второй вход Олока умножения является вторым входом вычислительного блока, первый и второй входы блока вычитания являются соответствен-но третьим и четвертым входами.вычислительного блока, а выход делителя является, выходом вычислительного блока,
3. Устройство по п. 1, отличающееся тем, что измеритель обжатия дополнительно содержит блок умножения и дифференцирующий блок/ причем первый и второй входы блока умножения соединены соответственно с выходом датчика входной скорости полосы и выходом измерителя входной толщины, выход блока умножения соединен с вторым входом делителя, вы- . ход котррого соединен с дифференцирующим блоком, выход дифференцирующего блока является выходом иэмери.теля обжатия.
4. Устройство по п. 1, о т л ича, ющееся тем, что масштабны преобразователь содержит блок деления и блок умножения, причем первые входы соответственно блока умножени и блока деления являются соответственно первым и вторым входами масштабного преобразователя, второй вход блока деления является третьим входом-масштабного преобразователя, выход блока деления соединен с вторым входом блока умножения, выход блока умножения является выходом масштабного преобразователя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования толщины полосы | 1981 |
|
SU1011291A1 |
| Устройство для автоматического регулирования толщины и обжатия полосы на стане холодной прокатки | 1974 |
|
SU500841A1 |
| Устройство для определения жесткостипОлОСы B пРОцЕССЕ НЕпРЕРыВНОй гОРячЕйпРОКАТКи | 1979 |
|
SU848110A1 |
| Устройство автоматического регулирования толщины полосы | 1982 |
|
SU1044363A1 |
| Способ управления частотой вращения наклонных валков кольцепрокатного стана | 1990 |
|
SU1734904A1 |
| Устройство компенсации влияния эксцентриситета прокатных валков | 1980 |
|
SU908455A1 |
| Система автоматического регулирования натяжения и размеров полосы | 1983 |
|
SU1097403A1 |
| Способ для автоматического регулирования толщины полосы на непрерывном стане холодной прокатки и устройство для его осуществления | 1990 |
|
SU1734905A1 |
| Устройство для настройки скоростей валков непрерывного стана горячей прокатки | 1981 |
|
SU995940A1 |
| Система регулирования температуры полосы на выходе стана горячей прокатки | 1981 |
|
SU971543A1 |
1.УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО. РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ ЗАДАННОГО ПРОФИЛЯ, содержащее датчик толщины полосы, датчики входной и выходной скорости полосы, измеритель входной толщины, делитель измерителя обжатия, регулятор обжатия, задатчик номинальной выходной толщины, переключатель, систему перестановки валков и вычирлительный блок, содержащий блок вычитания и делитель, причем первый и второй входы измерителя входной толщины соединены соответственно с выходом датчика толщины и выходом датчика входной скорости, первый вход дели- . теля соединен с выходом датчика выходной скорости полосы, первый выход задатчика номинальной выходной толщины соединен с первым входом переключателя, а выход регулятора обжатия соединен с входом системы перестановки валков, отличающееся тем, что, с целью повышения качества прокатываемых полос, а также обеспечения возможности прокатки полос заданной длины с монотонноизменяющейся заданной толщиной и увеличения выхода годного металла, оно дополнительно содержит измеритель длины выходящей из клети полосы, задатчик длины выходящей из клети полосы, ключ, компаратор, триггер. масштабный преобразователь и измеритель скорости перестановки валков, причем выход датчика выходной скорости соединен с входами измерителя длины выходящей из клети полосы и первым входом ключа, выход .измерителя выходной длины через ключ соединен с первым входом компаратора, второй вход-которого соединен с выходом задатчика длины выходящей из клети полосы, выход задатчика длины выходящей из клети полосы соединен также с первым входом вычислительного блока, второй вход вычислительного блокасоединен с датчиком выходной скорости, выход компа.ратора соединен с вторым входом ключа.и через триггер с третьим входом переключателя, первый и второй входы ко(О торого -соединены соответственно с i -первым и вторым выходом задатчика номинальной выходной толщины, первый и второй выходы переключателя соединены с третьим и четвертьм входами вычислительного блока, выход вычислительного блока соединен с первьЕМ О 00 М входом регулятора обжатия, второй вход которого соединен с выходом из мерителя обжатия, первый и второй входы масштабного преобразователи ю соединены соответственно с выходом регулятора обжатин и выходом измери4 теля обжатияf третий вход масштаб-, 00. ного преобразователя соединен с выходом датчика скорости перестановки валков, выход масштабного преобразователя соединен с входом системы пе.рестановки валков.2. Устройство по п. 1, о т л ичающееся тем, что вычислительный блок дополнительно содержит блок умножения, причем первый вход блока умножения соединен с выходом блока вычитания, выход блока умножения соединен с первым входом делителя, второй вход которого является первым вхрдом вычислительного блока.
