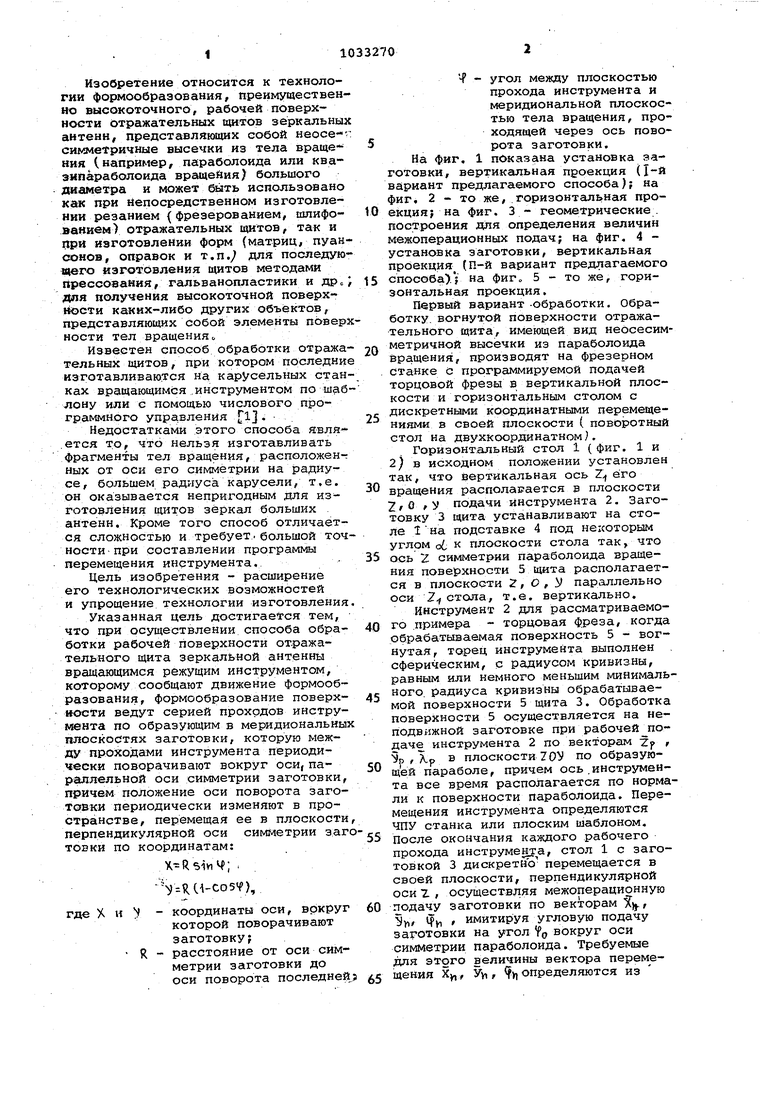
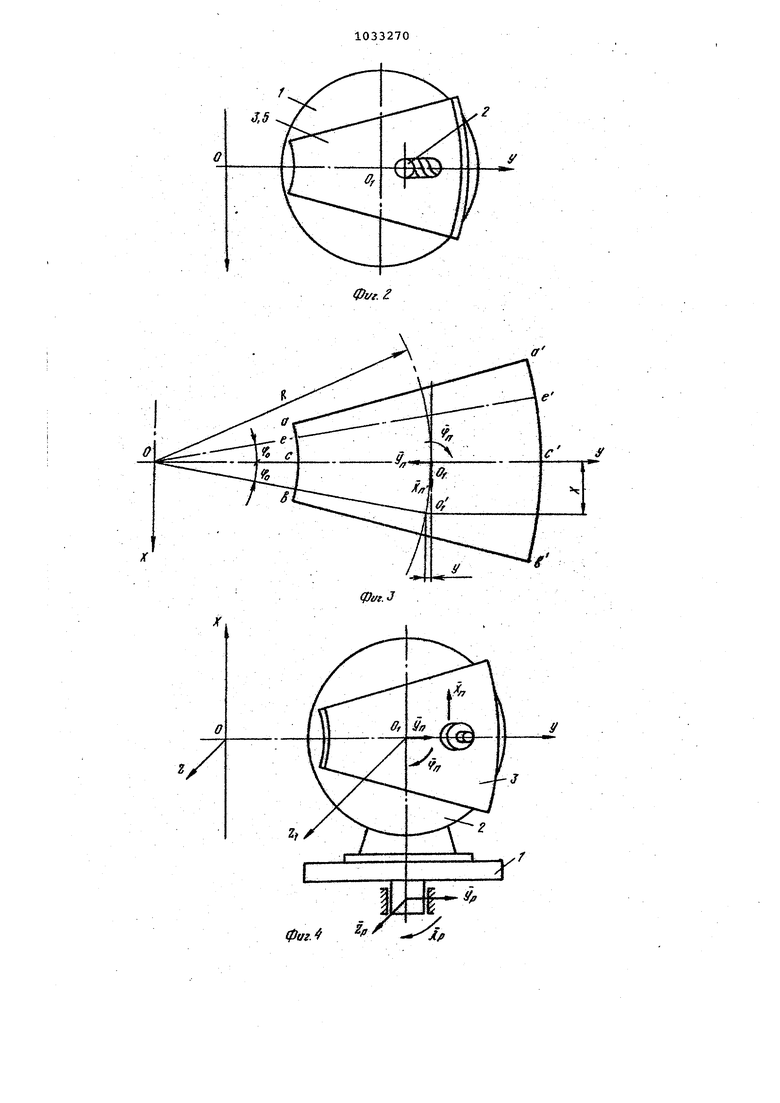
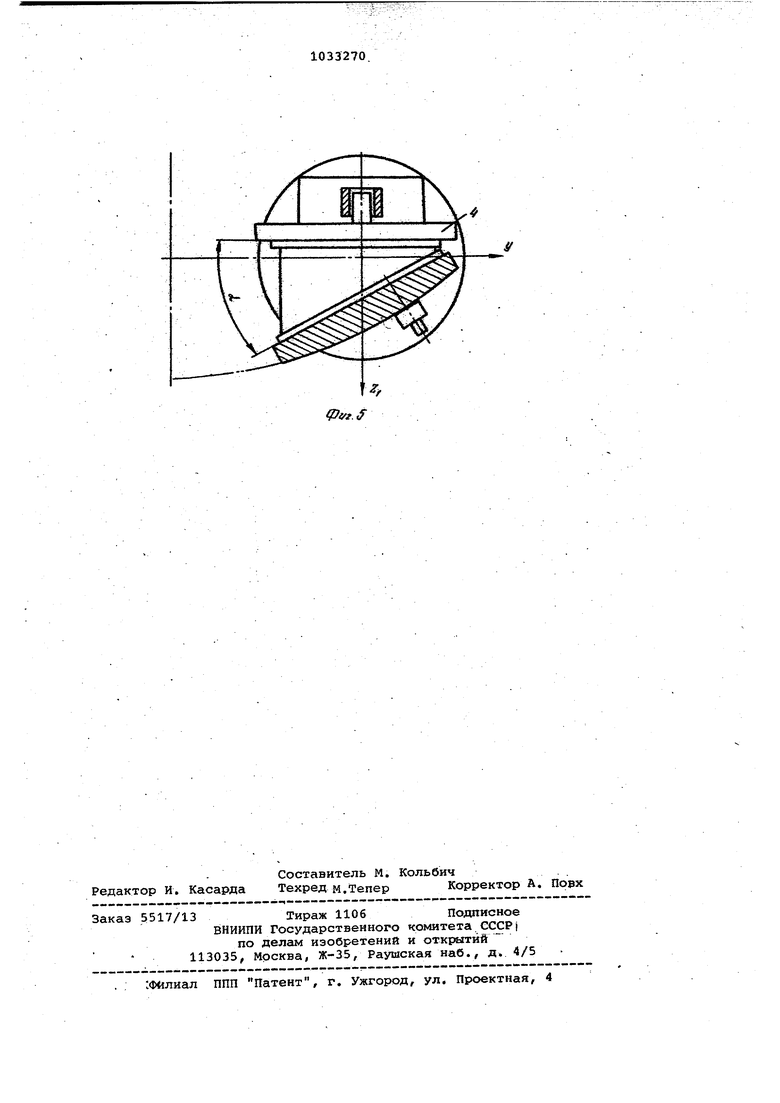
Изобретение относится к технологии формообразования, преимуществен ио высокоточного, рабочей поверхности отражательных щитов зеркальны антенн, представлйющих собой неосесимметричные высечки из тела враще ния (например, параболоида или квазипараболоида вращейия) большого диаметра и может алть использовано как при йепосредственном изготовлении резанием ( фрезерованием, шлифованием) отражательных щитов, так и при изготовлении форм (матриц, пуан сонов, оправок и т.п.7 для последую щего изготовления щитов методами прессования, гальванопластики и др« для получения высокоточной поверхности каких-либо других объектов, представляющих собой элементы повер ности тел вращения Известен способ обработки отража тельных щитов, при котором последни изготавливаются на карусельных стан ках вращающимся .инструментом по шаб лону или с помощью числового программного упра вления fl . Недостатками этого способа явля .ется то, что нельзя изготавливать фрагменты тел вращения, расположенных от оси его симметрии на радиусе, большем радиуса карусели, т.