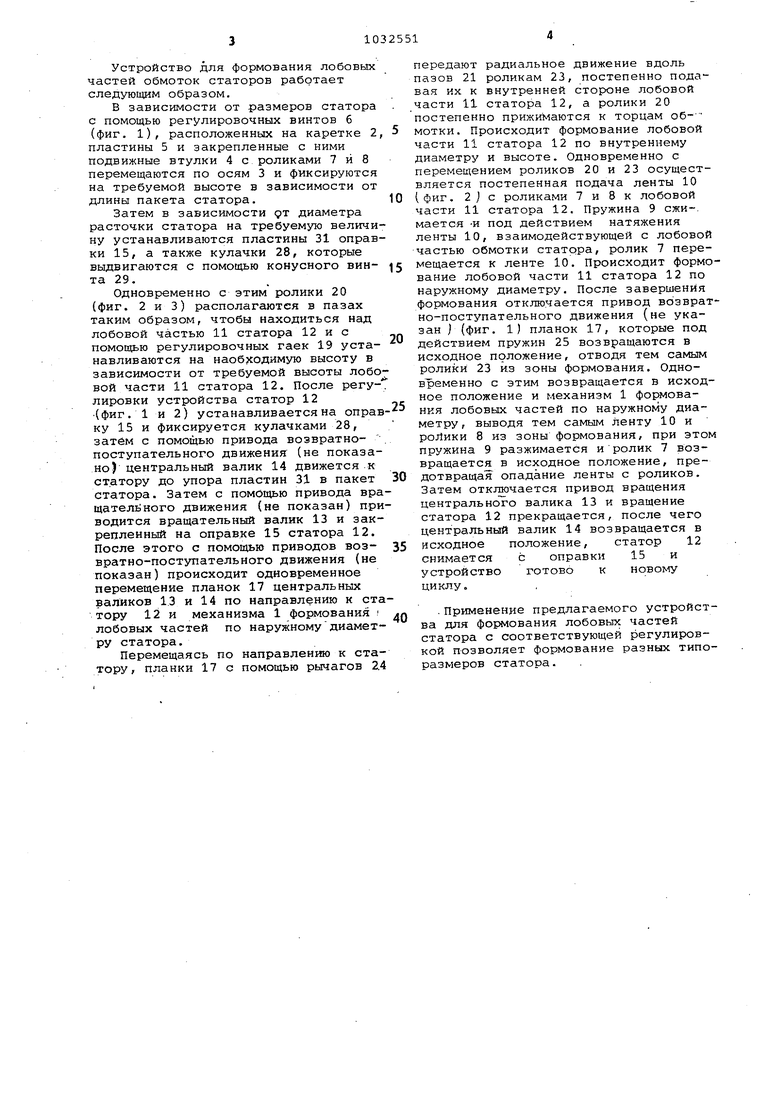
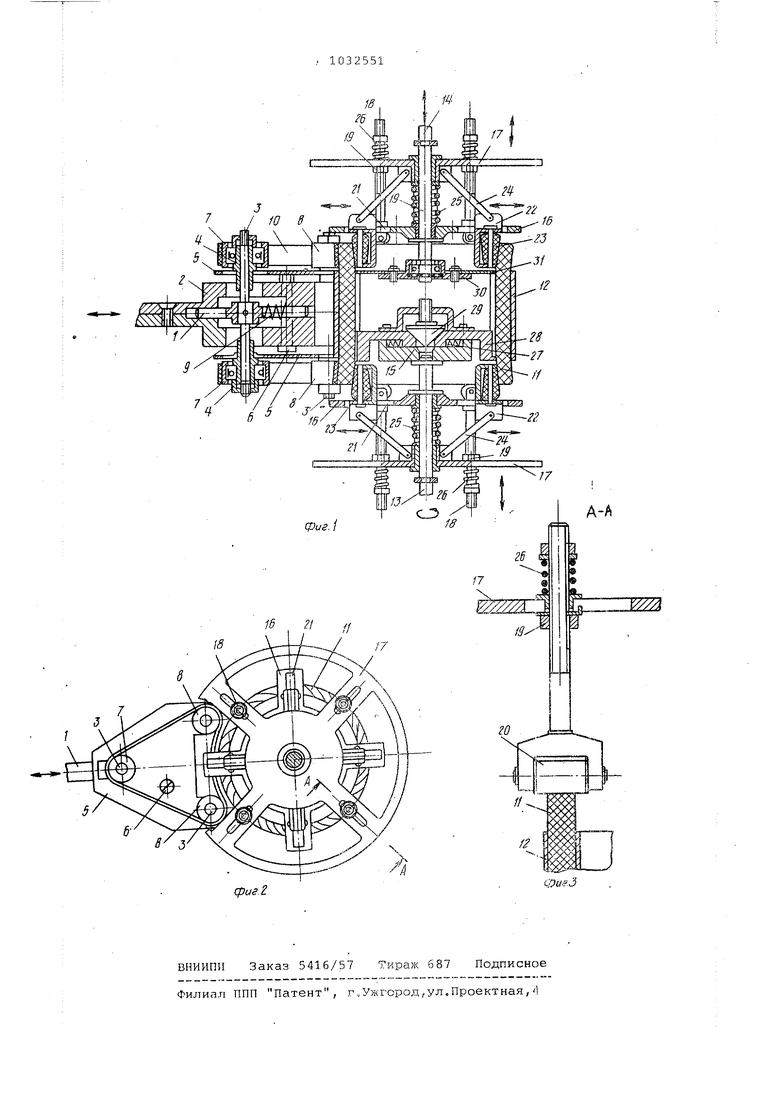
Изобретение относится к технолог ческому оборудованию для проиаводс электрических машин и может быть и прльзовано в электротехнической про мнгшг1енности для формования лобовых частей 06MQTOK статоров. Известно устройство для формова ния лобовых частей обмоток статоро содержащее приспособление для уста новки статора и его поворота, а та OijpaBKy для формования лобовых час тёй по внутреннему диаметру fl. Однако, -данное устройство имеет недостаточное качество формования ЛФ6ОВ1ЛХ частей из-за возможности повреждения изоляции обмогки. ; Наиболее близким по технической сущности и достигаемому -результату к 1 предлагаемому является устройство формования лобовых частей обмотфк статоров, содержащее оправку установки статора,- механизм для Формования лобовых частей статора, выполненный в виде роликов с надето нф. них бесконечной лентой, установ ленных на осях, расположенных на каретке, механизм для формования лобовых частей по внутреннему диаметру и высоте и привод 23. Недостатком известного устройства является ограниченная сфера применения , заключающаяся в возможноети формования лобовых частей статора одного .типоразмера. Цель изобретения - расширение технологических возможностей путем формования лобовых частей статоров различных типоразмеров. Поставленная цель достигается тем, что в устройстве для формовани лобовых частей обмоток статоров, со держащем оправку для установки статора, механизм для формования лобовых частей по наружному диаметру , выполненный в виде роликов с надетой на них бесконечной лентой, осей, расположенных на каретке, механизм для формования лобовых частей по внутреннему диаметру и высоте и привод, механизм для фор-, мования лобовых частей по наружному диаметру содержит втулки, устано-вленные на осях с возможностью перемещения вдоль них, пластины, жестко связанные с втулками, снабженными регулировочными элементами, связанными с кареткой, причем ролики установлены на втулках, механизм для формования лобовых-частей по внутреннему диаметру и по высоте выполнен в виде центральных валиков каждый из которых снабжен подпружиненными между собой диском и планкой, связанных между собой регулировочными тягами, несущими на конца ролики для формования лобовых часте ао высоте, каждый из дисков выполне с радиальными пазами и снабжен ползунами, у станов ленньп-ли в них и несущими ролики для формования лобовых -частей по внутреннему диаметру, шарнирно связанный тягами с планкой, при этом центральные валики расположены на оправке для установки статора, а оправка для установки статора снабжена подпружиненными кулачками и