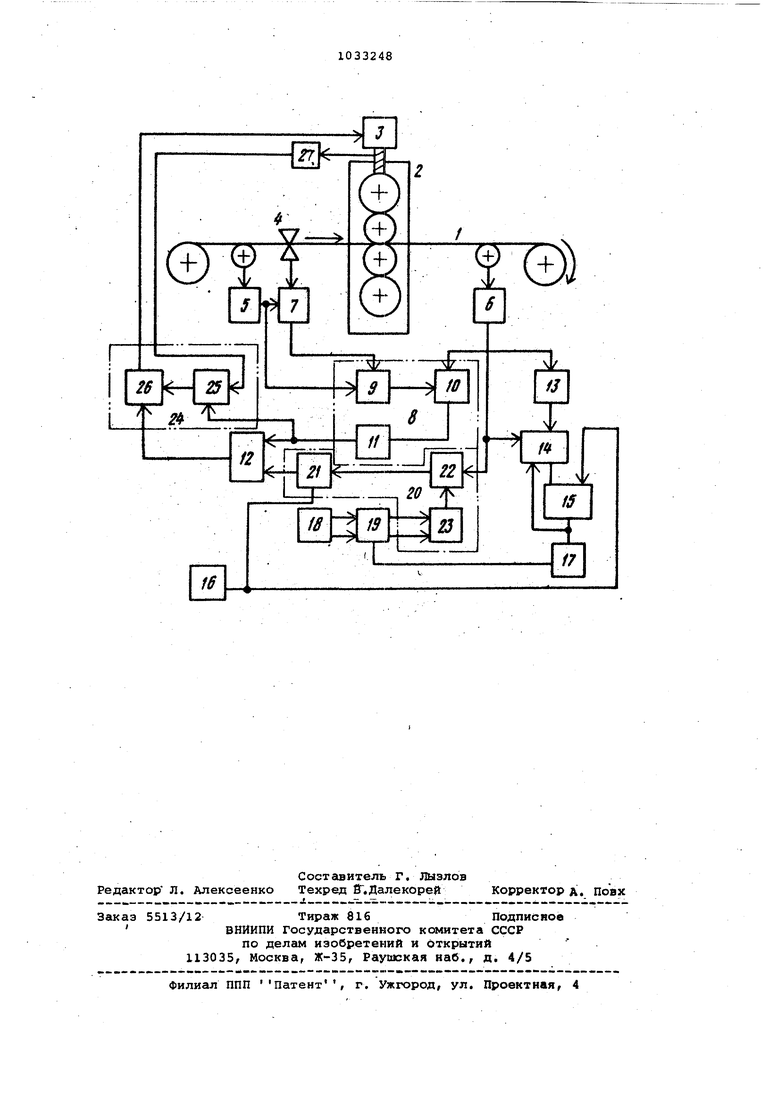
Изобретение относится к автомати зации станов холодной прокатки. Применение тонкого полосового металла с монотонно изменяющейся толщиной заданной, длины для изготов ления мембранных покрытий архитектурных сооружений типа спортивных Комплексов -и т.п. способствует облегчению конструкций, более рациональному использованию металла и ег экономии. Известно устройство, которое обеспечивает прокатку полос переменной толщины и содержит установле ные в станине рабочие валки, привод вращения валков и привод вертикального перемещения одного из валков, механизм для управления вертикальным перемещением одного из валков в зависимости от скорости изделия, размещенный на выходе изделия из валков. При этом механизм для управ ления вертикальным перемещением одного из валков выполнен в виде связанного с приводом вертикального перемещения программного кулачка, валка, кинематически связанного с ним, вала, размещенного вдоль направления выхода изделия и имеющего винтовую канавку, направляющей с кареткой, на которой размещен ролик контактирующий с винтовой канавкой вала и щупа, имеющего возможность взаимодействия-с выходящим из валко изделием. В механизме для управления вертикальным перемещением одног из валков установлен ползун, взаимо действующий с программным кулачком, на котором установлен Микрометричес кий винт, взаимодействующий с управ ляющим гидравлическим золотником fl Недостаток этого устройства заключается в том, что оно приемлемо лишь для регулирования толщины на полосах относительно малой и постоянной жесткости по сравнению с жесткостью клети, так как в противном случае толщина полосы не соответствует толщине, задаваемой программой. При прокатке полос, жесткость которых выше жесткости клети, т.е. при холодной прокатке широких ,и тонких полос типа штрипса, листа, это устройство неприемлемо, так как не предусматривает контроль получаемой толщины и оперативную поправку задания амплитуды перемещения валка по ходу прокатки, не учитывает изменение условий прокатки, связанных с наклепом и утонением полосы, т,е. повышением ее жесткости, а также наследственных изменений в толщине И механических свойствах подката, не может обеспечить прокатку рулонно(го материала. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство автоматического регулирования толщины полосы на стане холодной прокатки, содержащее датчик толщины полосы, датчики входной и выходной скорости полосы, измеритель входной толщины, делитель измерителя обжатия, регулятор обжатия, задатчик номинальной выходной толщины, переключатель, систему перестановки валков и вычислительный блок, содержащий блок вычитания и делитель, причем первый и второй входы измерителя входной толщины соединены соответственно с йыходом датчика толщины и выходом датчика входной скорости, первый вход делителя соединен с выходом датчика выходной скорости полосы, первый выход эадатчика номинальной выходной толщины соединен с первым входом переключателя, а выход регулятора обжатия - с входом системы перестановки всьпков. Устройство обеспечивает контроль толщины и опе ративную коррекцию регулирующего воздействия, учитывает изменение в условиях прокатки, наследственное .изменение толщины и механических свойств подката 23Недостаток этого устройства состоит в том, что оно,не обеспечивает получение полосового металла с заданной монотонно изменяющейся толщиной на заданной длине. Кроме того если бы материал полосы был абсолют но мягким, а клеть - абсолютно жест кой, задание являлось бы управляющи сигналом без поправок и в этом случае ДЬ.-лЗ, т.е. изменение толщины по заданию соответствовало бы точно такому ж.