е. он оказывается непригодным для изготовления щитов зеркал больших антенн. Кроме того способ отличается сложностью и требует.большой точ ности -при составлении программы перемещения инструмента. Цель изобретения - расширение его технологических возможностей и упрощение технологии изготовления Указанная цель достигается тем, что при осуществлении способа обработки рабочей поверхности отражательного щита зеркальной антенны вращающимся режущим инструментом, которому сообщают движение формообразования, формообразование поверх«ости ведут серией проходов инструмента по образующим в меридиональных плоскостях заготовки, которую между проходами инструмента периодически поворачивают вокруг оси, параллельной оси симметрии заготовки, причем положение оси поворота заготовки периодически изменяют в пространстве, перемещая ее в плоскости перпендикулярной оси симметрии заго товки по координатам: X-RsiM4 ; . V Ui-C05V), где X и N - координаты оси, вокруг которой поворачивают заготовку; . расстояние от оси симметрии заготовки до оси поворота последней, ip угол между плоскостью прохода инструмента и меридиональной плоскостью тела вращения, проходящей через ось пово рота заготовки. На фиг. 1 показана установка заготовки, вертикальная пеоекция (1-й вариант предлагаемого способа); на фиг. 2 - то же, горизонтальная проекция; на фиг. 3 - геометрические, построения для определения величин межоперационных подач; на фиг. 4 установка заготовки, вертикальная проекция (П-й вариант предлагаемого способа).} на фиг 5 - то же, горизонтальная проекция. Первый вариант -обработки. Обработку, вогнутой поверхности отражательного щита, имеющей вид неосесимметричной высечки из параболоида вращения, производят на фрезерном Станке с программируемой подачей торцовой фрезы в вертикальной плоскости и горизонтальным столом с дискретными координатными перемещениями в своей плоскости ( поворотный стол на двухкоординатномК Горизонт:альный стол 1 ( фиг. 1 и 2) в исходном положении установлен так, что вертикальная ось Z его вращения располаз ается в плоскости ZfO V подачи инструмента 2. Заготовку 3 щита устанавливают на столе 1на подставке 4 под некоторым углом об к плоскости стола так, что ось 2 симметрии параболоида вращения поверхности 5 щита располагается в плоскости 2f О, параллельно оси 2 стола, т.