упорами, установленными с возможностью радиального перемещения. На фиг. 1 изображено устройство для формования лобовых частей обмоток статоров-; на фиг. 2 - то же, вид сверху; на фиг. 3 - сечение А-А на 4)иг. 2, Устройство для формования лобовых частей обмоток статоров содержит механизм 1 формования лобовых частей по наружному диаметру, установленный с возможностью возвратно-поступательного движения при помощи привода (не показан). Механизм 1 формования (фиг. 1 и 2) состоит из каретки 2 с осями 3, на которых установлены с возможностью перемещения вдоль них втулки 4 с жестко закрепленными„на них пластинами 5, причем последние снабжены регулировочными винтами 6, связанными с кареткой 2, и которыми обеспечивается перемещение втулок 4 с пластинами 5 по осям 3. На каретке 2 устс1новлены ролики 7 и 8, один из которых; подпружинен пружиной 9. Ролики 7 и 8 охвачены гибким элементом 10. напршчер бесконечно лентой, взаимодействую це л с лобовыми частями 11 статора 12 Устройство также содержит меха-низм формования лобовых частей по внутреннему диаметру и по высоте, выполненный в виде центральных валиков 13 и 14, устанозленкых на оправке 15 для установки статора 12. На центральньох валиках 13 и 14 раз -;ещены диск 16 и планка 17,- связанные между собой регулировочнБПЛИ тагами 1В, регулируемые по высоте с ПОМОЩ:ЬЕО гаек 19, На концах регулировочных Тяг 18 установленц ролики 20 (фиг 3) для формования лобовь-tx частей 11 по высоте.В, каждом из дисков 16 выполнены радиальные пазы 21, в которых расположены ползуны 22 с установлен ными на них роликами 23 кпя шорг огания лобовых частей 11 по внуа-ретнемудиаметру. Ползуны 22 шарнирно связаны тягами 24 с планкой 17. прн этом планки 17 -аодпружинены пружиной 25 к дискам 16, а тяги 18 подпру-;;(йнены пружиной 26. Оправка 15 для установки сте.тора снабжена подпружиненными пружиной 27 кулачками 28, регулируемые кон сообразны1л винтом 29, и упорами 30 с закрепленными на них регулируемы.ми пластинами 31, Упор 30 свободно насажен на центральный валик 14. Устройство для формования лобовых частей обмоток статоров работает следующим образом. В зависимости от размеров статора с помощью регулировочных винтов 6 (фиг, 1), расположенных на каретке 2 пластины 5 и закрепленные с ними подвижные втулки 4 с роликами 7 и 8 перемещаются по осям 3 и фиксируются на требуемой высоте в зависимости от длины пакета статора. Затем в зависимости фт диаметра расточки статора на требуемую величи ну устанавливаются пластины 31 оправ ки 15, а также кулачки 28, которые выдвигаются с помощью конусного винта 29. Одновременно с этим ролики 20 (фиг. 2 и 3) располагаются в пазах таким образом, чтобы находиться