е по величине .осевому перемещению нажимных винтов и, следовательно, скорость вргидения двигателя нажимного винта могла бы быть определена однозначно и ее изменение бы ло бы всегда строго пропорционально требуемому изменению толщины. Однако жесткость полосы на листовых станах всегда больше жесткости кдети, поэтому при перемещении нажимных винтов на Л5 толщина изменяется на 4ti, меньшую д5 , т.е. . В известном устройстве не учтено несоответствие между величиной перемещения AS нажимных винтов и изменением толщины &Ь, что приводит к погрешностям в отработке отклонеНИИ толщины полосы и снижает ее качество. 1 Цель изобретения - повышение качества прокатываемых полос за счет более точной отработки отклонений их толщины, а также обеспечение воз можности прокатки полос заданной длины-с монотонно изменяющейся заданной толщиной и увеличения выхода годного металла. Постсшленная- цель достигается те что устройство для автоматического регулирования толщины полосы, содер жащее датчик толщины полосы, датчик входной и выходной скорости полосы, измеритель входной толщины, делител измерителя обжатия, регулятор обжатия, эадатчик номинальной выходной толщины, переключатель, систему перестановки валков и вычислительный блок, содержащий блок вычитания и делитель, причем первый и второй входы измерителя входной толщины со динены соответственно с выходом дат чика толщины и выходом датчика вход ной скорости, первый вход делителя соединен с выходом датчика выходной. скорости полосы, первый выход задатчика номинальной выходной толщины соединен с первым входом переключателя, а выход регулятора обжатия соединен с входом системы перестановки валков, дополнительно содержит измеритель длины выходящей из клети полосы, задатчик длины выходящей из клети полосы, ключ, компаратор, триггер, масштабный преобразователь и измеритель скорости перестановки валков, причем выход датчика выходной скорости соединен с входами измерителя длины выходящей из клети полосы и первым входом ключа, выход измерителя выходной, длины через ключ соединен с первым входом компаратора, второй вход которого соединен с выходом задатчика длины выходящей из клети полосы, выход задатчика длины выходящей из клети полосы соединен также с первым входом вычислительного блока,второй вход вычислительного блока соединен с датчиком выходной скорости, выход компаратора соединен с вторым входом ключа и через триггер с третьим входом переключателя, первый и второй входы которого соединены соответственно с первым и вторым выходом задатчика номинальной выходной толщины, первый и второй выходы переключателя соединены с третьим и четвертым .входами вычислительного блока, выход вычислительного блока соединен с первым входом регулятора обжатия, второй вход которого соединен с выходом измерителя обжатия, первый и второй входы масштабного преобразователя соединены соответственно с выходом регулятора обжатия и выходом измерителя обжатия, третий вход масштабного преобразователя соединен с выходом датчика скорости перестановки валков, выход масштабного преобразователя соединен с входом системы перестановки валков. Вычислительный блок дополнитель но содержит блок умножения, причем первый вход блока умножения соединен с выходом блока вычитания, выход блока умножения соединен с первым входом делителя, второй вход которого является первым входом вычислительного блока, второй вход блока умножения является в.