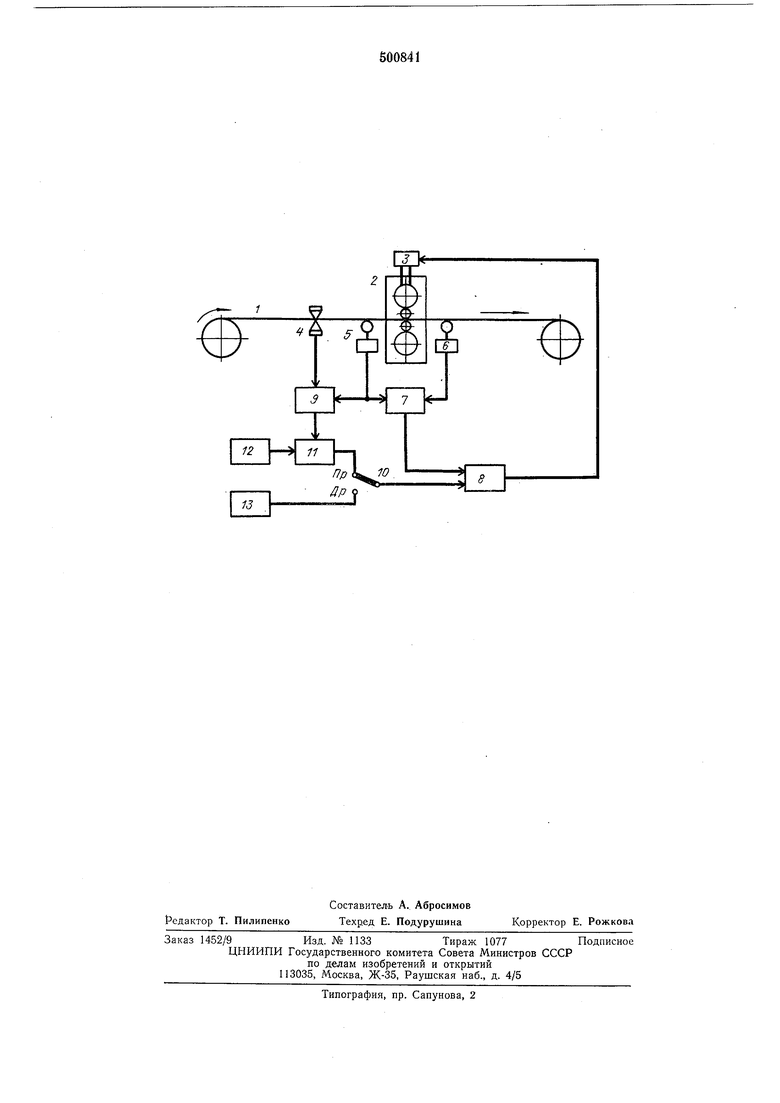
ме дрессировки переключатель 10 соединяет вход задания регулятора 8 обжатия с задатчиком 13 обжатия. Выход регулятора 8 обжатия соединен со входом системы 3 перестановки валка. Положения «переключателя 10 в режимах прокатки и дрессировки обозначены соответственно Пр. и Др. Устройство работает следующим образом. На входе регулятора 8 обжатия сравниваются сигналы текущего значения обжатия (от измерителя 7) и задания (от переключателя 10). В зависимости от режима прокатка или дрессировка) на регулятор 8 обжатия соступает сигнал задания от вычислительного блока 11 или задатчика 13 обжатия. При отклонении текущего значения обжатия от задания с выхода регулятора поступает управляющий сигнал на вход системы 6 лерестановки валка. Работа измерителя 7 обжатия основана на принципе постоянства объема и ширины полосы до и .после клети при холодной прокатке тонкой полосы. С учетом этого принципа можно записать (для секундного объема металла) h(t),(),(I) где У -скорость полосы па входе клети; Уг-скорость полосы на выходе клети; О - щирина полосы. Охс.яа: . Подставляя это соотношение в равенство (1), получим Е-1 - Таким образом измеритель 7 обжатия производит вычисление относительного обжатия (удлинения) в соответствии с равенством (2) по сигналам датчика 5 входной скорости и датчика б выходной скорости. Измеритель .9 толщины производит определение входной толщины полосы непосредственно в зоне обжатия стана, т. е. на входе в клеть. Это выполняется с помощью запоминания сигнала датчика 4 толщины на время, необходимое для прохождения полосы от датчика до валков клети. Для этой операции используется сигнал датчика 5 входной скорости. Таким образом, измеритель 9 толщины воспроизводит сигнал датчика 4 толщины, но с учетом времени транспортировки полосы от датчика до клети. Вычислительный блок 11 производит вычисление требуемого для получения постоянной выходной толщины лолосы значения обжатия o(t) в соответствии с формулой « -5F где /ID - номинальное значение выходной толщины; ) - текущее значение входной толщины. Выражение (3) получено из следующих соображений: если в формулу (1) вместо текущей выходной толщины h(t) подставить номинальное значение выходной толщины Ло. которое требуется получить на выходе клети, то получим соответствующую ему величину обжатия Eo(.t). Эту величину обжатия, которую при изменении M(t) необходимо поддерживать в .клети для получения постоянной выходной толщины полосы, и вычисляет вычислительный блок 11 в соответствии с формулой (3). Для этого вычисления в него вводятся текущая входная толщина от измерителя 9 и номинальное значение выходной толщины от задатчика 12. Таким образом, предлагаемое устройство позволяет автоматизировать работу прокатного стана в режимах прокатки и дрессировки полосы, при этом оно содержит только один регулятор обжатия, что упрощает устройство, повышает его надежность и упрощает обслуживание. Формула K3oi6ip етения Устройство для автоматического регулирования толщины и обжатия полосы на стане холодной прокатки, содержащее датчики толщины и скорости полосы, измерители толщины и обжатия, регулятор обжатия, вычислительный блок, задатчики номинального значения выходной толщины и обжатия полосы, отличающееся тем, что, с целью повышения надежности работы устройства, оно дополнительно содержит переключатель, выход которого соединен со входом регулятора обжатия, а его входы соединены: первый - с задатчиком обжатия, а второй - с выходом вычислительного блока, первый из входов которого соединен с задатчиком номинального значения выходной толщины полосы, а второй - с измерителем толщины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования толщины полосы заданного профиля | 1982 |
|
SU1033248A1 |
| Устройство для автоматического регулирования толщины полосы | 1981 |
|
SU1011291A1 |
| Способ регулирования толщины полосы при непрерывной горячей прокатке и устройство для его осуществления | 1979 |
|
SU780917A1 |
| Способ для автоматического регулирования толщины полосы на непрерывном стане холодной прокатки и устройство для его осуществления | 1990 |
|
SU1734905A1 |
| Устройство для настройки скоростей валков непрерывного стана горячей прокатки | 1981 |
|
SU995940A1 |
| Система регулирования относительного обжатия на дрессировочном стане | 1980 |
|
SU931257A1 |
| Устройство для регулирования толщины полосы | 1979 |
|
SU876228A2 |
| Устройство для регулирования толщины полосы на входе непрерывного прокатного стана | 1979 |
|
SU900903A1 |
| Устройство совмещенного регулирования толщины и формы полосы на стане | 1981 |
|
SU997880A1 |
| Способ управления частотой вращения наклонных валков кольцепрокатного стана | 1990 |
|
SU1734904A1 |