Изобретение относится к машиностроению, а именно к сборке подшипниковых узлов с дуплекс-парой. Известен способ сборки подшипнико вого узла с дуплекс-парой, состоящий в определении величины радиального биения оси вращения подшипников и углового положения большей оси оваль ности радиального биения каждого подшипника, в. последующем расположегнии этих осей взаимно перпендикулярн и установки дуплекс-пары в отверстие корпуса 1. Недостаток известного способа заключается в том, что в связи с тем что зазоры для каждого подшипника в отверстии корпуса различны и оси овалов наружных колец размещены произвольно относительно большей оси овальности отверстия точность сборки подшипникового узла невелика. Цель изобретения - повышение точности сборки подшипникового узла. Поставленная цель достигается тем, что согласно способу сборки подшипникового узла с дуплекс-парой, состоящему в определении величины радиального биения оси вращения подшипников и углового положения большей оси овальности радиального биени каждого подшипника, в последующем . расположении этих осей взаимно перпендикулярно и установки дуплекс-пары в отверстие корпуса, определяют больихую ось овальности отверстия корпуса и при установке в него дуплекс-пары оси овальности наружных колец подшипников располагают на одинаковом угловом расстоянии от большей оси овальности отверстия в корпусе. На чертеже схематично изображена дуплекс-пара подшипников, установленная в отверстии корпуса. Сборку подшипникового узла с дуплекс-парой осуществляют следую- щим образом, В подшипниках 1 и 2 дуплекс-пары определяют направление большей оси овальности и радиального биения и помечают меткой 3. Затем определяют овальность наружных колец подшипников 1 и 2 и отверстия корпуса 4 и ставят метки 5 и 6. Далее подшипники 1 и 2 устанавливают в отверстие корпуса 4, предварительно развернув метки 5 и 6 взаимно перпендикулярно. При этом большие оси овальности наружных колец 5 устанавливают на одинаковом угловом расстоянии от большей оси овальности в отверстии корпуса 4. Сборка подшипникового узла с дуплекс-парой по предлагаемому способупозволит повысить точность сзборки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ селективного подбора радиально-упорных шариковых подшипников в дуплекс-пары | 1976 |
|
SU619709A1 |
| СПОСОБ СБОРКИ ПОДВИЖНЫХ СОЕДИНЕНИЙ ПОДШИПНИКОВЫХ УЗЛОВ | 2003 |
|
RU2253053C2 |
| Шпиндельный узел | 1984 |
|
SU1240503A1 |
| УСТАНОВКА ДЛЯ ИССЛЕДОВАНИЯ ПОДШИПНИКОВ КАЧЕНИЯ | 1996 |
|
RU2110055C1 |
| ШПИНДЕЛЬНЫЙ УЗЕЛ | 2011 |
|
RU2465986C1 |
| Способ сборки оси наведения телескопа | 1988 |
|
SU1545189A1 |
| Способ сборки внутренних колец подшипников качения с цапфами осей и валов | 1980 |
|
SU941729A2 |
| СПОСОБ ДИАГНОСТИКИ И ОЦЕНКИ ВИБРОАКТИВНОСТИ СТАНКОВ, РАБОТАЮЩИХ С ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 2006 |
|
RU2332652C1 |
| Прецизионный газостатический шпиндельный узел | 2021 |
|
RU2771708C1 |
| ШПИНДЕЛЬНЫЙ УЗЕЛ | 2012 |
|
RU2557846C2 |
СПОСОБ СБОРКИ ПОДШИПНИКОВОГО УЗЛА С ДУПЛЕКС-ПАРОЙ, состоящий в определении величины радиального |Л1.Д I UWmmj.S,,, биения оси вращения подшипников и углового положения большей оси овальности радиального биения каждого подшипника, в последующем расположении этих.осей взаимно перпендикулярно и установки дуплекс-пары в отверстие корпуса, отличающийся тем, что, с целью повышения точности сборки, определяют большую ось овальности отверстия корпуса и при установке в него дупЛекс-паЕИ оси овальности наружных колец подшипников распола ают на одинаковом угловом расстоянии от большей оси овальности отверстия в корпусе. (О со ю to со со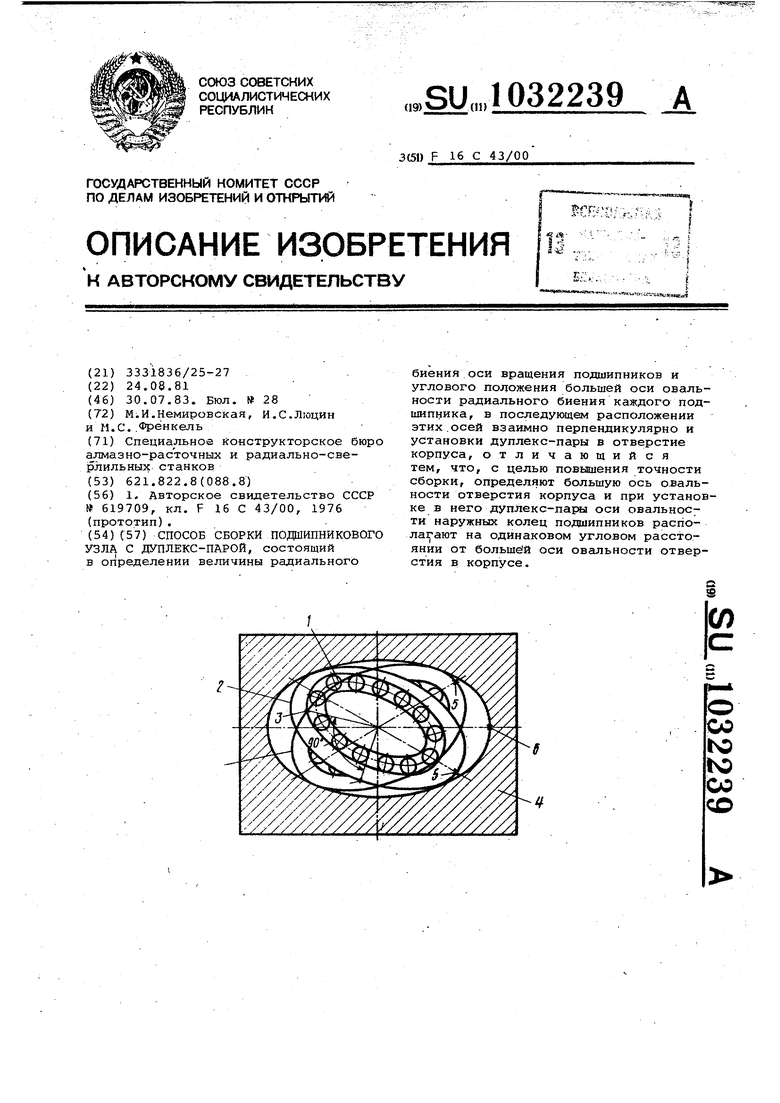
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ селективного подбора радиально-упорных шариковых подшипников в дуплекс-пары | 1976 |
|
SU619709A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