торым входом вычислительного блока, первый и второй входы блока вычитания являются соответственно третьим и четвертым входами вычислительного блока, выход делителя является выходом вычислительного блока. Измеритель обжатия дополнительно содержит блок iумножения и дифференцирующий блок, причем первый и второй входы блока умножения соединены соответственно с выходом датчика входной скорости полосы и выходом измерителя входной толщины, выход блока умножения соединен с вторым входом делителя, выход которого сое динен с дифференцирующим блоком, вы ход дифференцирующего блока являетс выходом измерителя обжатия. Масштабный преобразователь coдep жит блок деления и блок умножения, причем первые входы соответственно блока умножения и блока деления являются соответственно первым и вторым входами масштабного преобразова теля, второй вход блока деления является третьим входом масштабного преобразователя, выход блока делени соединен с вторым входом блока умно жения, выход блока умножения являет ся выходом масштабного преобразователя. На чертеже представлена блок-схе ма предложенного устройства. Полоса 1 проходит через клеть 2 с системой 3 перестановки валка, воздействующей на толщину полосы. Стрелками показаны направление прокатки и входная и выходная скорости полосы. Перед входом в клеть стана установлен датчик 4 входной толщины полосы hjj . На стене установлены также датчики 5 и б соответственно входной и выходной скоростей полосы Выход датчика 4 входной толщины соединен с первым входом измерителя 7 толщины, второй вход которого соединен с выходом датчика 5 входной скорости полосы. Измеритель 8 обжатия содержит бло 9 умножения, делитель 10 и дифференцирующий блок 11, причем первый и второй входы блока 9 умножения соединены соответственно с.выходом датчика 5 входной скорости Vy полосы и выходом измерителя 7 входной толщины выход датчика 6 выходной скорости V полосы и выход блока 9 умножения соединены соответственно с первым и вторым входами делителя 10, выход которого через дифференцирующий блок 11 соединен с вторым входом регулятора 12 обжатия. Выход датчика б выходной скорости полосы соединен с входом измерителя 13 длины Ц выходящей полосы и с первым входом ключа 14,выходы измерителя 13 длины .С выходящей полосы и ключа 14 соединены с первым входом компаратора 15, второй вход которого соединен с выходом датчика 16 длины Ц.з выходящей полосы выход компаратора 15 соединен с вторым входом ключа 14 и с входом-триггера 17. Первый и второй выходы зада чика 18 нбминальной выходной толщины и Ь . соединены соответственно с первым и вторым входами переключателя 19, третий вход которого соединен с выходом триггера 17. Вычислительный блок 20 содержит делитель 21, блок 22 умножения и -блок 23 вычитания, причем первый и второй выходы переключателя 19 соединены соответственно с первым и вторым входами блока 23 вычитания, выход которого соединен с первым входом блока 22 умножения, второй вход которого соединен с выходом Датчика 6 выходной скорости V полосы, выход блока 22 умножения соединен с первым входом делителя 21, второй вход которого соединен с выходом датчика 16 длины Ijj выходящей полосы, выход вычислительного блока 20 соединен с первым входом регулятора 12 обжатия. Масштабный преобразователь 24 содержит блок 25 деления и блок 26 умножения, первый и второй входы блока 25 деления соединены соответственно с выходом дифференцир5тощего блока 11, являющегося выходом измерителя 8 обжатия, и выходом датчика 27 скорости перестановки валков, первый вход блока 26 умножения соединен с выходом регулятора 12 обжатия, второй вход, блока 26 умножения соединен с выходом блока 25 деления, выход которого соединен с системой 3 перестановки валков. Устройство работает следующим образом. Во время прокатки, по мере выхода прокатной полосы из валков, измеритель 13 интегрирует выходную скорость V,| во времени и таким образом определяет дЛину прокатанной полосы L-jv,dt. (1) При равенстве длины прокатанной полосы L заданному значению ,„ участка полосы с монотонно изменяющейся толщиной на входе компаратора 15 появляется сигнал, который замыкает ключ 14, снимает накопленную измерителем 13 информацию о длине прокатанной полосы и опрокидывает триггер 17, который, в свою очередь, меняет местами задания|1 -г, и h иа входах, в вычислительный блок 20, т.