е. вертикально. Инструмент 2 для рассматриваемого .примера - торцовая фреза, когда обрабатываемая поверхность 5 - вогнутая, торец инструмента выполнен сферическим, с радиусом кривизны, равным или немного меньшим минимального, радиуса кривизны обрабатываемой поверхности 5 щита 3. Обработка поверхности 5 осуществляется на неподвижной заготовке при рабочей подаче инструмента 2 по векторс1М zp f % , р в плоскости ZOV по образую щей параболе, причем ось .инструмента все время располагается по нормали к поверхности параболоида. Перемещения инструмента определяются ЧПУ станка или плоским шаблоном. После окончания каждого рабочего прохода HHCTpyMeHja, стол 1 с заготовкой 3 дискретно перемещается в своей плоскости, перпендикулярной оси 7. , осуществляя межоперационную подачу заготовки по векторам jfjj., 5yi, (|n , имитир уя угловую подачу заготовки на угол Рр вокруг оси симметрии параболоида. Требуемые для этого величины вектора перемещения Х,, Уу1 f % определяются из
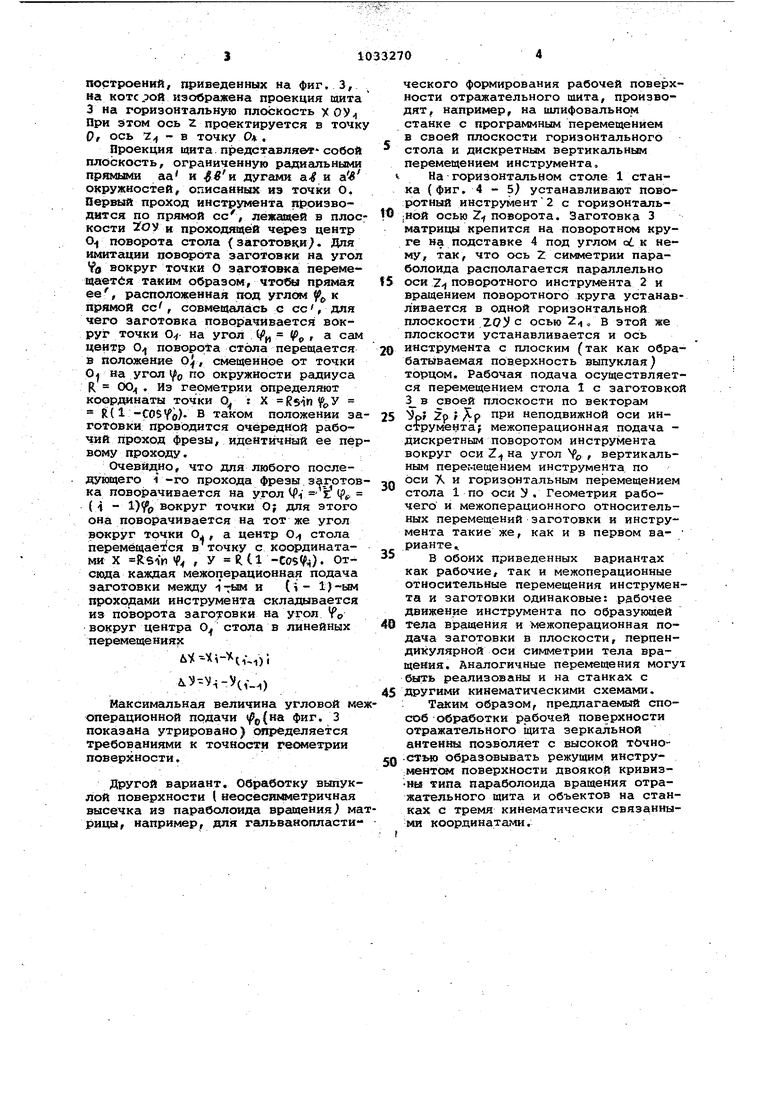
построений, приведенных на фиг, 3, на коте .эой изображена проекция щита 3 на горизонтальную плоскость X ОУ При этом ось 2 проектируется в точк О, ось 2 - в точку О.