над лобовой частью 11 статора 12 и с помощью регулировочных гаек 19 устанавливаются на наобходимую высоту в зависимости от требуемой высоты лобо вой части 11 статора 12. После регулировки устройства статор 12 (фиг. 1 и 2) устанавливается на оправ ку 15 и фиксируется кулачками 28, затем с помощью привода возвратнопоступательного движения (не показано) центральный валик 14 движется к статору до упора пластин 31 в пакет статора. Затем с помощью привода вра щатели ного движения (не показан) при водится вращательный валик 13 и закрепленный на оправке 15 статора 12. После этого с помощью приводов возвратно-поступательного движения (не показан) происходит одновременное перемещение планок 17 центральных валиков 13 и 14 по направлению к ста тору 12 и механизма 1 формования лобовых частей по наружномудиаметру статора. Перемещаясь по направлению к статору, планки 17 с помощью рьгчагов 2.4 передают радиальное движение вдоль пазов 21 роликам 23, постепенно подавая их к внутренней стороне лобовой части 11 статора 12, а ролики 20 постепенно прижимаются к торцам мотки. Происходит формование лобовой части 11 статора 12 по внутреннему диаметру и высоте. Одновременно с перемещением роликов 20 и 23 осуществляется постепенная подача ленты 10 (фиг. 2 ) с роликами 7 и 8 к лобовой части 11 статора 12. Пружина 9 ежи-, мается -и под действием натяжения ленты 10, взаимодействующей с лобовой частью обмотки статора, ролик 7 перемещается к ленте 10. Происходит формование лобовой части 11 статора 12 по наружному диаметру. После завершения формования отключается привод возвратно-поступательного движения (не указан ) (фиг. 1) планок 17, которые под действием пружин 25 возвращаются в исходное положение, отводя тем самым ролики 23 на зоны формования. Одновременно с этим возвращается в исходное положение и механизм 1 формования лобовых частей по наружному диаметру, выводя тем самым ленту 10 и роЛики 8 из зоны формования, при этом пружина 9 разжимается иролик 7 возвращается в исходное положение, предотвращаяс опадание ленты с роликов. Затем отключается привод вращения центрального валика 13 и вращение статора 12 прекращается, после чего центральный валик 14 возвращается в исходное положение, статор 12 снимается с оправки 15 и устройство готово к циклу. .Применение предлагаемого устройства для формования лобовых частей статора с соответствующей регулировкой позволяет формование разных типоразмеров статора.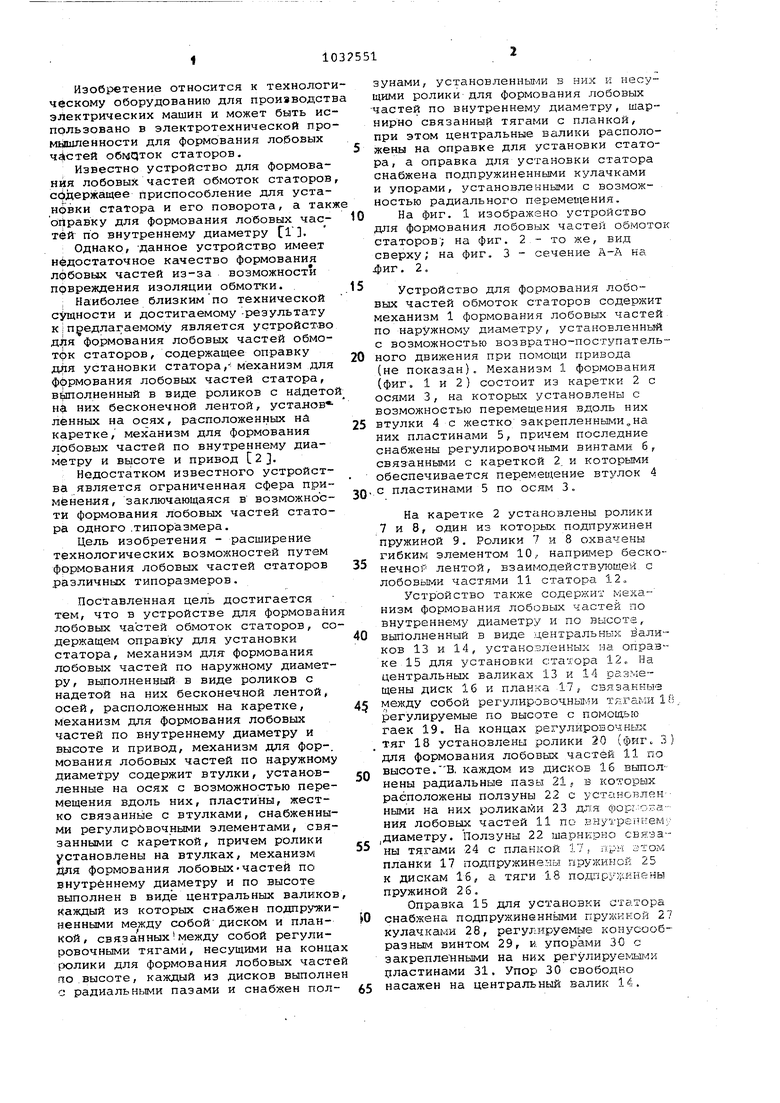
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления секций жесткой обмотки и их укладки в пазы магнитопровода и устройство для его осуществления | 1983 |
|
SU1115170A1 |