е. меняет местами вычитаемое и меньшаемое в блоке 23 вычитания выислительного блока 20 таким образом определяя задание иа уменьшение или увеличение выходной толщины. На ыходе вычислительного блока 20 опеделяется требуемое изменение выодной толщины на единицу длины поосы при ее данной текущей выходной корости V., + imin .. г i т /„, ,v Стм|,сек . (2) На выходе делителя 10 измерителя 8 появляется величи()а a на выходе дифференцирующего, блока J 1 измерителя 8 - величина «311 . На регуляторе .12 обжатия сравниваются требуемое изменение толщины полосы - -. Ч . -Ь . 4. IfflctX -irnin .. - L, -I т.е. на выходе реи теку1цее гулятрра обясатия отклонение 1i -h . -imotx ImTn Знак разности этих величин определяет требуемое направление переме щения валка, т.е. увеличение или уменьшение давления в клети, а амплитуда -, скорость этого перемещения в соответствии с заданным изменение толщины, сформированным на вычислительном блоке 20, и текущим изменением толщины, определенным измерите лем 8. Для отработки полученного на вы ходе регулятора 12 обжатия отклонения требуемого изменения толщины ф.ft V , масштабный преобра ОТ текущего зователь 24 вырабатывает масштабный коэффициент .Я , позволяющий вести отработку 6eS перерегулирования, т. привести в точное соответствие величину перемещения нажимных винтов и отклонение толщины тем самым повысив точность {эегулйро вания. На масштабном преобразователе 24 выполняются следующие операции для вычисления коэффициента ( по величи нам и «.111 . Затем выходная инфор мация масштабного преобразователя 24 отрабатывается систо юй 3 перестановки валков. Масштабный коэффициент равен М. п 4i dVi где Mj - жесткость полосы; Mj - жесткость клети. Следовательно « . C3S ..,, V - - M/dt at .в.тек НВ- di js/dit . что и делается на масштабном преобразователе, 24,, так как,. . п . juS . dS/at 3S , Ув.тек Ati c31i /cat dti d1i /,3t TaKHM Образом, предлагаемое устройство обеспечивает задание требуемой длины полосы с монотонно изменяющейся толщиной, задание .требуемых минимальной и максимальной толщины полосы на требуемой длине, расчет требуемого -изменения толщины на единице длины, контроль прокатной длины полосы с требуемым изменением толщины, контроль текущего изменений толщины, регулирование толщины по сопоставлению требуемого изменения толщины с текущим с ликвидацией не- : соответствия между величиной перемещения нажимных винтов и отклонением требуемой толщины от текущей, автоматическое изменение задания при прокатке участка полосы требуемой длины с требуемым монотонным изменением толщины по сопоставлению задания длины с фактически прокатанной , . ее величиной, прокатку полос заданной длины и переменной заданной толщиной. в рулоне. При этом учитывается нас- . ледственное изменение толщины и.мет ханических свойств подката, изменение жесткости полосы и других уелоВИЙ прокатки, так как регулирование ведется по отклонению толщины от за- . данного значения;
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для автоматического регулирования толщины и обжатия полосы на стане холодной прокатки | 1974 |
|
SU500841A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
