дополнительно производят принудительную укладку проволок до заданного шага свивки путем скручивания их.
Оптимальным значением дополнительной подкрутки является то его значение, когда предварительная свивка осушествляется с постоянным предельно коротким шагом по всей длине участка при этом число скруток в этом промежутке будет линейно зависеть от. его длины. За счет этого увеличивается предельно возможное число оборотов скручивающей головки в правом и левом направлениях вращения.
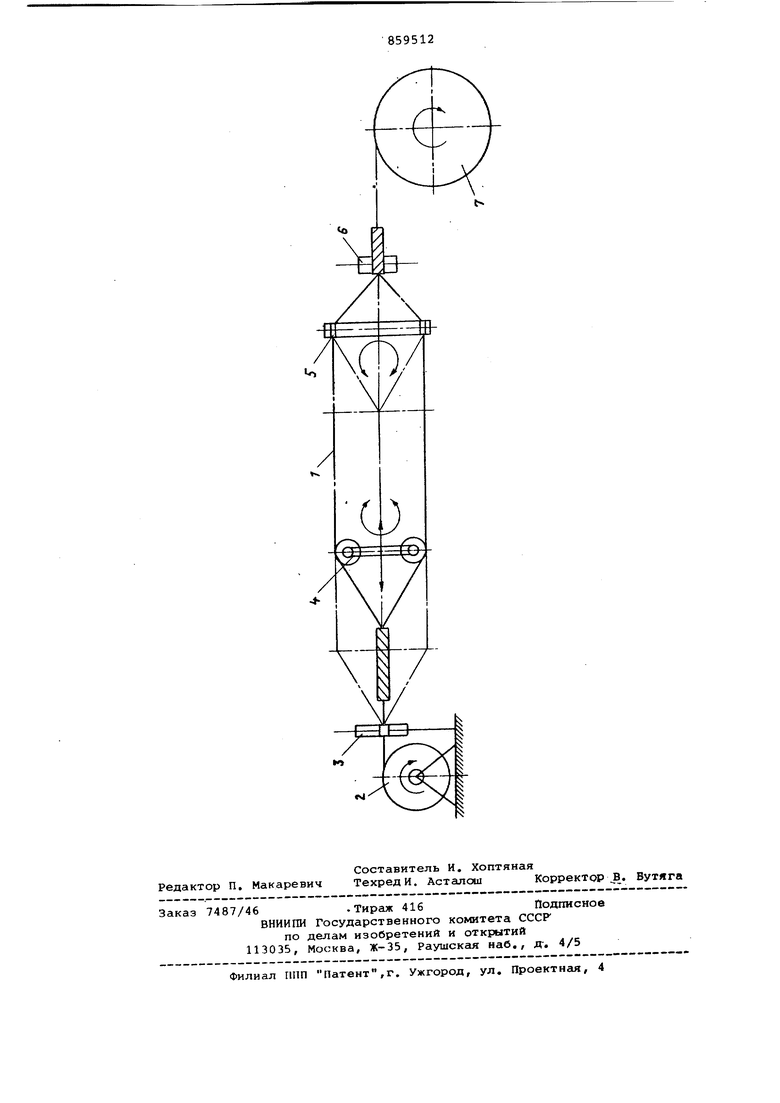
На чертеже приведена схема осуществления способа.
При заправке элементы 1 свиваемого изделия, разматываясь с расходных катушек 2, проходят через распределительный шаблон 3, вспомогательную головку 4, скручивающую головку 5, формирующие плашки 6 и поступают на вытяжной шкив 7. Вспомогательная головка 4 при заправке элементов находится в своем крайнем заднем (исходном) положении по ходу технологического процесса свивки, на некотором расстоянии от распределительного шаблона 3.
С пуском привода головки 4 и 5 получают синхронное вращение в одном и том же направлении. За счет этого вращения элементы изделия свиваются в противоположных направлениях на участках: за формирующими плашками с постоянным шагом, заданным ск-оростью вытягивания элементов вытяжным шкивом 7, а на участке предварительной свивки - с шагом, обусловленным скоростью осевого перемещения вспомогательной головки 4. Постоянная скорость перемещения вспомогательной головки вдоль технологической оси позволяет принудительно формировать элементы изделия на участке предварительной свивки с постоянным шагом свивки, при этом предельно возможная {м1-1нимальная) величина шага выбирается из такого условия, что материал проволок не претерпевает пластических деформаций от технологических напряжений свивки на этом участке. При достижении предельно допустимого числа шагов (скруток) элементов изделия на участке предварительной свивки происходит синхронное реверсирование головок 4 и 5 и смена направления перемещения вспомогательной головки вдоль технологической оси Смена направления вращения головок 4 и 5 приводит к изменению направления свивки элементов изделия за планками б и тем самым формированию направления свивки на готовом изделии, противоположным направлению свивки предшествующего участка, а в промежутке между распределительным шаблоном и вспомогательной головкой
к расплетению предварительно свитых элементов изделия.
Скорость вращения вспомогательной головки в обратном направлении такова, что к моменту распределения предварительно свитых элементов изделия, головка должна занять исходное положение. В этом положении происходит изменение направления ее осевого перемещения на противоположное при неизменном направлении вращения головок 4 и 5. После чего вспомогательная головка, перемещаясь с заданной скоростью в прямом направлении и синхронно вращаясь со скручивающей головкой 5, предварительно свивает элементы изделия в направлении, противоположном направлению предшествующей предварительной свивки, в то время как на участке за формирующими плашками происходит формирование готового изделия в неизменном направлении. Смена направления свивки на готовом изделии наступает лишь с реверсированием головок 4 и 5, которое происходит при достижении предельно допустимого числа шагов предварительной свивки элементов изделия.
Таким образом, вспомогательная головка 4 вращается и совершает возвратно-поступательное перемещение вдоль оси свивки с определенными скоростями так, что за время вращения скручй вающей гОловки 5 в одном направлении, она на участке предварительной свивки свивает, а затем развивает элементы изделия, при этом на неравномерную предварительную свивку элементов известного способа накладывается дополнительная свивка от вспомогательной головки 4, в результате чего предварительная свивка принудительно осуществляется с постоянным предельно минимальным шагом и зависимость между числом шагов элементов изделия на участке предварительной свивки -от длины этого участка становится линейной.
Формула изобретения
Способ изготовления витых проволочных изделий с переменным направлением свивки, включающий предварительную свивку, частичную развивку про волок и окончательную свивку их, отличающийся тем, что, с целью повышения производительности, в процессе предварительной свивки дополнительно производят принудительную укладку проволок до заданного шага свивки путем скручивания их
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 501127, кл. О 07 В 3/00, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для изготовления витых изделий с переменным направлением свивки | 1977 |
|
SU968123A1 |
| Машина для изготовления витых изделий с переменным направлением свивки | 1982 |
|
SU1032074A2 |
| Машина для изготовления витых изделий с переменным направлением свивки | 1980 |
|
SU941455A1 |
| Машина для изготовления витых проволочных изделий с переменным направлением свивки | 1983 |
|
SU1100346A1 |
| Машина для изготовления витых изделий с переменным направлением свивки | 1982 |
|
SU1040006A1 |
| Машина для изготовления витых изделий с переменным направлением свивки | 1977 |
|
SU720084A1 |
| Преформирующее устройство к канатовьющей машине | 1982 |
|
SU1105527A1 |
| Канатовьющая машина | 1986 |
|
SU1377315A1 |
| Устройство для свивки пучка проволочных прядей | 1978 |
|
SU749514A1 |
| Способ производства длинномерных витых изделий | 1990 |
|
SU1719502A1 |