| Устройство для формования лобовых частей обмотки статоров электрической машины | 1985 |
|
SU1259422A1 |
| Устройство для формования лобовых частей обмоток статоров электрических машин | 1976 |
|
SU609185A1 |
| Автомат для изготовления электрическихКАТушЕК | 1979 |
|
SU807396A1 |
| Статор электрической машины и способ его изготовления | 1983 |
|
SU1092650A1 |
| Устройство для формования лобовых частей обмоток статоров электрических машин | 1986 |
|
SU1339780A1 |
| Устройство для опрессовки обмоток якорей электрических машин | 1978 |
|
SU720628A1 |
| Устройство для формования плоской обмотки на гладкий якорь электрических машин | 1980 |
|
SU924797A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1989 |
|
SU1695453A1 |
| Устройство для намотки ленточных магнитопроводов | 1981 |
|
SU1023415A1 |
УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ЛОБОВЫХ ЧАСТЕЙ ОБМОТОК СТАТОРОВ, содержащее оправку для установки -статора, механизм для формования лобовых частей по наружному диаметру,, выполненный в виде роликов с надетой на них бесконечной лентой, осей, расположенных на каретке, механизм для формования лобовых частей по внутреннему диаметру и высоте и привод, отлинающееся тем, что, с целью расширения технологических возможностей путем формования лобовых частей статоров различных типоразмеров , механизм для формования лобовых частей по наружному диаметру содержит втулки, установленные на осях с возможностью перемещения вдоль них, пластины, жестко связанные с втулками, снабженными регулировочными элементами, связанными с. кареткой, причем ролики установлены на втулках, механизм для формования лобовых частей по внутреннему диаметру и по высоте выполнен в виде двух центральных валиков, каждый из которых снабжен подпружиненными диском и планкой, связанных между собой регулировочными тягами, несущими на концах ролики для формования лобовых частей по высоте, каждый из .дисков (Л выполнен с радиальными пазами и снаб жен ползунами, установленными в них и несущими ролики для формования лобовых частей по внутреннему диаметру, шарнирно связанные тягами с планкой-, при этом центральные валики расположены на оправке для установки статора, а оправка для установки статора . снабжена подпружиненными кулачками и упорами,установленными с возмож00 ГС 01 ностью радиального перемещения. СП
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СТРОИТЕЛЬНЫЙ МОДУЛЬ | 1996 |
|
RU2112853C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для формования лобовых частей обмоток статоров электрических машин | 1976 |
|
SU609185A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Примечание: Чертежи приведены в соответствии с описанием | |||
