корпуса с двумя прижимными pojmKaми 3. Этот стенд предназначен для сварки изделий различных диаметров, однако его переналадка сложна. Целью изобретения является повышение производительности путем упрощения переналадки вращателя при сварке изделий раздшчных диаметров, Цель достигается тем, что в стенде, содержащем сварочную головку и вращатель, выпол ненный в виде приводного ролика, закрепленного на основа1ши и подъемного ползуна, оснащенлого новоротным в плоскости перпендикулярной оси приводного ролика корпуса с двумя прижимными ролика Ти, с этой целью на корпусе закреплены расположенные по окружности, проходящей через оси прижимных роликов дополнительные прижимные ролики, при этом межцентровые расстояния между сосед}шми роликами различны, а на ползуне смонтирован фиксатор для корпуса. На фиг. 1 изображен стенд, общий вид; на фиг. 2- то же, вид сбоку. Сварочный стенд содержит основание 1 с консолью 2, сварочную головку с мундштуком 3 и механизм подачи присадочного материала 4, Сварочная головка закреплена на оснйвании 1. Сварочный стенд содержит также вралатель, выполненный в виде приводного ролика 5, смонтированного на консоли 2 и ползуна 6, оснащенного поворотным корпусом 7 с прижимными роликами 8. Приводной ролик 5 связан с мотор-редуктором 9. Ползун 6 установлен в направляющих 10 с возможность подъема пр тодом 11. Прижимные ролийи 8 расположен по окружности, центром которой является ось 12 поворота корпуса 7. Расстояния между осями соседних роликов выбираются в соответствии с диаметрами свариваемых изделий. На ползуне 6 смонтирован фиксатор 13 корпуса 7. При жимные ролики 8 вьшолнены с ребордами для обеспечения сварки цилиндрических изделий с фланцами 14. Сварочный стенд работает следующим образом. Перед работой корпус 7 поворачивают таким образом, чтобы расстояние между роликами пр жимающими данное изделие соответствовало ег диаметру и фиксируют в этом положении фик сатором 13, Затем изделие, собранное под свар ку, поджимают к приводному ролику 5 с таким расчетом, чтобы фланец 14 располагался в его реборде, после чего усилием привода 11 ползун б по направляющим 10 перемещается вверх и роликами 8 прижимает фланец 14 к приводному ролику 5. После необходимой пространственной подстройки сварочной головки стенд готов к работе. По окончании сварки, ползун опускается в исходное положение и свариваемое изделие извлекается. Использование данного устройства позволяет производить минимум пространственной корректировки относительно шва, так как сварочная головка сохраняет пространственное положение независимо от габаритов свариваемого изделия. Это обстоятельство позволяет выбрать постоянную и наиболее удобную позу для работы сварщика. Кроме того, наличие новоротного корпуса с прижимными роликами с различным межцентровым расстоянием между друг другом позволяет быстро настроить стенд и позволяет сваривать изделия в широком диапазоне диаметров. Формула изобретения Стенд для сварки цилиндрических изделий, содержащий сварочную головку и вращатель, вьшолненный в виде приводного ролика закрепленного на основании и подъемного ползуна, оснащенного поворотным в плоскости перпендикулярной оси приводного ролика, корпусом с двумя прижнмнь1ми роликами, о тличаюшийся тем, что, с цельюповышения производительности путем упрощения переналадки вращателя при сварке изделий различных диаметров, на корпусе закреплены расположенные по окружности, проходящей через оси прижимных роликов, дополнительные прижим1П)1е ролики, при этом мёжцентровые расстояния между соседними роликами различны, а на ползуне смонтирован фиксатор для корпуса. Источники информации, принятые во внимание при экспертизе 1.Справ. Сварка в машиностроении. М., Машиностроение, 1979, т. 3, с. 305. 2.Патент Великобритании № 1, 159.927, кл. В 3 К 30.07.69. 3.Авторское свидетельство СССР № 255.439, кл. В 23 К 37/04, 29.07.68 (прототип).
у /ХХКУ/Х
9 1
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |
| УНИВЕРСАЛЬНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБНЫХ УЗЛОВ | 2011 |
|
RU2478460C1 |
| Стенд для сварки толстостенных обечаек | 1985 |
|
SU1313617A1 |
| Сборочно-сварочная установка | 1991 |
|
SU1816620A1 |
| Установка для сварки сильфонов | 1980 |
|
SU1009680A1 |
| Стенд для сборки и вращения цилиндрических изделий при сварке | 1984 |
|
SU1247219A1 |
| Поточная линия для сборки и сварки конструкций | 1979 |
|
SU863278A1 |
| Устройство для сборки под сварку деталей | 1980 |
|
SU863283A1 |
| СВАРКИ ТРУБ В СЕКЦИИ ТРУБОПРОВОДА | 1972 |
|
SU348338A1 |
| Стенд для сборки и вращения в процессе сварки кольцевых стыков обечаек | 1977 |
|
SU732109A1 |