Изобретение относится к области машиностроения и может быть использовано при изготовлении и монтаже точных радиальноупорных подшипников.
Известен способ селективного подбора радиально-упорных шариковых подшипников в дуплекс-пары, заключаюшийся в определении величины биения оси вращения внутренних колец относительно неподвижных наружных колец с одновременным определением углового положения большой оси овальности в каждом из спариваемых подшипников 1.
Однако известный способ не обеспечивает требуемой точности при сборке подшипников. Так как в действительности точность спаренного подшипника не связана непосредственно с величиной радиального биения внутренних колец, измеренной по ГОСТ 520-7, и верхние точки этого биения не могут служить ориентиром для взаимного расположения спариваемых подшипников.
Цель изобретения - повышение точности спаренных подшипников.
Для этого перед спариванием предлагаемым способом берут подшипники с одинаковой величиной биения оси врашения, а спаривают подшипники, располагая большие оси их овальностей взаимно перпендикулярно.
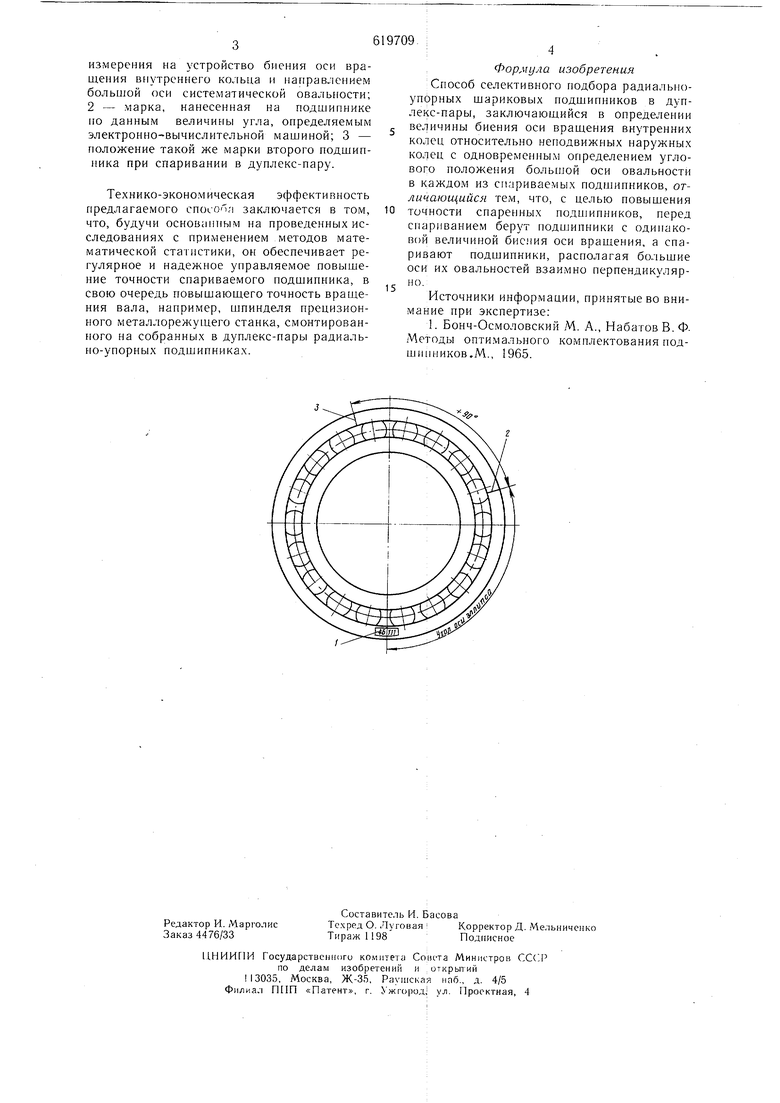
На чертеже изображена схема спаривания подшипников по данным расположения больших осей систематической овальности.
Предлагаемый способ состоит из следующих основных операций: проверка каждого из спариваемых подцшпников на устройстве; обработка данных этой проверки в виде перфорированной ленты на электронно-вычислительной машине с получением величины, биения оси врашения и на11равления угла большой оси систематической овальности, которая маркируется на подшипниках; селективный подбор пар с примерно одинаковой величиной радиального биения; сборка дуплекс-пар с ориентировкой нанесенной маркировки так, чтобы марки оказались на расчетном угловом расстоянии, например на расстоянии 90°.
На чертеже схематически изображен подшинник с разметкой для реализации предлагаемого способа, где 1 - маркировка ти25 па подшипника, служашая ориентиром для
измерения на устройство биения оси вращения внутреннего кольца и направлением большой оси систематической овальности; 2 - марка, нанесенная на подшипнике но данным величины угла, определяемым электронно-вычислительной машиной; 3 - положение такой же марки второго подшипника при спаривании в дуплекс-пару.
Технико-экономическая эффективность предлагаемого спосопл заключается в том, что, будучи ocHOBiiHHhiM на проведенных исследованиях с применением методов математической статистики, он обеспечивает регулярное и надежное управляемое повышение точности спариваемого поди ипника, в свою очередь повышаюшего точность враш.ения вала, например, шпинделя прецизионного металлорежущего станка, смонтированного на собранных в дуплекс-пары радиально-упорных подшипниках.
Формула изобретения Способ селективного подбора радиальноупорных шариковых подшипников в дуплекс-пары, заключающийся в определении величины биения оси вращения внутренних колец относительно неподвижных наружных колец с одновременным определением углового положе 1ия бoльп oй оси овальности в каждом из спариваемых подшипников, отличающийся тем, что, с целью повышения точности спаренных подшипников, перед спариванием берут подшипники с одинаковой величиной биения оси вращения, а спаривают подшипники, располагая большие оси их овальностей взаимно перпендикулярно.
Источники информации, принятые во внимание при экспертизе:
1. Бонч-Осмоловский М. А., Набатов В. Ф. Методы опти.мального комплектования подшипников,М., 1965.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки подшипникового узла с дуплекс-парой | 1981 |
|
SU1032239A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ РЕЗЦА ПРИ ТОЧНОМ РАСТАЧИВАНИИ | 1973 |
|
SU407657A1 |
| Способ сборки и балансировки высокооборотных роторов и валопроводов авиационных газотурбинных двигателей и газоперекачивающих агрегатов | 2022 |
|
RU2822671C2 |
| Способ приработки радиально-упорных подшипников в дуплексе | 1989 |
|
SU1663256A1 |
| СПОСОБ СБОРКИ ВНУТРЕННИХ КОЛЕЦ ПОДШИПНИКОВ КАЧЕНИЯ С ЦАПФАМИ ОСЕЙ И ВАЛОВ | 1970 |
|
SU271949A1 |
| СИСТЕМА ДЛЯ РЕМОНТА БУКСОВЫХ УЗЛОВ | 2020 |
|
RU2747246C1 |
| Шпиндельная головка для копирной обработки деталей вращения | 1983 |
|
SU1155365A1 |
| УЛУЧШЕННАЯ НАПРАВЛЕННАЯ ЗАМЕНА НУКЛЕОТИДОВ МОДИФИЦИРОВАННЫМИ ОЛИГОНУКЛЕОТИДАМИ LNA | 2006 |
|
RU2463350C2 |
| СПОСОБ ПОВЫШЕНИЯ ТОЧНОСТИ ВРАЩЕНИЯ ВАЛА | 2001 |
|
RU2203776C2 |
| Способ определения положения резца при точном растачивании | 1974 |
|
SU516473A1 |
.