Проекция щита.представляет собой плоскость, ограниченную радиальными прямыми аа и вк дугами a-g и а-в окружностей, описанных иэ точки О, Первый проход инструмента производится по прямой ее , лежащей в плоскости ХОУ и проходящей через центр О поворота стола (заготовки - Для имитации поворота заготовки на угол в вокруг точки О эаготошса перемещаетёя таким о&разом, чтобы прямая ее , расположенная под углом f к прямой ос , совмещалась с ее , дяя чего заготовка поворачиваетея вокруг точки 0 на угол (f IP , а сам центр О поворота стола перещается в положение О, смещенное от точки О| на угол (0 по окружности радиуса R СЮ. Из геометрии определяют коорда наты точки 0 : X У Ri{l ) В таком положении заготовки проводится очередной рабочий проход Фрезы, идентичный ее первому проходу.
Очевидно, что для любого поеледуняцего 1 -го прохода фрезы заготовка поворачивается на угол 1 Е ф«, (4 - 1)р вокруг точки О; для этого она поворачивается на тот же угол вокруг точки О., а центр О стола перемещаемся в точку с координатами X R6fn Ф , У R(1 ). Отсюда каждая межоперационная подача заготовки между чтым и (i- 1)-ь№1 проходами инструмента складывается из поворота заго говки а угол Vo вокруг центра 0 стола в линейных перемещениях
&y--Xi-(VM)i
(,)
Максимальная величина угловой меоперационной подачи фиг. 3 показана утрировано) определяется требованиями к точности геометрии поверхности.
Другой вариант. Обработку выпуклой поверхности { неоеёсиыметричная высечка из параболоида вращения марицы , например, для гальваноплаетического формирования рабочей поверхности отражательного шита, производят, например, на Еопифовальном станке с программным перемещением в своей плоскости горизонтального
стола и дискретньам вертккгшьным
перемещением инструмента, На горизонтальном столе 1 станка ( фиг.4 - 5) устанавливают поворотный инструмент2 е горизонталь;ной осью Z поворота. Заготовка 3 матрицы крепится на поворотном круге на подставке 4 под углом od к нему, так, что ось 2 симметрии параболоида располагается параллельно
оси Z-) поворотного инструмента 2 и вращением поворотного круга устанавливается в одной горизонтальной плоскости с осью 2,8 зтой же плоскости устанавливается и ось
инструмента с плоским (так как обрабатываемая поверхность выпуклая) торцом. Рабочая подача осуществляется перемещением стола 1 с заготовкой 3 в своей плоскости по векторам
pt 2р f Лр Р неподвижной оси инструмента; межоперационная подача дискретным поворотом инструмента вокруг оси Z на угол V , вертикальным перемещением инструмента, по
оси ч и горизонтальным перемещением
стола 1 по оси У . Геометрия рабочего и межоперационного относительных перемещений заготовки и инструмента такие же, как и в первом ва- рианте.,
В обоих приведенных вариантах как рабочие, так и межоперационные относительные перемещения инструмента и заготовки одинаковые: рабочее движение инструмента по образующей
тела вращения и межоперационная подача заготовки в плоскости, перпендикулярной оси симметрии тела вращения. Аналогичные перемещения могут быть реализованы и на станках с
Другими кинематическими схемами.
Таким образом, предлагаемый способ обработки рабочей поверхности отражательного щита зеркальной антеншл позволяет с высокой точно-стью образовывать режущим инстру;ментом поверхности двоякой кривизны типа параболоида вращения отражательного щита и объектов на станках с тремя кинематически связанными координатами.
СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ОТРАЖАТЕЛЬНОГО ЩИТА ЗЕРКАЛЬНОЙ АНТЕННЫ Вращающимся режущим инструментом, которому сообщают движение формообразования относительно поверхности заготовки, отличающийся тем, что, с целью расширения его технологических возможностей и упрощения технологии изготовления, формообразование поверхности ведут сери-ей проходов инструмента по образующим в меридиональных плоскостях заготовки которую между проходами периодически поворачивают вокруг оси, параллельной оси симметрии заготовки, причем положение оси поворота заготовки периодически изменяют в пространстве, перемещая ее в плоскости, перпендикулярной оси симметрии заготовки по координатам: X-RSW4; v-RCi-cosV), где Ч й координаты оси, вокруг которой поворачивают aaroTOB-j-j R - расстояние от оси симметрии СЛ заготовки до оси поворота последней} - угол между плоскостью про.хода инструмента и меридиональной плоскостью тела вращения, проход}лцей через ось поворота заготовки.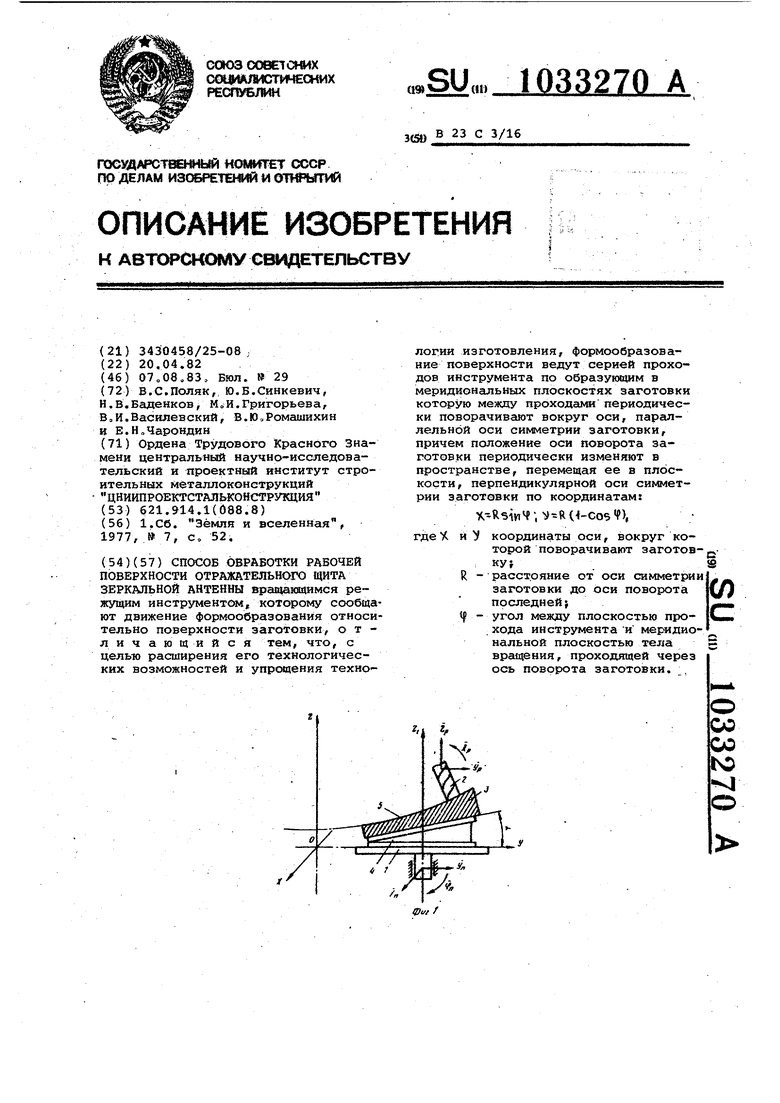
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Эёмлп и вселенная, 1977, 7, с, 52. | |||
